倾斜轴功能多用于磨床或车床。磨床编程时会用到G7和G5编程。
首先看下带斜轴磨床的结构:
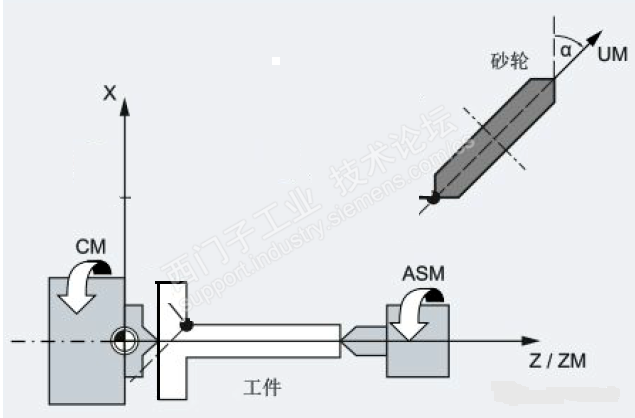
UM就是斜轴,带动砂轮进给。
编写磨削程序时,为编程方便,会用TRAANG斜轴变换,将斜轴的位置分解到笛卡尔坐标系的X轴和Z轴。有时也会直接用到斜轴进给,但直接编写斜轴的位置值不方便,此时就可以用G7和G5编程
关于如何设置斜轴功能,这里就不说了,西门子的手册中有比较详细的说明。
G7和G5指令格式:
G7<编程终点_X><编程终点_Z> ;计算并逼近斜向切入的起始位置;
G5<编程终点_X> ;将倾斜轴运行至编程终点
注意G7和G5指令中用到的坐标都是终点坐标。
我们这里举个例子说明G7和G5的用法,程序如下:
N10 trafoof
N20 G18 ;别忘了指定加工平面,否则会出轴类型不对的报警
N30 g0 z100 UC=100
N40 traang(45)
N50 g7 x40 z70 f200
N60 g5 x40 f100
N70 m02
这里不做过多解释,因为也不太容易解释,画张图你看是否容易理解
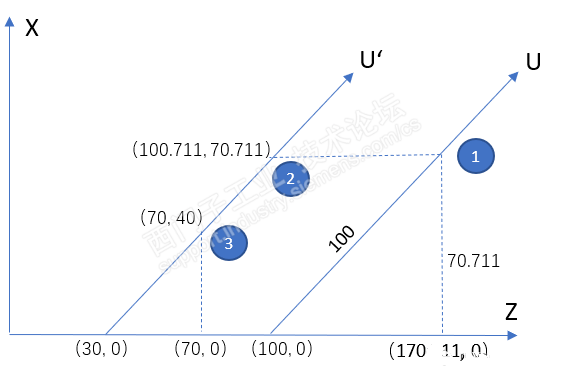
N30对应点位1,N50对应点位2,N60对应点位3
点位1的坐标:
WCS:Z=100 UC=100
MCS:ZM=100 UM=100
点位2的坐标:
WCS:X=70.711 Z=100.711
MCS:UM=100 ZM=30
点位3的坐标:
WCS:X=40 Z=70
MCS:UM=56.569 ZM=30
注意:
执行 G7 功能时,系统会根据编程终点和斜轴的角度计算点位2









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 普通
普通



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
