| 作者 | 主题 |
|---|---|
|
第7代CNC 奇侠 
经验值:6099 发帖数:703 精华帖:2 |
楼主
主题:1FW6转矩电机啸叫及电机优化(OerlikonC50切齿机产品振纹) 一、故障现象 一台OerlikonC50切齿机在弧齿锥齿轮切齿中,出现产品振纹。
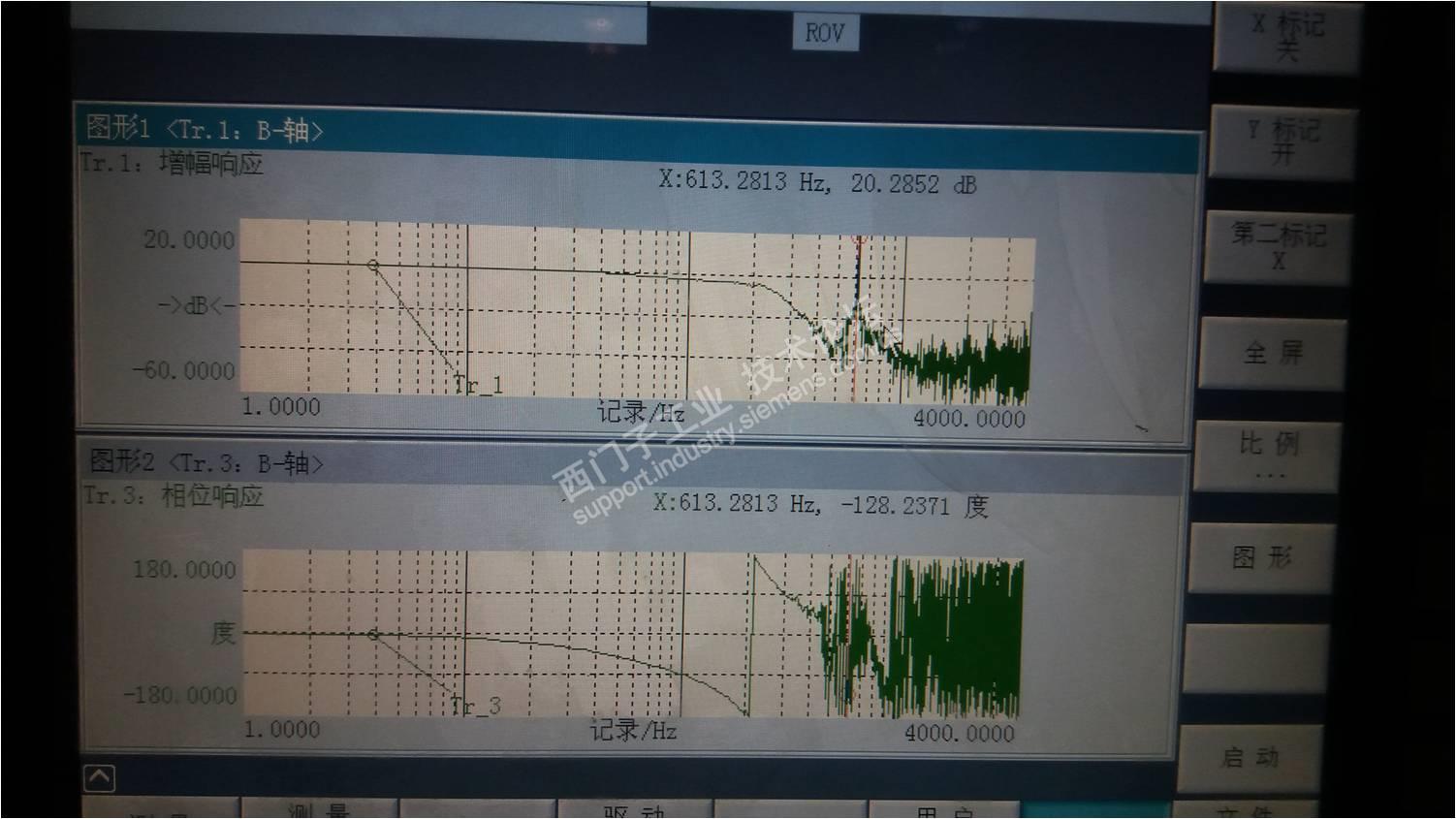
B轴1FW6转矩电机在静止[操作门一关闭(加载使能)]及运行时,均出现啸叫声。 机床配置sinumerik 840d power line系统+simodrive 611D+B轴1FW6转矩电机。工件拉紧采用为碟簧形式,夹紧力为B轴电流的百分比。 二、故障处理 1、电机啸叫时,钳形电流表测量B轴电机三相电流U-32A V-76A W-19A,不平衡。 2、对调A轴(刀具主轴)与B轴(工件轴)的611D驱动器,故障依旧。 3、摇表测量B轴电机UVW对PE,绝缘良好。 4、恢复正常连接。修改B轴驱动器数据(速度环增益)MD1407=15000->12000->10000->8000,直至不啸叫为止。试切产品出现振纹。 5、设定B轴电机速度控制环测量参数:增幅0.3rpm,波段宽度4000Hz,平均值30,设定时间100ms,偏置4rpm。
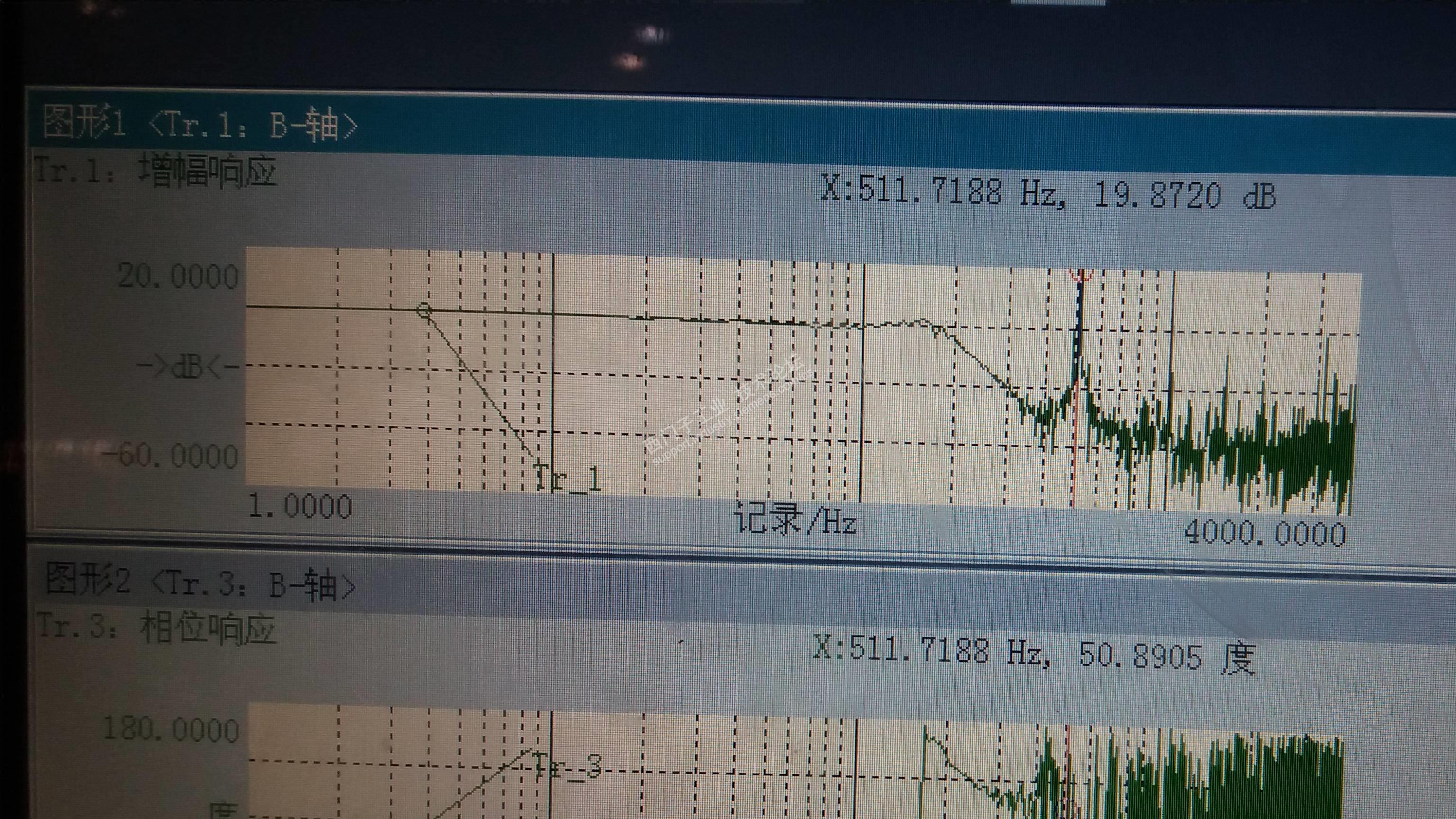
6、测量速度控制回路图形:测量类型=参考频率响应。
X519.5313Hz,24.6289dB。 7、修改驱动器数据:电流环滤波器生效个数1200=3->4,阻断频率1219=1180->510,带阻宽度1220=600->150。速度环增益1407=15000->12000.。 8、试切产品60件,6件断续出现振纹:第10件出1件,第20件出1件,第30件连续出2件,第40件出1件,第50件出1件。 9、拆卸B轴时,发现工件拉紧机构异常,在夹紧转为松开状态时,无法脱开。遂用三爪拉拔器拆掉工装的碟簧护盖。换新件后,试切120件未见异常。在150件时又发生1件,180件时出现1件。后续在加工50件时出现3件。 10、修改驱动器数据:电流环滤波器生效个数1200=3->4,阻断频率1219=1180->500,带阻宽度1220=600->150。速度环增益1407=12000->15000.
11、更改B轴拉紧方式,去掉辅助拉紧缸的气管,改为纯碟簧拉紧。夹紧力由45000kN改为55000kN。试切工件。目前未见异常。继续切活观察。
《图解数控机床维修必备技能与实战速成》《实用数控加工手册》《车辆轮轴加工与组装》
|
|
隐身人 版主 经验值:38669 发帖数:10349 精华帖:72 |
2楼
 主题:回复:1FW6转矩电机啸叫及电机优化(OerlikonC50切齿机产品振纹)
主题:回复:1FW6转矩电机啸叫及电机优化(OerlikonC50切齿机产品振纹)这种加工中的振纹,我们工作中以前处理是最多的,我们生产的设备大多是应用在模具方面,这种振纹非常麻烦的,它产生的原因可以说很多因素,我通常的做法是修改驱动参数,如刚性,增益,惯量,这些参数有时不能起作用或效果不明显,这时我通常会从机械处理,比如我们金切类设备通常来找斜铁,导轨润滑,以及机械的连接等方面,还有从NC程序上通过软件对程序进行优化,还有更换高精密刀具等等手段,根据实际情况而定了。
西门子的多年使用者http://yinshenren.ys168.com/、
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城














 短信登录
短信登录
