以下内容节选自机械工业出版社出版的西门子自动化技术丛书----《SIMATIC S7- 1500 与 TIA博途软件使用指南》, 作者崔坚。更多更详细的内容请您参考《SIMATIC S7- 1500 与 TIA博途软件使用指南》一书。
TM Count模块和TM PosInput模块通过工艺对象(TO)实现计数和测量
TM PosInput模块与TM Count模块的计数功能组态类似。在本小节中,以TM Count 2x24V模块为例,介绍如何通过工艺对象(TO)High_Speed_Counter实现计数功能。TM Count 2x24V模块的通道0连接24V(HTL)增量型编码器,信号类型为A、B、N推挽型,分辨率为1024。示例的系统构成如图11- 2所示,TM Count 2x24V模块位于分布式IO站上。

图11- 2 TM模块连接增量型编码器示意图
添加完ET 200MP分布式I/O站后,添加TM Count 2x24V模块,该模块位于硬件目录“工艺模块”-->“计数”下,如图11- 3所示。

图11- 3 TM Count 2x24V模块在硬件目录中的位置
然后,在TM模块“属性”-->“基本参数”-->“通道0”-->“工作模式”界面下,为计数通道设置通道的操作模式。如图11- 4所示,有三个操作模式可以选择,这里保持默认值,即选择“通过工艺对象组态通道”。各模式的区别与说明参考表11- 2。
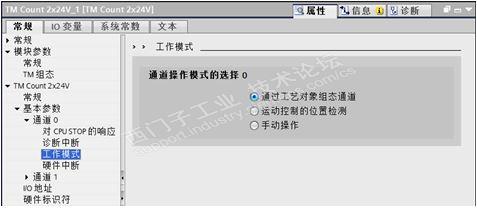
图11- 4 为TM 模块设置通道操作模式
表11- 2 TM模块的通道操作模式的区别

注意:
对于具有两个通道的TM 工艺模块,两个通道不能工作在不同的工艺对象(TO)模式下。例如通道0用于High_Speed_Counter 工艺对象(TO),通道1用于运动控制的TO_PositioningAxis位置轴(TO),这样的应用是不支持的。两个通道只可以工作在相同的工艺对象(TO)模式下,或者一个工作在工艺对象(TO)模式下,另一个工作在手动模式下。“通过工艺对象组态通道”的配置方式比较简单、直观,也是示例所推荐的方式。
在项目树PLC目录下的“工艺对象”选择“插入新对象”,弹出“新增对象”对话框,如图11- 5所示。选择“计数和测量”-->“ High_Speed_Counter”,并可为此工艺对象(TO)设置一个名称,此处使用系统自动分配的名称。之后点击“确定”,完成一个工艺对象(TO)的添加。
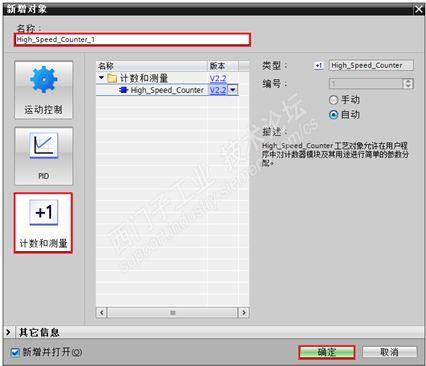
图11- 5 添加一个“计数和测量”工艺对象
之后在弹出的工艺对象(TO)设置界面中,对工艺对象的参数进行设置。首先为该工艺对象(TO)选择其对应的模块及通道。根据硬件配置,模块选择“分布式I/O”-->“PROFINET IO-System(100)”-->“IO Device_1”-->“TM Count 2x24V_1”,通道选择“通道0”,如图11- 6所示。

图11- 6 为工艺对象选择TM 模块通道
然后在“扩展参数”-->“计数器输入”中设置信号类型和附加参数等,如图11- 7所示。
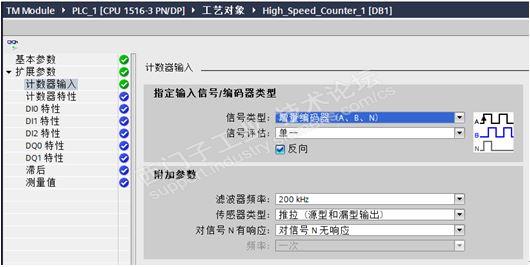
图11- 7 设置计数器输入参数
示例中所连接的编码器类型为24V(HTL)增量编码器(A、B、N),“信号评估”选择“单一”。从图示中可以看到,计数器只对A相信号的上升沿进行采集和评估。不同的信号评估方式见图11- 8所示。

图11- 8 不同的信号评估方式差别
在“附加参数”中可以定义滤波器频率,传感器类型等参数。
在“扩展参数” -->“计数器特性”中,可以对计数器特性进行设置,如图11- 9所示。
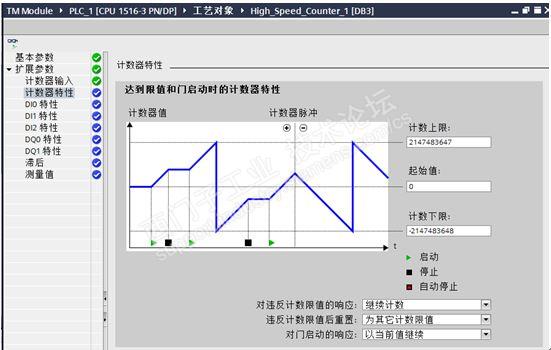
图11- 9 计数器特性设置页面
计数上限
设置计数上限来限制计数范围。缺省值(即最大值)为 2147483647 (231-1)。
计数下限
设置计数下限来限制计数范围。缺省值(即最小值)为 -2147483648 (-231)。
起始值
通过组态起始值,指定计数开始时的值以及在发生指定事件时计数的起始值。缺省值为0。
在“扩展参数”-->“DIx特性”中设置DI信号的特性,如图11- 10所示。
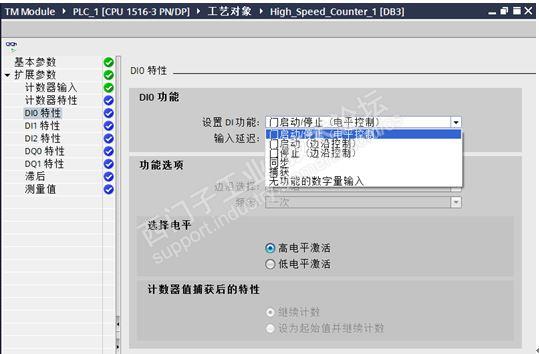
图11- 10 设置TM模块数字量输入信号的功能
DI功能有以下几种:
门信号(电平控制或边沿控制)。
计数器模块使用门信号作为开始计数和结束计数的条件。门信号分为软件门和硬件门。软件门可以在调用的计数器指令中使能;而硬件门是通过模块上集成的数字量输入信号使能,这些输入信号的响应时间可以低至几微秒。硬件门用于需要快速使能计数的场合。例如,设备通过一个光电开关后开始计数,如果通过普通的输入信号作为开始计数条件,响应比较慢,可能漏计多个脉冲信号。使用硬件门则能大大提高计数的精度。TM计数模块的内部门、硬件门以及软件门的关系参考图11- 11,这个“与”关系是由模块内部结构决定的,用户并不需要编写程序。
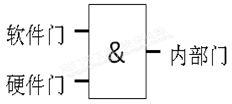
图11- 11 TM模块软件门、硬件门与内部门之间的关系
在缺省设置下,TM模块的每个计数通道对应的DI0信号是作为该通道的硬件门来使用的。如果不使用硬件门功能,则必须需修改该设置,否则由于硬件门一直处于关闭状态,计数功能不工作。示例中“DI0功能”选择“无功能的数字量输入”,即关闭硬件门功能。
同步
在组态的数字输入点有一个沿信号时,将计数值设置为一个预先定义的起始值。
捕获
在组态的数字输入点有一个沿信号时,存储当前的计数值。
无功能的数字量输入
数字量输入可作为普通DI信号来使用。
在“扩展参数”-->“DQ特性”中设置DQ信号的特性,可以设置DQ信号的输出方式等,如图11- 12所示。

图11- 12设置TM模块数字量输出信号的功能
DQ置位输出可以选择下列选项:
在比较值0/1和上限之间(默认)
如果计数器值处于比较值和计数上限之间,则数字量输出 DQ激活。
在比较值0/1和计数下限之间
如果计数器值处于比较值和计数下限之间,则数字量输出 DQ激活。
比较值 0 和 1 之间
如果计数器值处于比较值 0 和比较值 1 之间,则数字量输出 DQ激活。只有当数字量输出DQ0被配置为“由用户程序使用”时,数字量输出DQ1的“置位输出”中才出现“比较值0和1之间” 选项。
在比较值0/1持续一个脉宽时间
计数值达到比较值时,相应数字量输出DQ在组态的时间和计数方向内激活一次。
在 CPU 发出置位命令后,达到比较值0/1之前
从 CPU 发出置位命令时,相应数字量输出激活,直到计数器值等于比较值为止。
由用户程序使用
CPU 可通过控制接口切换相应数字量输出。
注意:
比较值1必须大于比较值0。
滞后
通过组态滞后,可以定义比较值前后的范围。可输入一个介于 0 和 255 之间的值,默认设置为“0”。在滞后范围内,数字量输出不会切换状态,直到计数器值超出该范围为止。无论滞后值是多少,滞后范围都在达到计数上/下限时结束。如果输入“0”,则禁用滞后。滞后只能在计数模式下组态。
通过基本的计数功能,再加上一个时间窗口,可以对速度和频率等变量进行测量,这些参数需要在“扩展参数”-->“测量值”界面中进行设置,如图11- 13所示,示例为对速度的测量。

图11- 13 设置测量值
计数器的参数设置完成后,需要在主循环OB中调用“High_Speed_Counter”指令进行程序与模块间的数据交换。该指令在指令列表“工艺” --> “计数和测量”下,如图11- 14所示。

图11- 14 “High_Speed_Counter”指令在指令集中的位置
添加“High_Speed_Counter”指令时,选择之前创建的工艺对象(即DB1),将其设置为背景DB块,如图11- 15所示。示例中将软件门“SwGate”参数设置为“True”,即始终使能软件门,检测到的计数值通过“CounterValue”参数读出,并存储于变量“DB.Counter”中;测量值可以通过“MeasuredValue”参数读出,并存储于变量“DB.Value”中。

图11- 15 为“High_Speed_Counter”指令设置参数
“High_Speed_Counter”工艺对象除了组态窗口之外,还有调试和诊断窗口,用于查看工艺对象内部运行状态及相关参数。在项目树下的“工艺对象”中,选中相应的工艺对象并展开后,双击“调试”可以打开调试窗口。之后点击调试窗口左上方的在线按钮,即可在线查看和修改相关参数,如图11- 16所示。
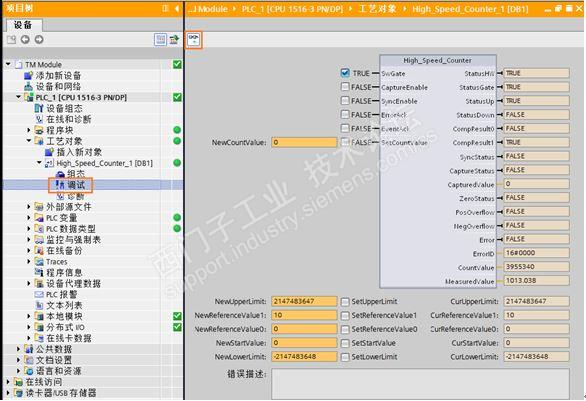
图11- 16 查看工艺对象的调试窗口
调试窗口中列出的函数块与参数与在主程序中调用的“High_Speed_Counter”指令完全相同,这样“High_Speed_Counter”指令在没有赋值的情况下,仍然可以使用“调试”界面下的参数进行调试,同时可以监控状态值和计数/测量值。调试完成后可以再根据实际要求对“High_Speed_Counter”指令中的参数进行赋值,这对于调试非常方便。
如果模块出现故障,可以在“诊断”界面中查看故障的原因。双击工艺对象的“诊断”标签进入诊断界面,然后点击诊断界面左上方的在线按钮,即可在线查看工艺对象的诊断信息,如图11- 17所示。

图11- 17 查看工艺对象的诊断窗口









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
