故障情况:由于芯棒螺丝断了,油缸退到位,抓取芯棒的行车误动作过载停机了。
处理过程:首先操作工切换到维修方式进行操作,可是有松绳报警,两个抓手的高度有偏差,将报警先屏蔽也不能让行车向上工作,机械人员一顿臭忙,也无济于事。
我在不紧不慢的看程序:
找到控制S120行车启升向上的控制块FC1230

然后让操作遥控器按钮,结果#t_on1没有信号,此时我就先查遥控按钮信号,从符号表内很快就找到。

测试I102.1有信号,而I20.4和DB1140.DBX15.4没有信号

查了一下图纸I20.4和DB1140.DBX15.4 信号是来自锻打机的信号,而锻打机上芯棒螺丝断了此信号才不正常,再说锻打机现在是关闭状态,所以我就先强制一个信号并了一个M999.0上去,再测试行车上升,还是不行,
我继续查到信号DB130.DBX8.4没有信号

这个信号是驱动器没有准备好,是FC1230的准备信号。
继续查到来自SCL的程序
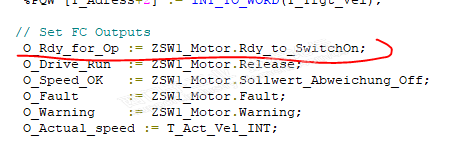
查到此无法查了,因为o_Rdy_for_Op为s120驱动器状态字信号,只能查图纸了。
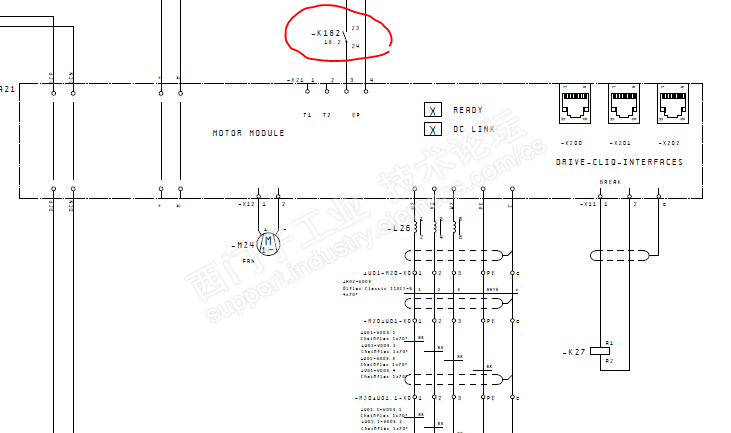
K182没有工作
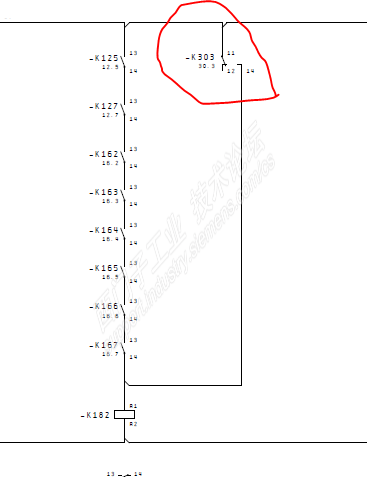
在维修方式操作要K303工作,K303来自Q1.2

I103.0来自遥控器上的一个按钮
让操作工同时按上升和I103.0按钮结果可以上升运行了。
等行车开离锻打机上方后,到某一空地行车抓手下降进行整理钢丝绳,使得行车两个抓手高度一致。
做完这些当打开行车抓手时,G1是可以打开的,G2抓手打不开,当时G2上的芯棒是机械人员手动放掉的,所以芯棒信息在MTS上还存在。
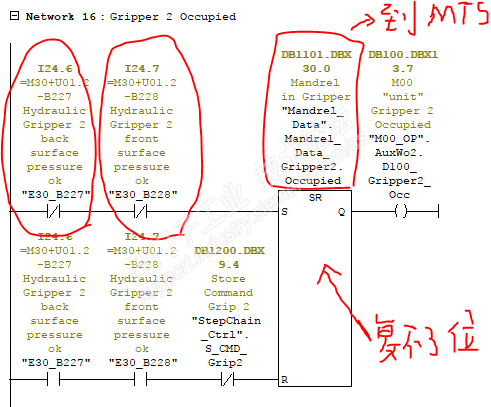
此时我打开Fc101看到G2抓手还是保压的I24.6和I24.7无信号,当时自动程序没走完,我就让PLC暖启动一次,这样自动程序就不执行了。
可是抓手上还有芯棒信息,是由两个压力传感器I24.6和I24.7提供,此时我屏蔽此信号,G2抓手可以打开了,并且两个压力传感器也正常了,问题完美解决。
此维修实例,分享了当遇到程序无法继续查时要变相思维,查驱动器电气图纸,变则通。
此故障涉及到三个PLC的程序,锻打机,芯棒更换行车,MTS传送系统。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 白金
白金



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
