前些时候,为节省人力,有个客户有一条简易生产线需要改造为自动化的,而且对成本有很严格的控制。
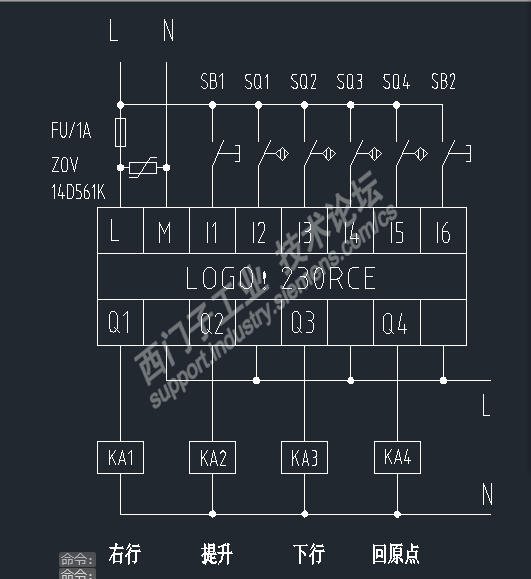
具体的流程是这样的:按下启动按钮,螺杆带动吊具右行,碰到右限位开关,开始向上提升吊具,碰到上限位开关,吊具下行,再次碰到下限位开关,吊具左行回原点。这样,一个流程结束,再次按下启动按钮,可以进行下一个流程。
到现场看了一下,发现需要改造的地方很多,从机械到电气。初始的方案是用LOGO!做,机械改造方案提给他们,安排就近的机加工厂加工。1个月多月的时间,现场的机械部分才做好,检查没有问题之后,客户却突然拿出了他们电气部门的一份手绘图纸。

我大体看了一下,图纸做的很不标准,而且发现在执行完第二步吊具上升,第三步就没法完成了,因为存在着时间差,KM3是不会吸合的,要非得用这个方案,必须加时间继电器,那电路就太复杂了,而且操作麻烦,每个点的时间必须都要设置。客户不信,试验了一下,失败了,不得已才改成用LOGO!来控制。
于是设计图纸,做程序,前后用了一天半时间,拿到客户那里试机,分分钟搞定,客户一直赞叹:还是这东西先进啊。
呵呵,现在用LOGO!用得都懒了,不喜欢再用硬件电路搭自动控制程序了。
以下是LOGO!的电路原理图及CAD图纸:
 原理图.zip
原理图.zip
以下是程序截图及源程序:
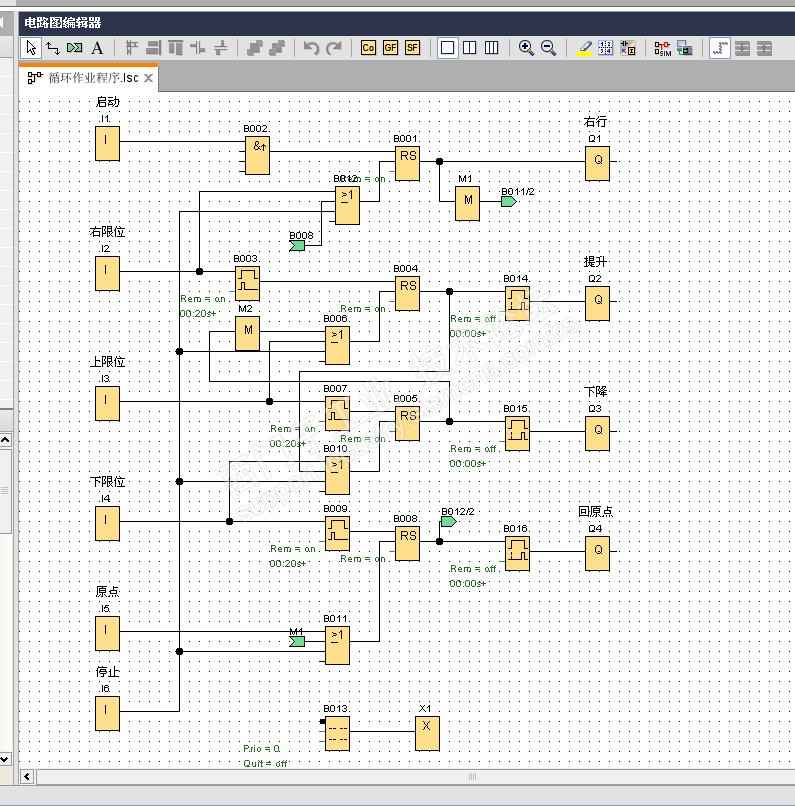
循环作业程序.rar
这次改造具有以下优点:
1、 原理简洁,维护方便;
2、 成本较低,在用户的接受范围内;
3、 通过LOGO!本体上的屏幕,可直观地显示工作状态;
4、 可通过修改程序,来修改工作的状态,不必改动线路,尤其适合试验性质的场合;
5、该程序还可加入时间控制功能块,扩展为电镀循环自动控制程序。
通过这个小例子,足以说明LOGO!在小规模自动化控制中的优越性:性价比高、使用灵活、可扩展性强。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石




 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
