这条线的收卷机的实时卷径值是采用出口偏导辊和收卷机的线速度相等的方式来做的,利用200PLC的高速计数器获得收卷机和偏导辊的转速,然后在程序里进行换算;因为这个设备之前不是有我直接负责的,所以运行的情况不是很了解,根据操作人员的反馈,一个卷生产结束了,在开始一个新的卷时,之前那个卷的卷径还存在,生产一伙后就会变成实时的;看了半天的程序就是没发现,初始卷径的复位在哪里。根据公式:N1*π*D1/i1=N2*π*D2/i2 N为转速,程序里没有看到计算速度的程序,只看到对去取到数据进行周期计算。计算程序如下:
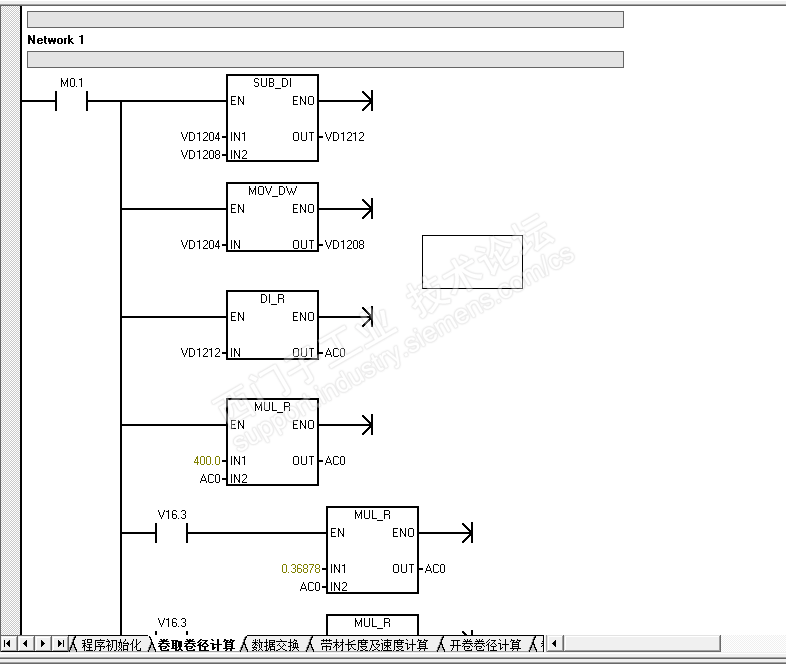

其中的两个参数:0.36878和1.00643是怎么来的,想了下应该和减速机的高低速档有关,减速比分别为7.3756和20.1286;出口偏导辊的直径为400mm,将收卷的卷径定义为D2,计算公式简化为:D2=N1*400.0*i2/(i1*N2),还是和程序对不上,没有找到收卷机的脉冲数,实在没有办法,把程序和设备的参数给别人一起看了下,他们也不理解;但简单的说了下,收卷机的中断里是转20圈后,触发一个事件,听完他说的,我突然明白了,在同一个时间范围内,就不需要考虑时间问题,直接计算脉冲数就好了,原来那个M0.1的置位程序也是在中断里产生的;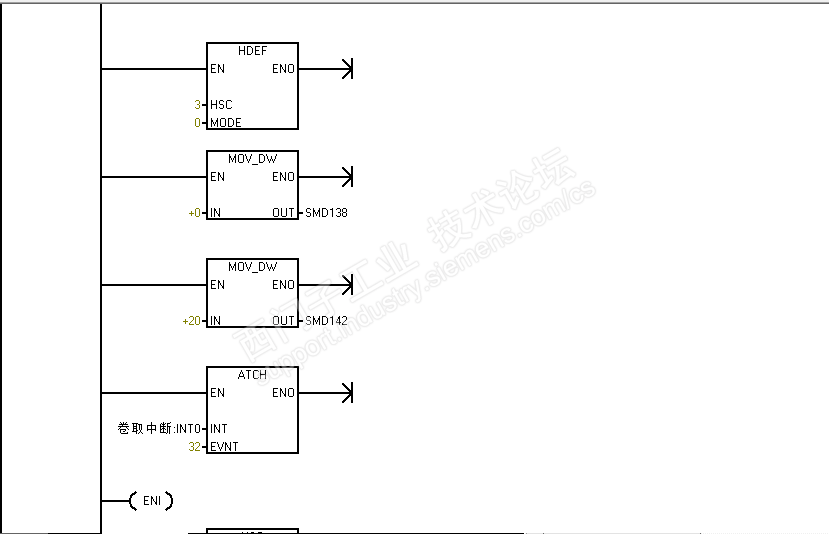

原来0.36878=7.3756/20 1.00643=20.1286/20
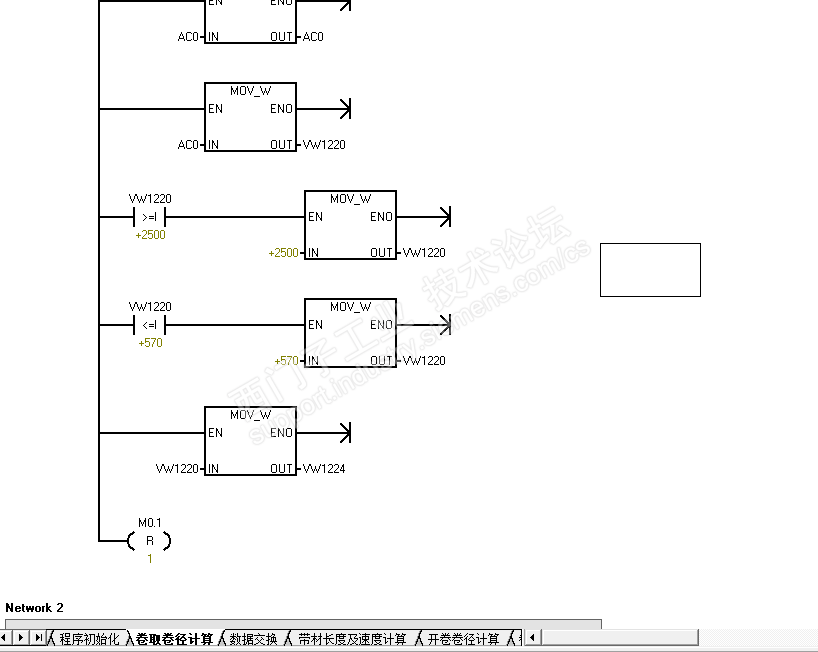
找到原因后,直接让操作人员,在生产结束后,偏导辊不动的情况下,转动收卷机的卷轴,果然过了一伙,卷径就复位最小值570了;为了操作方便在程序里增加了一个M0.1的置位程序;操作人员反馈,现在设备运行正常,不再当心头部启车时出现的带材拉扯问题了。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国


 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
