| 作者 | 主题 |
|---|---|
|
我心依旧0705 侠圣 
经验值:3672 发帖数:322 精华帖:15 |
楼主
主题:关于夹送辊张力控制问题的求助 
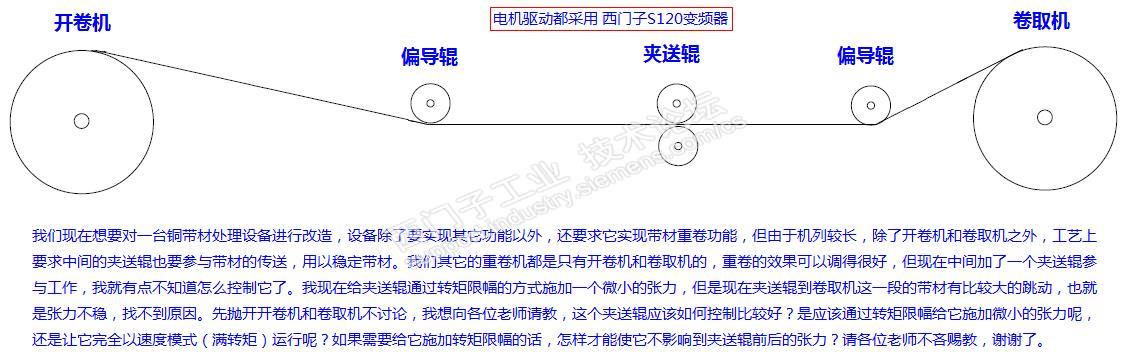
我们现在对一台铜带材处理设备进行改造,要实现带材重卷功能,但由于机列较长,除了开卷机和卷取机之外,工艺上要求中间的夹送辊也要参与带材的传送,用以稳定带材。我们其它的重卷机都是只有开卷机和卷取机的,重卷的效果可以调得很好,但现在中间加了一个夹送辊参与工作,我就有点不知道怎么控制它了。电机驱动都采用S120变频器,我现在给夹送辊通过转矩限幅的方式施加一个微小的张力,但是现在夹送辊到卷取机这一段的带材有比较大的跳动,也就是张力不稳,找不到原因。先抛开开卷机和卷取机不讨论,我想向各位老师请教,这个夹送辊应该如何控制比较好?是应该通过转矩限幅给它施加微小的张力呢,还是让它完全以速度模式(满转矩)运行呢?如果需要给它施加转矩限幅的话,怎样才能使它不影响到夹送辊前后的张力?请各位老师不吝赐教,谢谢了。
没动力的时候我就会想到你的笑。
|
|
LLLWH 奇侠 经验值:7524 发帖数:649 精华帖:33 |
2楼
主题:回复:关于夹送辊张力控制问题的求助重卷机组有夹送棍是一个好的方案,夹送棍是用于开卷和卷曲的张力分割,给的夹送力的大小以开卷和卷起张力互不影响为准。 |
|
老兵 至圣 经验值:55211 发帖数:9619 精华帖:489 |
3楼
主题:回复:关于夹送辊张力控制问题的求助我感觉夹送辊应该是速度闭环+转矩限幅。 夹送辊的速度应该稍高于开卷机。转矩正向限幅尽量小,反向限幅限满,以保证当开卷机还有料时,夹送辊就是个辅助传送;当开卷机没料时,它就替代开卷机保持与收卷机之间的张力
天生不宜做胜利者,自来没有胜利的欲望,只是不甘失败,十分十分不甘心失败。木心
|
|
Zane 至圣 经验值:76317 发帖数:19347 精华帖:378 |
6楼
主题:回复:关于夹送辊张力控制问题的求助我认为,牵引辊就是速度控制,硬特性,作为工艺速度。在牵引辊两侧张力是隔断的 扭矩限幅就是软特性了,工艺线速度会变化,这不符合收放卷恒线速恒张力的控制要求。 控制时应注意观测牵引辊的输出功率。
Zane
注册自动化系统工程师
Always save before download
|
|
我心依旧0705 侠圣 经验值:3672 发帖数:322 精华帖:15 |
9楼
主题:回复:关于夹送辊张力控制问题的求助欢迎大家加入讨论。我们这个设备开卷机电机是75KW,卷取机电机是85KW,夹送辊电机只有7.5KW,设计者的用意就是卷取机是速度模式,以恒速、满转矩运行,卷取机速度和张力的稳定,可以使带材在卷取机上卷得更齐。张力设定在开卷机上,卷取的张力主要靠开卷机和卷取机之间的对拉来建立。而夹送辊的作用就是稳定带材和稍微帮助一点开卷机建张,所以夹送辊的转矩设定很小,我自己觉得它应该不会起到分割前后张力的作用。 现在主要的问题就是从夹送辊到卷取机之间的带材张力不稳,有跳动,导致卷取不齐。开卷机到夹送辊之间的带材看上去也有轻微的抖动,但我感觉是由夹送辊之后的带材跳动影响的,所以根源还是夹送辊到卷取机这一段带材的张力不稳。 麻烦各位老师再给分析分析,这个卷取张力不稳的问题应该如何解决,谢谢大家!
没动力的时候我就会想到你的笑。
|
|
Zane 至圣 经验值:76317 发帖数:19347 精华帖:378 |
10楼
主题:回复:关于夹送辊张力控制问题的求助犹抱琵琶半遮面,实质性的内容终于显现了。 我认为,就是牵引电机的功率选小了,两边收放卷两个巨人角力,牵引在中间根本Hold不住,只能做墙头草,那边强就倒向谁,牵引的立场不坚定,张力就会不稳定。
Zane
注册自动化系统工程师
Always save before download
|
|
老兵 至圣 经验值:55211 发帖数:9619 精华帖:489 |
11楼
主题:回复:关于夹送辊张力控制问题的求助收放卷都工作时,夹送辊睡觉,随大流。 放卷机没料瞬间,夹送辊替代放卷机,与收卷机之间张力控制
天生不宜做胜利者,自来没有胜利的欲望,只是不甘失败,十分十分不甘心失败。木心
|
|
YiMoon 至圣 经验值:11062 发帖数:1222 精华帖:35 |
17楼
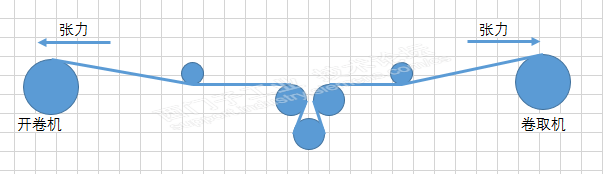
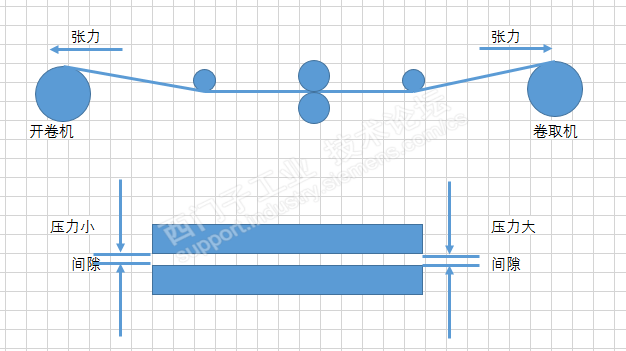
主题:回复:关于夹送辊张力控制问题的求助从镀锌行业来分析楼主这个问,感觉这个夹送辊应该是作为送带头用,而不是作为运行过程中分割开卷机和收卷机张力的作用,因为功率太小了,如果作为分割张力的话,最好用S辊,且加大功率(如图1)。 而且如果夹送辊上下压着运行,两边压力不一样,会导致带钢跑偏(如图2)。 如果还想用这个微张力功能,楼主可以试下打开S120的DROP功能试一下,不知可否达到要求。 图1:
图2:
Keep calm and carry on!!!
|
|
Zane 至圣 经验值:76317 发帖数:19347 精华帖:378 |
26楼
主题:回复:关于夹送辊张力控制问题的求助既然叫夹送辊,起卷送料之后就没它啥事儿了,抬起停机搁一边,收放卷过程乃至尾料处理要它参与干啥?楼主给的图及说明就是有当牵引辊用的企图。 再说了,降速一样hold不住,还是失速的结果,7.5KW是额定功率值,额定转速下的额定输出扭矩,你降速了,即使你输出额定扭矩,你的输出功率就不是额定值了7.5KW了,而降速工程中,你的动态卷取功率是多少? 还有,作为夹送辊的设计,一定是小功率低转速大扭矩输出,还要同时要满足高速卷取线速度的工艺需求,机械上很难做到的。也就说即使要当个摩擦辊来用,转速也不够,弱磁?输出扭矩又有多少?意义何在? 工艺上要求中间的夹送辊也要参与带材的传送,用以稳定带材。 楼主的机械方案现在看来最多就是当个摩擦辊来用,很明显控制上是不甘心当摩擦辊用的,就是这个想法导致问题的出现,前面讲过了,没有牵引辊定速控制,直接收放卷的张力和线速度波动是很难控制的,这个棍子起不到稳定的作用。
Zane
注册自动化系统工程师
Always save before download
|
|
LLLWH 奇侠 经验值:7524 发帖数:649 精华帖:33 |
29楼
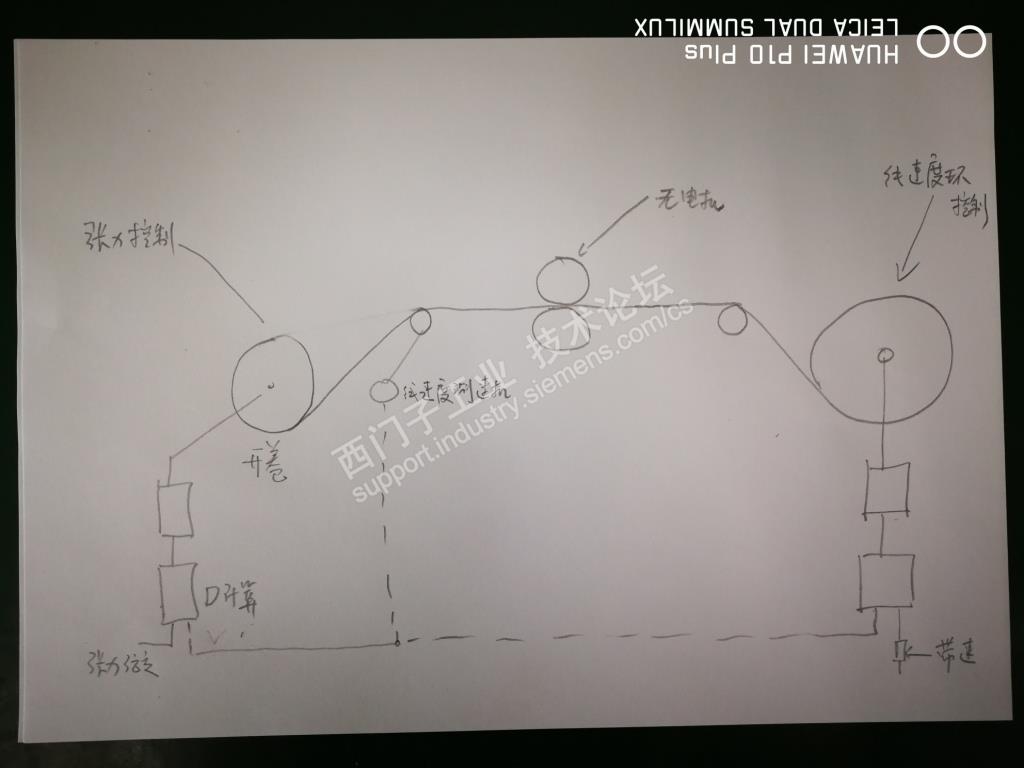
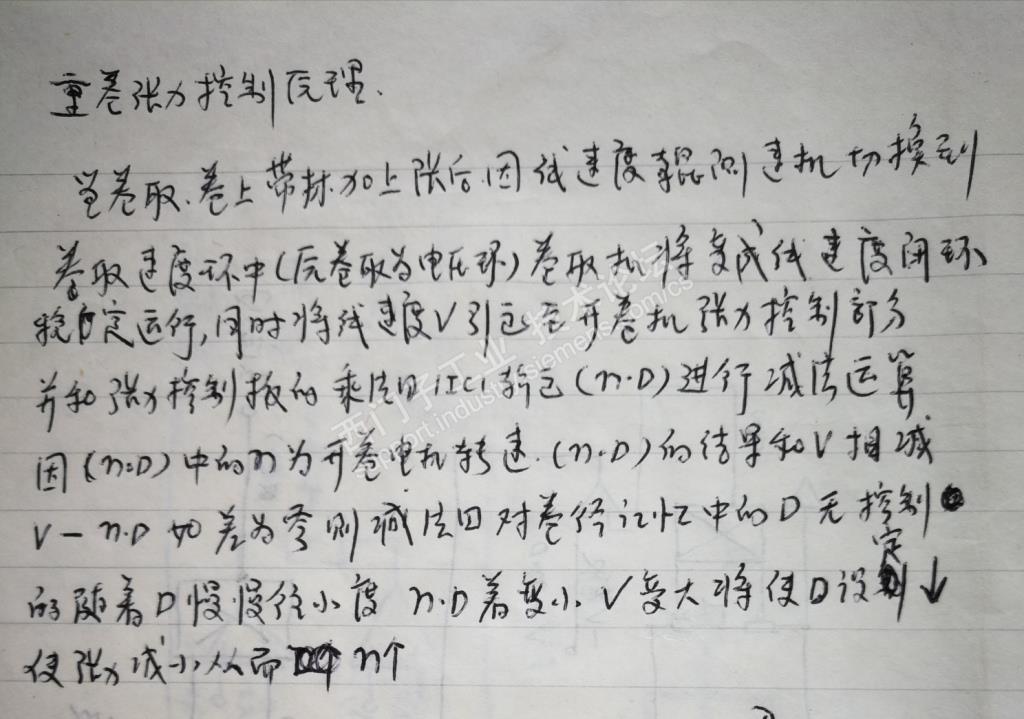
主题:回复:关于夹送辊张力控制问题的求助 仔细看了楼主的论述,楼主单位原来其它重卷是夹送棍无电机,现在方案夹送棍有了电机。有了困惑。我感觉实际这个有电机和无电机方案,控制思路是不一样的,不能柔到一起研究。有电机方案实际就是一个轧机的方案缩影。开卷和卷曲都是张力控制,夹送棍是速度控制。带材速度由夹送棍说了算,所以夹送棍电机工作时必须转,不转就是相当于轧机的静张状态。 而夹送棍无电机控制是和上面不同的,这个方案是开卷是张力控制,卷曲是线速度控制,带材的速度由卷曲机的线速度设定决定。见下图
这个是当年现场调试的记录,对应夹送棍无电机方案。时间太长了,八几年的事,给楼主一点参考。 |
|
Zane 至圣 经验值:76317 发帖数:19347 精华帖:378 |
34楼
主题:回复:关于夹送辊张力控制问题的求助其实参与讨论的很多人都已明白楼主您的系统的现状,但楼主您至今却都还没说清楚您的系统的收放卷驱动的工作模式。 正是因为您不清楚,所以您才无法分析导致问题的原因。 首先,可以确定是您系统改造前,就是收卷是速度控制,放卷是力矩模式,如32楼所述,从您的描述中也可以得到验证; 其次,您改造后增加了夹送辊,但收放卷控制模式并没有实质性改变; 第三,我们先说一下放卷,驱动转矩输出控制随卷径变化而变化,您是如何测卷径的?传感器直接测量(激光或超声波测径),还是线速度/转速关系计算获取?前者信号滞后,但测量精度较高,不受材料弹性及张力波动影响,后者信号同样滞后,同时受材料弹性及张力波动影响,信号波动较大; 第四,我们说收卷,说到底收卷还是个软特性的控制,所以不管您的电机应该是否闭环开环,所谓的线速度闭环其实是工艺闭环,是由驱动装置的工艺调节器或PLC的PID功能块来实现的,这样的系统依然还是一个滞后的系统; 第五,这样收卷和放卷是两个滞后的调节不同步系统,微观上材料的受力和及线速度是一直在一个范围内波动变化的,参数设置不巧会发生什么?振荡!所以这种系统只适合低速要求不高的应用场合。 第六,说到底,楼主的系统改造后,最大的变化在哪里?夹送辊鸟枪换炮,被动辊变主动辊,自带驱动了,而且要连续工作了;呵呵,就是这个夹送辊导致了楼主所说的线材的张力和线速度的规律性的波动,这其实就是振荡。其实,原先的无动力夹送辊,如果转动惯量比较大的话,如果参与到工艺卷取过程中当个摩擦棍用的话,一样是会引起张力和线速度的振荡的;现在由于是动力辊,配了减速机及电机,系统的转动惯量增加了不少,更要命的是,这个驱动的控制系统与收放卷的控制系统的条件控制也是不同步的,收卷要提速得靠材料的弹性形变带动夹送辊,关键它还不怎么愿意听你的(它有它的给定),材料张力大了;反过来,收卷要减速,夹送辊不但还不知道,甚至还刹不住脚,材料张力小了;这还没算放卷的影响呢,当然有可能是抵消,也可能是叠加,这样一个系统能调稳定吗?这个夹送辊其实就是个波动倍增器,根本起不了稳定线材的作用。 结论,楼主的所谓改造我看没啥意义,瞎忙活!
Zane
注册自动化系统工程师
Always save before download
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城













 短信登录
短信登录
