前几天去山东潇洒了些天。
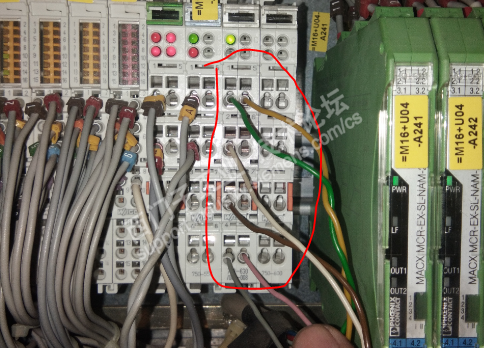
回来后开始忙碌,我们的冷床坏了,然后所有的热管子吊到了缓存区,结果悲剧了,缓存区的编码器没有防护罩被烫坏了,导致24V短路 M00_F143跳闸,在没有找到短路处时试送了一次过了十几分钟又跳闸,开始找原因才发现编码器被烫坏。
由于编码器烫的面目全非看不到型号,插头也被完全烫坏,电缆也烫坏一部份,只能到仓库找了个一看差不多样子,型号:ATM60-A1A0-K19装上去,结果没有数据。
开始怀疑模块也坏了,换上新的模块也是没有数据。
没办法把编码器插到其他正常的同样的编码器处也没有数据。
再仔细一看正常的地方编器型号为ATM60-A1A0-K18,新的型号和原来的不样,可是仓库没有ATM60-A1A0-K18
怎么办呢设备又不能停产,该编码器仅仅是判断油缸的行程,老外太奢侈,我认为做两个传感器来判断不就行了,成本还低,怪不得买的贵。
为了能让生产持续,我决定改程序如下:
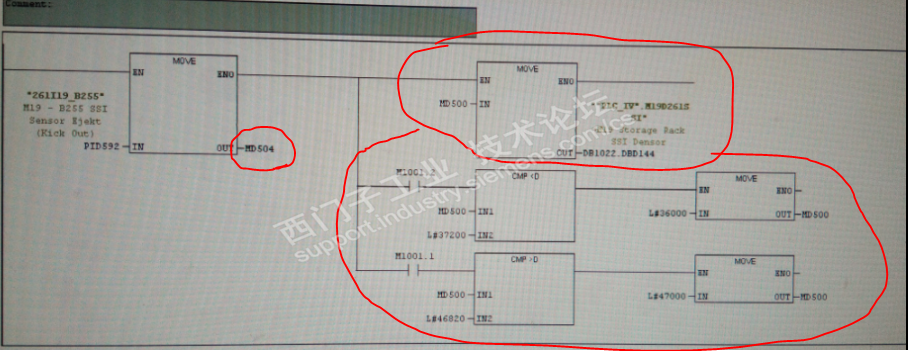
PID592是读取的编码器送到DB1022.DBD144内,DB1022.DBD144有几处在用,M1001.1和M1001.2分别是操作油缸上下的。
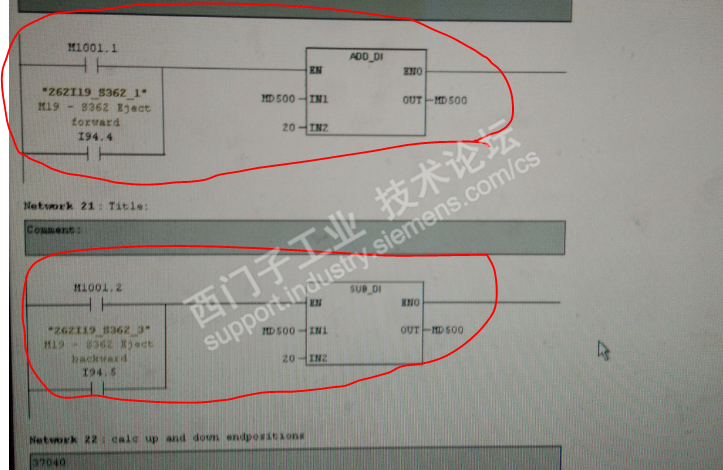
我就在后面加了程序当M1001.1工作时来仿真编码器数值变大,当M1001.2工作时来仿真编码器数值变小,20是PLC扫描周期内加减的幅值。
上面的程序是当加到限制值后,认为油缸升到位。
当减到限制值后,认为油缸降到位。
等生产结束后,准备加一个下限位传感器,来保证钢管过来时不会撞到油缸翻转架。
通过测试,生产又可以继续了,还不用编码器,比起老外的高大尚的编码器真实用。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 白金
白金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
