设备介绍:这是一台穿孔机,就是将钢锭通过油缸加压让钢锭变为钢管。
报警信息:

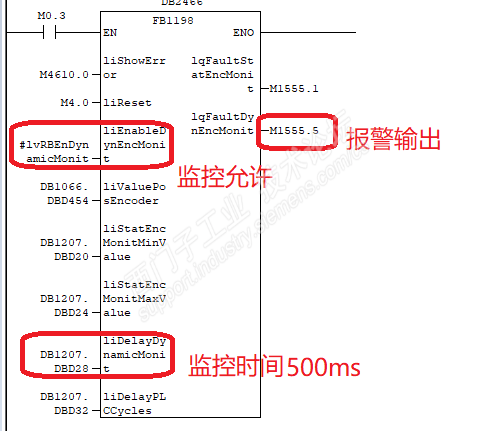
诊断过程:通过M1555.5查到程序
开始只认为是直线编码器出问题了,也没查程序,换了新的编码器,但是故障仍然依旧。
所以我开始分析程序FB1198由SCL编辑
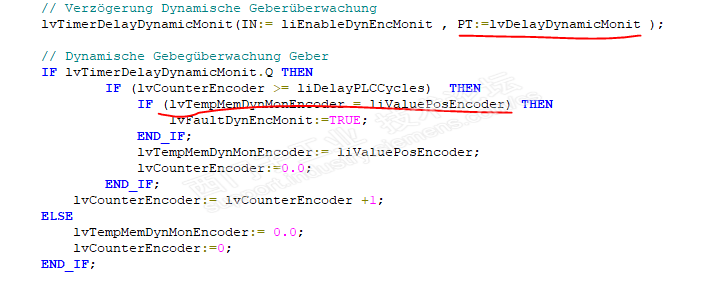
M1555.5在什么情况下会报警这是我要搞清楚的,条件是LiEnableDynEncMonit为:1时,延时 500ms编码器的值不发生变化和上次的值相等时就会报警。
编码器没有位移说明我们的油缸没有动作,编码器并不一定坏,而且现在已经换新的了。
那油缸是怎么动作的我们要搞清楚:
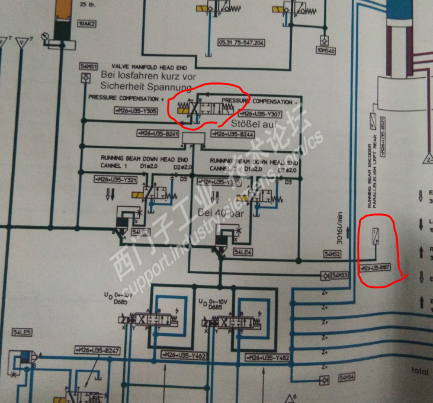
看一下油缸下腔控制回路
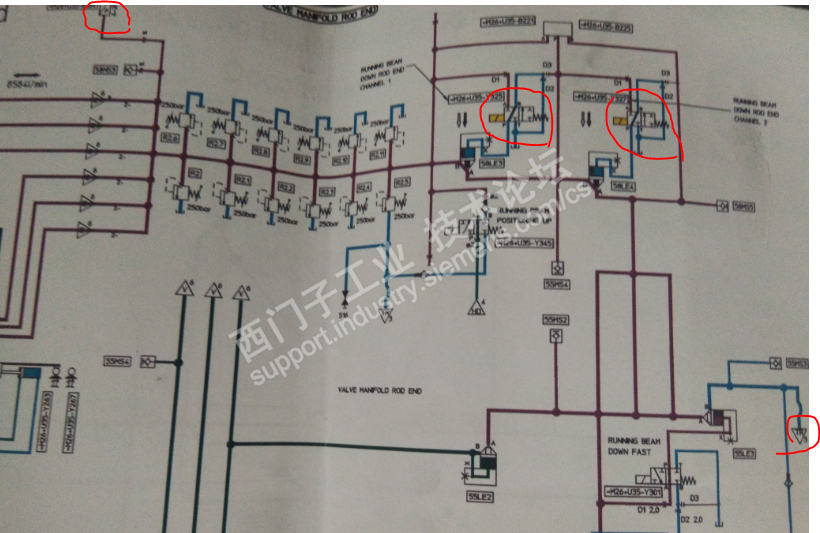
这里说明一下油缸下腔平时有30Bar的压力保证油缸不会因为自重不会落到最下面,当我们进行穿动作时,下腔要卸压,上腔要预充压到210Bar,当接触到钢锭时才会满负荷加压。
下腔要卸压那么M26+U35-Y325和M26+U35-Y327要工作
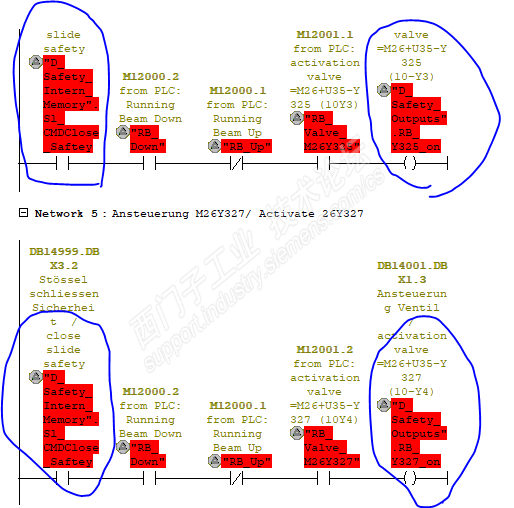
继续查DB14999.DBX3.2,在线时其他条件是满足的。
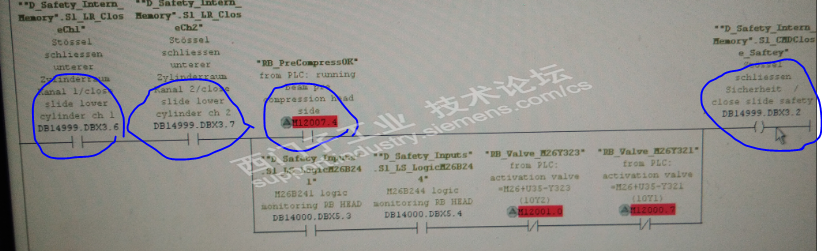
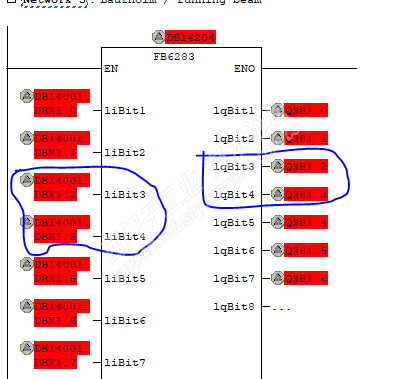
接下来要查三个信号:M12007.4以及DB14999.DBX3.6和DB14999.DBX3.7
先看DB14999.DBX3.6和DB14999.DBX3.7
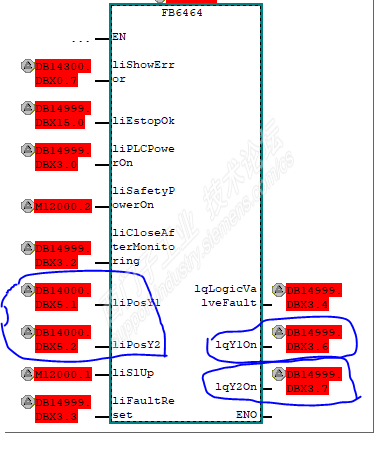
DB14000.DBX5.1和DB14000.DBX5.2由I361.0和I362.4而来
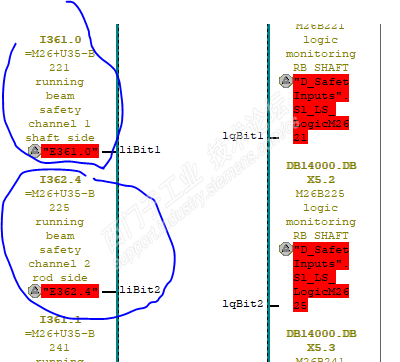
我记录此信号

故障时此信号为:1是工作正常的。
最后只有M12007.4要查了
从字面意思是一个预加压的信号,
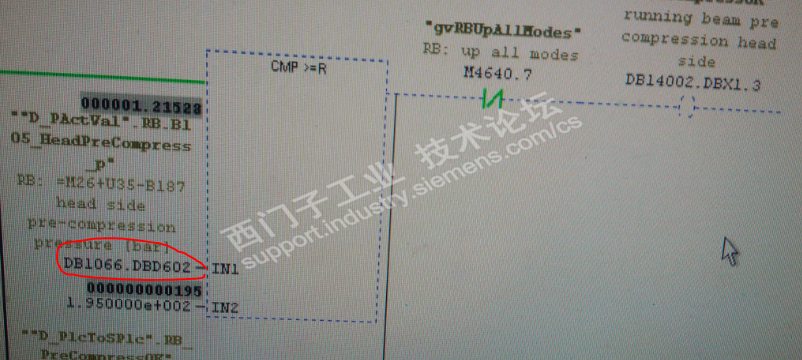
到这时我们知道此时上腔压力要预加到210Bar,此处195是我后来改的,实际压力只达到203Bar,
那么预加压是通过哪个阀来执行的,我们看一下上腔控制图,是由M26+U35-Y305控制
我记录曲线图进行分析
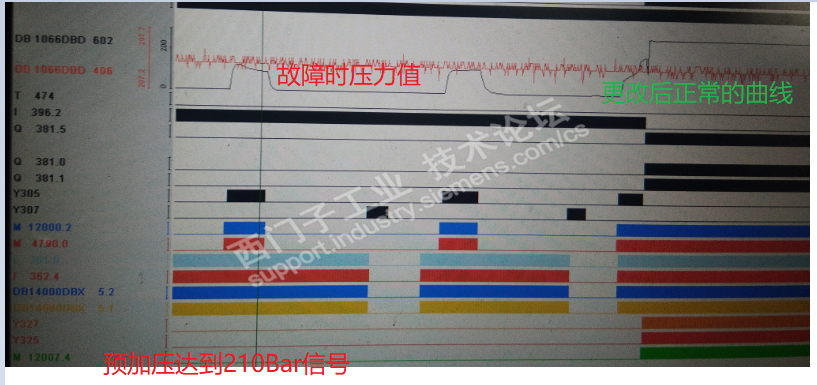
从图形中看前面部分Y305工作后Y327,Y325没有工作,此时压力为203Bar,后面部分是我改210的值为195后的曲线,可以看到M12007.4工作了,Y327,Y325也工作了,通过分析找到了不穿孔加压的原因。
总结:我们看到编码器报警只是一个表面现象,而不能被表象迷惑,此故障分析要具备能读懂SCL和熟悉液压以及会用记录软件的知识面。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 白金
白金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
