Cycle84 攻丝循环中主轴处于位置控制模式,主轴与进给轴进行插补配合完成攻丝 。产品的攻丝循环可能需要多次重复加工,因此主轴和进给轴的动态性能对加工的好坏起着至关重要的作用,调整不好很容易烂牙,造成产品报废。
在实际机床调试中,由于不同的加工工序或工艺对机床的动态性能要求不一样,机床在调试中设置的参数默认值可能有所不同,造成了一些加工问题。
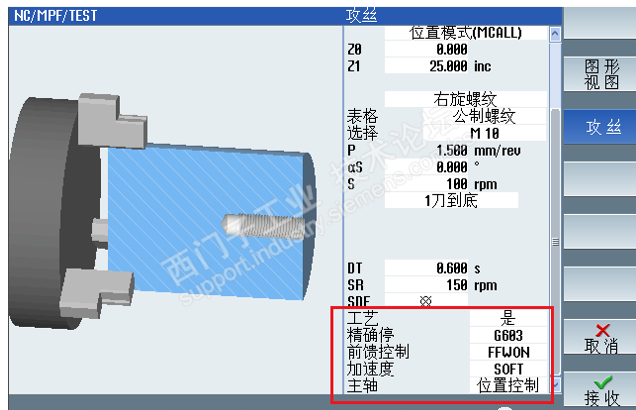
西门子攻丝循环 Cycle84 提供了工艺参数选择的功能,非常方便。
攻丝循环 Cycle84 工艺参数包括精确停、前馈控制、加速度、Mcall 后主轴控制方式:
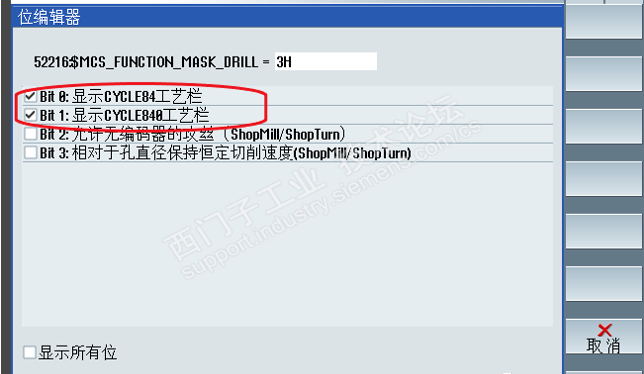
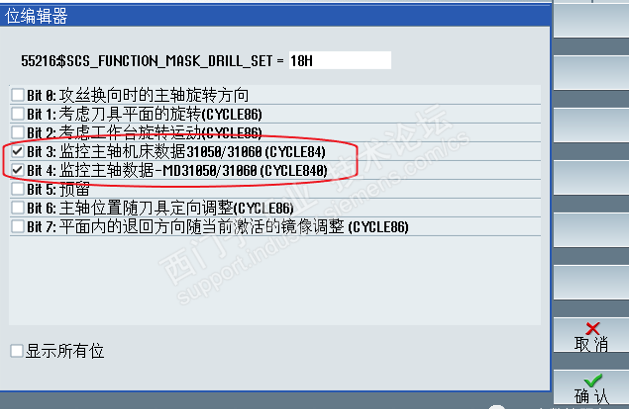
循环编辑界面工艺参数选择栏的激活 MD52216 bit0=1
工艺参数说明:
1,精确停,该功能对应 G 代码组 12,对应选项有:空白、G601、G602、G603。
?空白,缺省值,准停特性与循环调用之前相同 ?G601:精准停
?G602:粗准停
?G603:指令插补结束就停止
2,前馈控制,该功能对应 G 代码组 24,对应选项有:空白、FFWON、FFWOF。
?空白,缺省值,前馈控制与循环调用之前相同 ?FFWON:前馈控制开
?FFWOF:前馈控制关
3,加速特性,该功能对应G代码组21,对应选项有:空白、SOFT、BRISK、DRIVE。
?空白,缺省值,加速特性与循环调用之前相同 ?SOFT:带 JERK 限制的加速特性
?BRISK:不带 JERK 限制的加速特性
?DRIVE:膝形加速特性曲线,MD35240=1 激活
4,主轴控制方式,MCALL 时主轴的运行方式,对应选项有:主轴速度控制和主轴位置控制。
主轴速度控制:缺省值,MCALL 时重新激活主轴运行
主轴位置控制:MCALL 时主轴仍然保持在位置控制方式
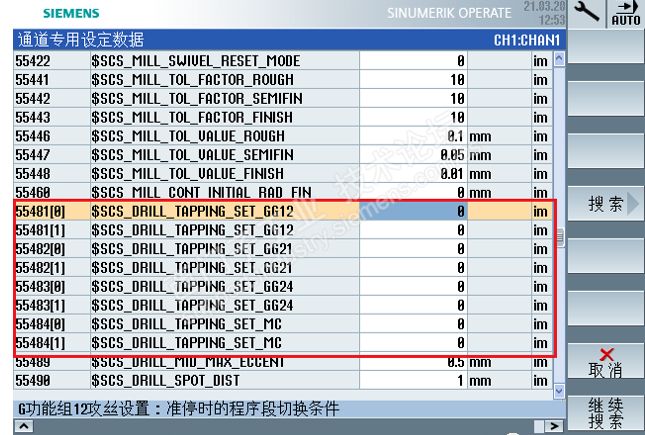
MD52216 Bit0/1=0,没有工艺栏显示,系统默认攻丝工艺参数设定数据为:MD55481、MD55482、MD55483、MD55484
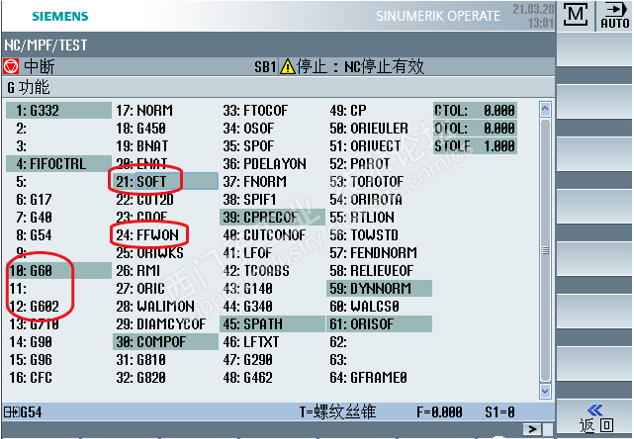
攻丝过程中生效的 G功能可通过全部 G功能显示画面查看
Cycle84 针对主轴速度在不同档位攻丝监控齿轮变比
因此,通过对 Cycle84 中加工工艺的选择,可以简单地配合不同产品的螺纹加工工艺,优化螺纹加工质量。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
