签到有奖
消息提醒
运维工程师专区
官方商城
点击复制链接
关注该帖后,有多人参加探讨会对您通知与提示!
帖子
精华
被关注
论坛等级:侠客
注册时间:2011-04-06
普通 如何晋级?
2387
8
2022-03-18 22:07:23
最近改造一台进口机床,客户要求刀具安装RFID,通过自动对刀仪将对刀数据写入RFID,然后机床通过RFID读写器将刀具RFID中数据读入刀具表。
因刀库中和刀具RFID角度决定了机床里面RFID读写器无法安装在刀库里面,所以将RFID安装在主轴旁边,换刀和新装刀后开始RFID读写,其他不说,具体思路如下:
1.准备工作,巴鲁夫RFID控制器GSD,读写FB块FB31(300PLC用),巴鲁夫网站可以直接下载。
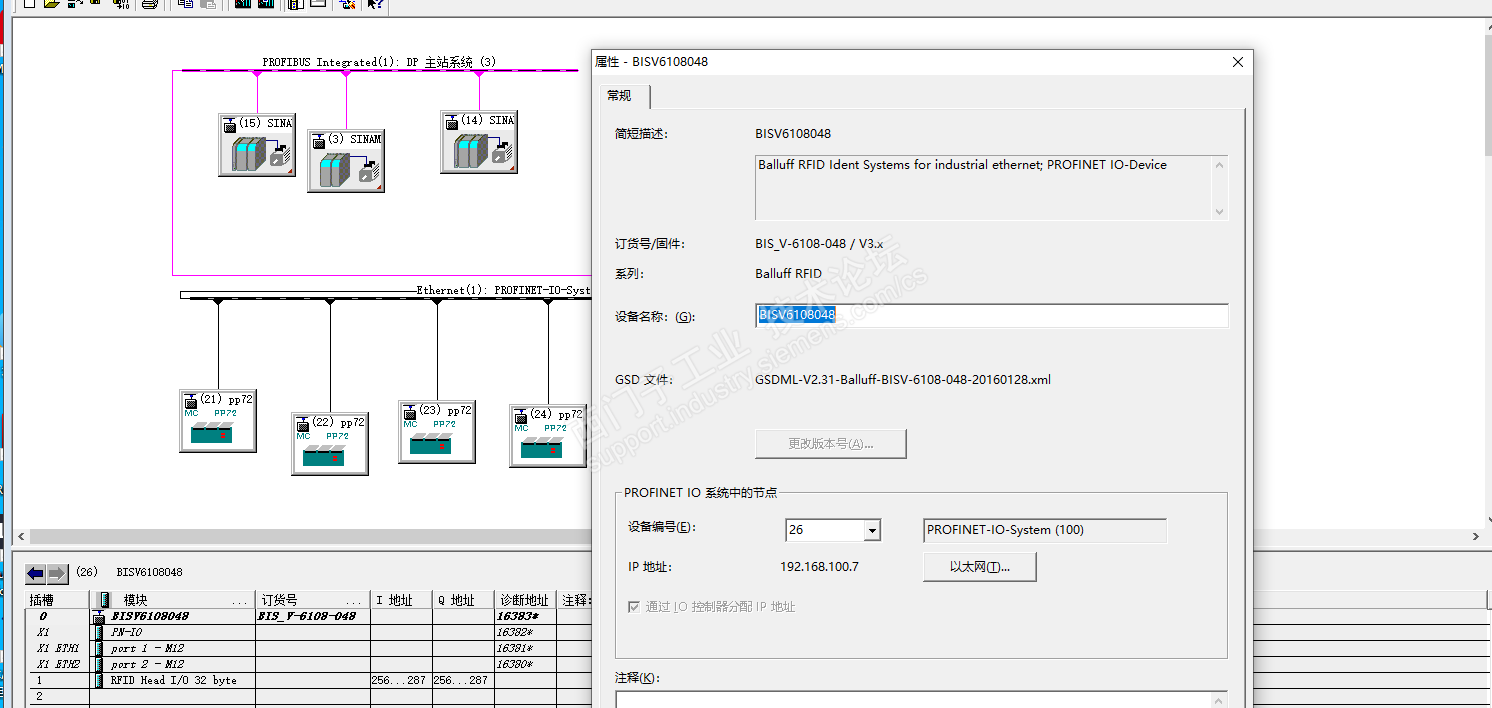
2.RFID控制器通过网线连接到X150,软件组态好IP与名称下载到PLC,可以通过诊断->PN网络查看铸态状态。6108可以连接4各读写头,我们只用了第一个,所以只在第一个插槽插入数据。
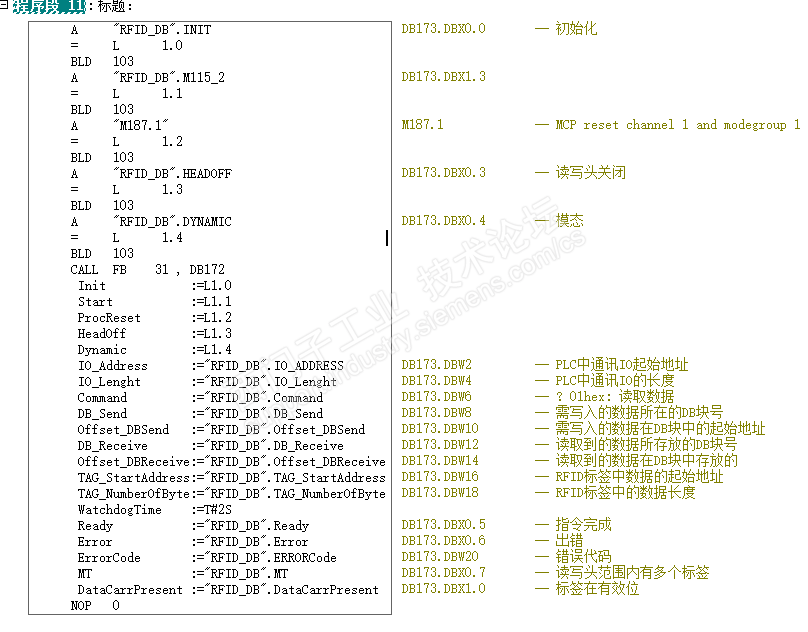
3.巴鲁夫控制器读写需要使用FB31,(1200PLC好像用FB32),根据手册(巴鲁夫官网下载)编写PLC程序。
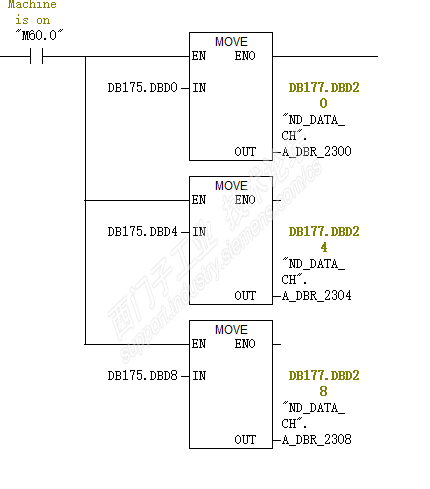
读写控制就不贴图了,自由发挥。我的M代码调用读写,读取放到DB175里面,DB块自己先建好。需要注意的就是“IO_Address”和“IO_Lenght”,“IO_Address”就是组态的插槽中的地址。长度自己定,不要超过接收和发送DB块的大小。
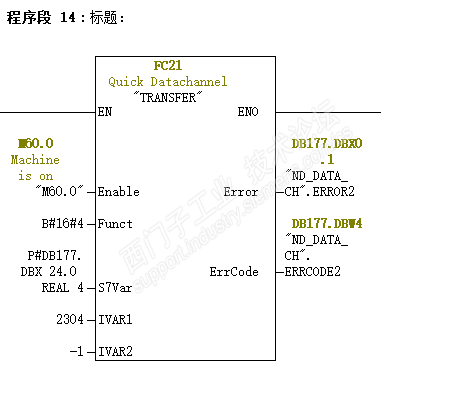
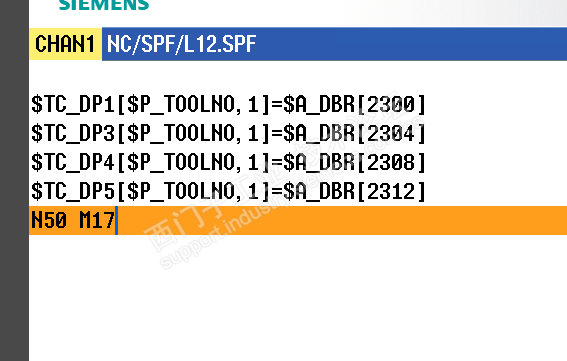
4.通过DB177转换,利用FC21将读取到的数据发送到NC,NC通过$A_DBR[XXX]读取值,(没试过DB175直接传到FC21,担心数据类型不匹配。有时间可以试试。)
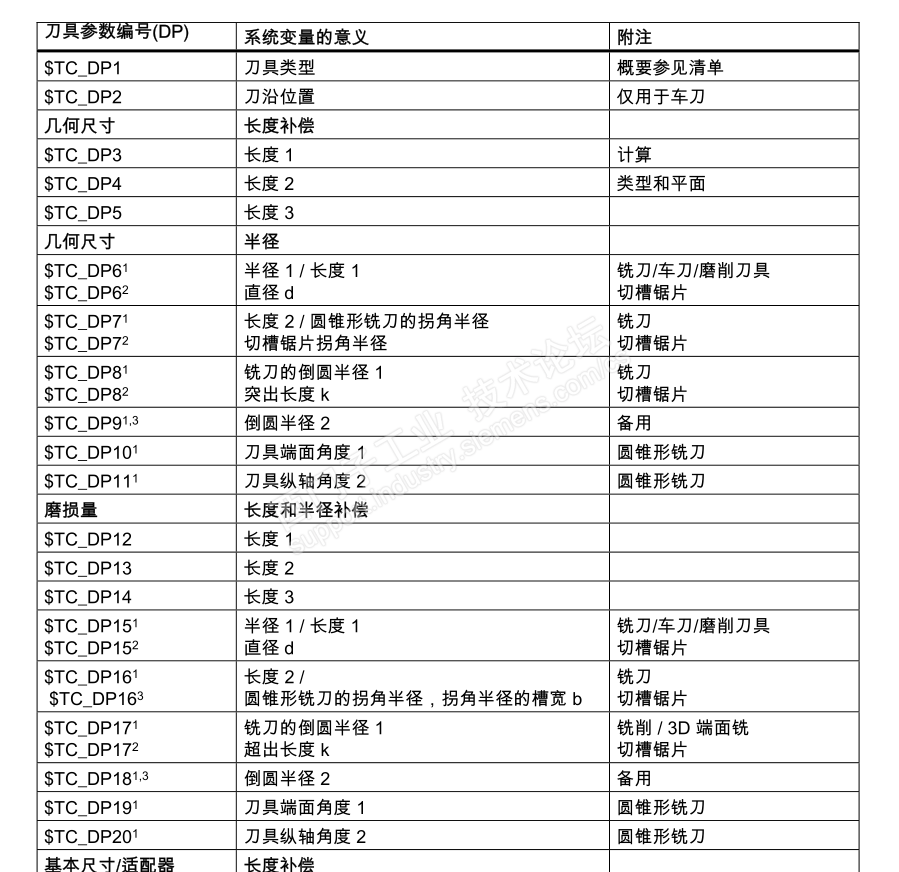
5.需要的数据传送完成就是NC程序了,新建一个子程序,使用$TC_DPx[X,X]对刀具数据写入,与$A_DBR[XXX]共同使用,具体根据情况。
6.$TC_DPx[X,X]的使用方法见《SINUMERIK840D sl/840Di sl/840D/840Di/810D 工作准备部分》,
第8.1章 《8.1 补偿存储器》。
7.然后将M代码连接子程序,运行M代码刀具信息就写入NC了。
这只是一个思路,在刀具管理手册中还有<Tool Ident Connection>功能也可以做,https://support.industry.siemens.com/cs/document/109481649/sinumerik-840d-sl-tool-management?dti=0&lc=en-CN
Tool Management Function Manual
没仔细去研究,有兴趣可以去看看<840D sl_应用_Tool Ident功能配置_2019>.连接地址:http://www.ad.siemens.com.cn/download/docMessage.aspx?ID=15532&loginID=&srno=&sendtime=
剩余80%未阅读, 请登录阅读
请填写推广理由:
【仅剩99份】学PLC得PLC限量学习笔记,下单立减50元享加赠
助你技有所长,论有所获
首次发帖探讨工控技术话题 立获新人礼包,100中奖哦! (包含周边、书籍、兑奖西币)
共有24797条技术帖
恭喜,你发布的帖子
快扫描右侧二维码晒一晒吧!
再发帖或跟帖交流2条,就能晋升VIP啦!开启更多专属权限!
分享
只看 楼主
欢迎您访问支持中心!
丰富的视频,全方位的文档,大量的网友交流精华……
为了更好的完善这些内容,我们诚邀您在浏览结束后,花20秒左右的时间,完成一个用户在线调查!
感谢您的支持!
密码至少8位,包含大、小写字母,数字和符号至少三种。
允许邮箱和手机接收来自支持中心网站的信息
我已同意《支持中心网站注册协议和隐私政策》
微信登录扫码一键登录
验证码登录
密码登录
二维码失效点击重试
打开微信扫一扫,快速登录/注册
未注册手机验证后自动登录,注册即代表同意《支持中心网站注册协议和隐私政策》
三日内免验证登录
短信登录
登录









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 普通
普通



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
