今年遇到一个项目,需要按照一定的参数实现位置正弦曲线,在系统配置中,采用S7-1500 PLC和S120伺服电机,项目详细配置CPU选用1511T-1PN,伺服CU320-2PN配单轴电机模块。调试采用博图V16,博图安装了Startdrive软件。这样就可以直接在博图组态调试了。电机控制采用105报文,这样就可以直接采用工艺对象来组态控制伺服电机了。
组态完成后就可以配置报文了,电源模块配置的370报文,电机模块配置105报文+750报文,配置750报文主要是实现电机转矩的监控。配置完报文后可通过博图的Startdrive软件进行调试,这个调试和PLC工艺对象中的调试基本一样,可以对参数进行一键优化。通过这些操作后就可以开始些写程序了。电源模块的使能用功能块“F288 SINA_INFEED_DB”来进行控制。
在PLC工艺对象中,组态基本和PTO模式一样,完成后通过此处的调试功能对电机完成初步调试。程序编写和PTO模式一样,也是采用相应的运动控制功能块。
要实现位置正弦的控制,需要调试虚拟轴。在工艺对象中添加同步轴。同步轴和实轴一样,也需要相应的添加运动控制模块。添加完虚拟轴后,就只绘制曲线了,在工艺对象中添加图**,绘制正弦曲线,绘制完曲线后就可以编写程序了。
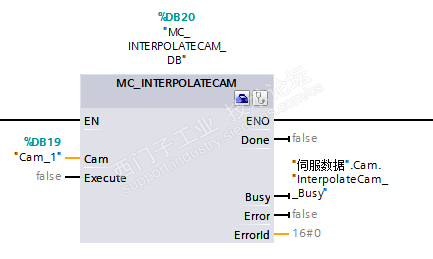
添加“插补凸轮”和“启动凸轮传动”功能块。在开始走位置正弦曲线时,首先需要将同步轴和实轴进行归零操作。同步轴的归零可采用“0”模式,将当前位置设置为“零点”。之后在触发“插补凸轮”功能块的使能。在启动凸轮传动时,我采用的是同步轴的JOG指令,将JOG指令和“启动凸轮传动”同时触发,实轴就可以按照绘制的曲线进行运行了。曲线的周期是通过“启动凸轮传动”的"MC_MOVERELATIVE_DB".Velocity,来实现的,曲线的幅值是通过“启动凸轮传动”的"MC_MOVERELATIVE_DB".Distance”参数来调节的。这样就完成了位置正弦曲线的控制












 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国


 白金
白金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
