MES对接下重卡输入轴智能化减材制造
1 用户要求
目标零件为MCY13、MCY11及AC16系列驱动桥用输入轴,主要内容“轴坯取料→车削外圆面及端面(05工序)→调头车削外圆面及端面(10工序)→滚切花键轴Ⅲ(15工序)→滚切花键轴Ⅱ(20工序)→滚切花键轴Ⅰ(25工序)→成品出料”,毛坯重量不超20kg,材料为42CrMo及SAE4340H,硬度HRC35~40,相似产品有6种。先前,逐件手工测量,人工补偿刀具数据;人工装卸产品,员工腰肌劳损严重;单班用工5人,节拍达6min;中间滑道输送物料,作业空间狭小;油漆笔标记产品类型,常规格错乱废件。在投建输入轴智能化生产线后,相似产品可快速拓展,节拍不超4min,过程产品智能识别纠错,加工环境可智能监控,零件自动装卸,各项尺寸自动测量,机床状态可实时数据显示,质量数据直观呈现,单班1人4小时无干涉连续作业等。
2 工艺方案
毛坯为锻件的中桥输入轴应先选择其前、后支承轴颈(或近端的外圆表面)作为粗基准,进行两端面上A型中心孔的粗、精铣加工;随后用A型中心孔定位,进行毛坯的粗车削加工,以获得输入轴轴坯。后续加工方案则以轴坯两端面的A型中心孔定位,实施车削和滚切任务的智能化减材加工。
2.1 数字化方案
轴坯先在2台FCL-300型数控卧式车床上,依次完成05、10工序外圆面及端面的数字化车削,各自节拍3min/件。随后在6台YKX3132M型数控滚齿机上,每2台为一组,依次进行15、20和25工序中花键轴Ⅲ、Ⅱ、Ⅰ的数字化滚切,节拍6min/件。10工序结束,采用1台全自动测量机,对输入轴进行机外综合尺寸全项测量,SPC分析后生成Xbar-R、X-MR等图表。表1为AC16中桥输入轴05、10工序的工步内容。
2.2 自动化方案
在基于S7-1500PLC和WinCC人机界面的自动化方面,采用2台ABB IRB6700-155型关节机器人(称RT)、雄克气动双手爪及22m长的齿轮齿条式地轨,实现输入轴的“取料→传送料→装卸料→落料”任务;采用1台泰尼福XF510Cp微冲点阵气动打标机,完成通联条码(二维码+明码)的打标作业;成品出料前,RT抓件在康耐视DataMan 262X固定式图像读码器处识别完工;开设抽检出料门和抽检平台,RT抓件向径向跳动测量仪装/卸料。
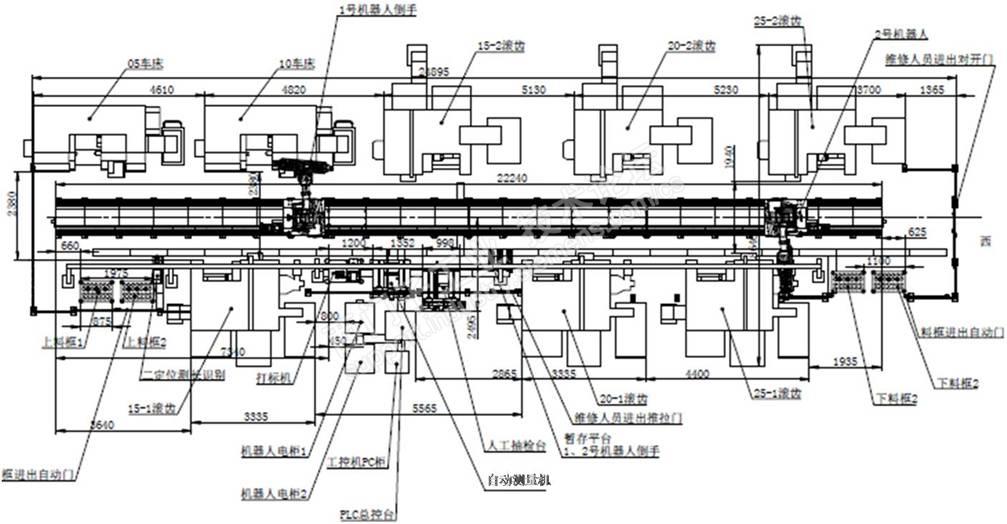
图1为输入轴智能化生产线的平面布局。
在1号RT的任务流程中,视觉对中的RT自上料托盘抓取毛坯,放入二次定位台,识别并重新抓取;快移至打标机处打码,经读码器读码,表示工件上线;RT抓件旋转移至05工序车床处,打开车床防护门后,卸下车削完的工件并装入待加工件,关门循环加工;抓件移至10工序车床处,重复05工序动作;RT抓件移至全自动测量机处,检测长度、外径及几何精度。此时,若15工序1(下称151)滚切已结束,则RT抓着检测合格的工件快移至151滚齿机处,卸下滚切完的工件并装入待滚切件,卸下的工件放于缓存及姿态转换台的1号位;若151滚切未结束,则RT抓着已检测工件快移至缓存及姿态转换台的2/3号位。随后,RT进入下一工作循环。
在2号RT的任务流程中,未经151滚切的目标件,则由RT自缓存及姿态转换台的2、3号位抓取并快移至15工序2(下称152)滚齿机处,卸下滚切完的工件并装入待滚切件,卸下的工件放于缓存及姿态转换台的4号位;变换姿态后,直接抓至20工序2滚齿机处,重复152动作;滚切完毕,RT将其卸至姿态转换台上。已在151滚切完的工件,则由RT自缓存及姿态转换台的1号位抓取并快移至20工序1滚齿机处,重复152动作;滚切完毕,卸至姿态转换台上。RT抓取姿态转换台上的目标件,送至25工序滚齿机进行加工;滚切完毕,RT抓取并送至读码器处扫码,表示工件合格。随后,视觉对中的RT将下线工件按程序路径码垛至成品托盘上,放满后托盘自动退出至既定位置,等待用户运走。码垛完的RT进入下一工作循环。
2.3 信息化方案

图2 基于Visual Studio环境的客户端车间管控系统
输入轴智能化生产线涉及3个网络,即生产网络、公司网络和监视网络。在生产网络内,总控制台PC先经工业以太网交换机和Profinet现场总线,链接2台内嵌有DSQC688适配器的RT、2台数控卧式车床、6台数控滚齿机、自动测量机、打标机、读码器等装备;再用基于Visual Studio环境的客户端车间管控系统(见图2)协调车削、滚切、打标、读码、测量等工位之间的动作,完成RT的自动跟踪监控和协调控制。在公司网络内,总控制台PC与桥箱智造JMES系统连通,操作者凭用户权限直接领取车间派发的指定工件的网络化产线计划。在监视网络内,红外摄像头监视着RT装/卸料与机床内卡具的干涉实况,线尾及操作台侧的小米电视机可视化地呈现着生产线运行工况。
2.4 实时化方案
在2台RT的雄克气动双手爪上,均嵌装IS7600视觉系统,经由交换机接入生产网络内。视觉系统在给定目标件的当前位置信息后,立即反馈至SIMATIC S7-1500PLC,内部处理的逻辑信息送至RT;RT便根据坐标数据实时改变其运行轨迹,以完成输入轴的抓取/松开动作与出料侧的码垛任务。此外,客户端车间管控系统既会实时采集运行、状态数据、历史数据,完成数据库搭建,将采集数据存入数据库内,随时生成任务报表;也会实时采集自动测量机全数检测10工序完工的质量数据,在线计算出2台车床的刀具补偿值(见图3),远程馈入车床的数控系统内,以做出下一工件车削的调整指令。

图3 客户端侧05工序车床刀具补偿数据(远程)
2.5 安全化方案
轴坯进料、成品出料均安装佰阔捷C2000快速自动门,增装检测光幕保安全。在操作台侧,安装扩音器,以提高维修交流的分贝数。安全围栏一开门,RT使能立即切断。
输入轴品种较多且相似性高,使得上料托盘内轴坯拾取的纠错相当重要。为此,总控侧的In-Sight视觉系统预先定义好目标输入轴的特征点——轴端中心孔,待1号RT载着视觉系统对上料托盘内轴坯拍照识别后,视觉系统会进行两张照片的对比,以判定是否为本批次零件。随后,视觉对中的RT取件并将其放入二次定位台;定位台上的脚座安装型行程可读出气缸CE1L32-100L-M9BL会推动轴坯,使之紧靠于固定挡块,内装型位移传感器测出轴坯长度。符合长度规定的轴坯,允许进入生产线;不符合的,由RT抓取放入废件传送带。
2.6 其他方案
在环保方面,6台滚齿机的花键滚刀经等离子体化学气相沉积(PACVD)法,进行氮化钛铝涂层。滚切时,采取压缩空气吹屑降温,以替代早先的滚齿油。
在精益方面,双料架装料至少56件;在总控制台PC侧,操作者开线领料,完工结账,对接JMES系统的生产计划;据机外测量结果,实时在线补偿车刀数据、修正滚齿机参数;客户端车间管控系统开设产量统计、数据分析、设备状态实时监控、生产工件上下线时间及所处工序等功能,同步运行的大屏幕实时显示加工质量、当前产量、合格率等监视数据。
3 结束语
在数字工厂的全业务流程中,产品工艺处于基础与先导地位。精益稳定的智能化制造工艺,是解决现阶段生产效率与质量一致的有效途径。MCY13、MCY11及AC16系列驱动桥用输入轴依托智能化生产线的建设,成功实现了智能化减材制造:质量更加稳定,班产效率提高50%,用工数量减少4人/班,信息孤岛得到链接,海量数据得以采集共享。期间,采用了产品防错、刀具寿命监测、机外在线刀具补偿、产品自动化标记及数据采集分析等工艺手段,融入了全程数字化切削、全项自动测量、全面数据提取、全域结果共享、全参数实时可视、全动作机器人化、全校正互联网化、全决策于MES端、全工况图形化等工艺方法。
目前,输入轴智能化生产线建设项目已获2020年山东省机械工业科学技术奖·二等奖。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国


 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
