G64: 连续路径运行,速度按过载系数降低
机床包含5个轴,X Y Z B C,其中B C是旋转轴。U是虚拟轴。
1,加工程序里面不含G64
G00U0
C0
FGROUP(C)
G01G91F1000
C20U50
C340
C40U-50
M30

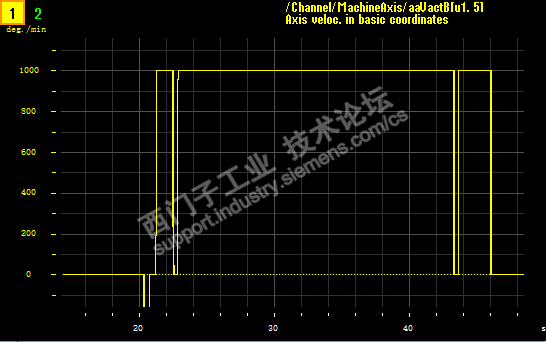
可以发现,在程序段与程序段之间,C轴速度会先降到0,再加速到下一句程序段。
2,加工程序里面含G64
G00U0
C0
FGROUP(C)
G64
G01G91F1000
C20U50
C340
C40U-50
M30

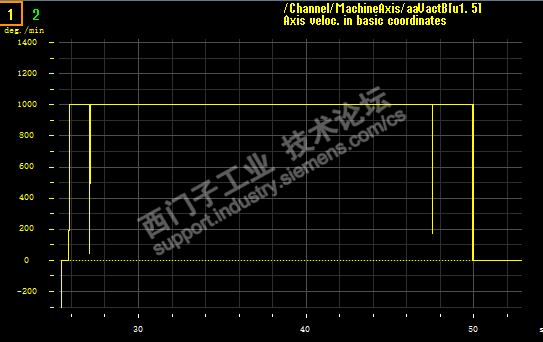
可以发现,在程序段与程序段之间,C轴速度没有降到0,就加速到下一句程序段的速度。
理想的要求是不降速直接到下一段程序的速度。目前还不知道如何设置能达到如下图的状态。










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 白金
白金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
