机床数据离线设置方法
在实际机床调试过程中,经常碰到如下问题:
机床机械安装完毕后,给电气调试工程师的时间太短,经常导致调试不完整
电气调试过程中,出现问题后,忘记修改了哪些机床数据,查找困难
机床调试完后,修改了哪些数据和为什么修改这些数据,没有记录,下次调试可能出现同样调试问题
下次有类似机床的调试,依然要花很长的时间重复设置类似的数据
上述这些问题是不是有办法解决呢?答案是有,尤其在V4.7 版本的软件上,下面的方法更加好用。
机床数据离线调试的方法其实很简单:
方法一:借助SINUMERIK Oprerate 界面中的“数据管理”(Data admin)备份和回装数据
方法二:借助NC 程序直接修改机床数据
可以借助 SINUTRAIN 软件,离线检查数据设置是否正确(部分检查)。
方法一:借助SINUMERIK Oprerate 界面中的“数据管理”(Data admin)
进入机床数据设定画面,每个页面(General MD,Channel MD,Axis MD 等等)都有“数据管理”按键(红色框标记出)
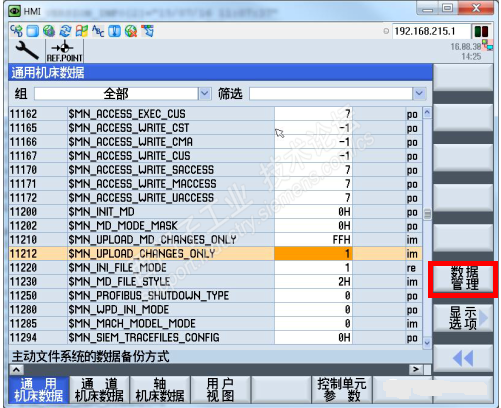
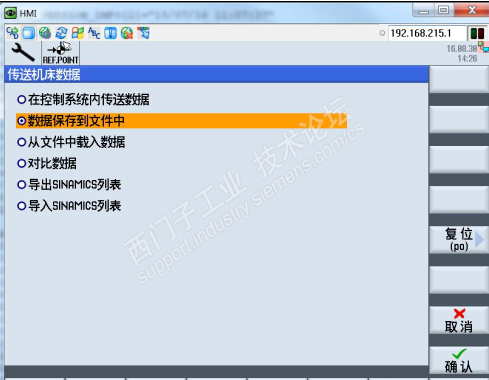
按压“数据管理”(Data admin)键,有如下选择
在控制系统内传送数据 (Load data within the controller)
数据保存到文件中(Save data in a file)
从文件中载入数据(Load data from a file)
对比数据(Compare data)
到处SINAMICS 列表(Export SINAMICS lists)
导入SINAMICS 列表(Import SINAMICS lists)
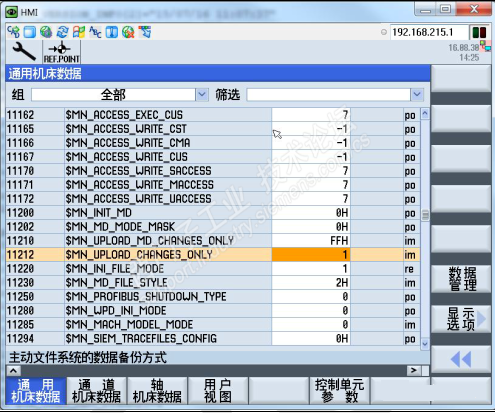
制作数据文件步骤1:备份数据
为了方便后面的修改工作,建议设置
MD11212 $MN_UPLOAD_CHANGES_ONLY=1
MD11230 $MN_MD_FILR_STYLE 位0=0 (取消校验和数据)
例备份General MD,按“数据管理”(Data admin)键
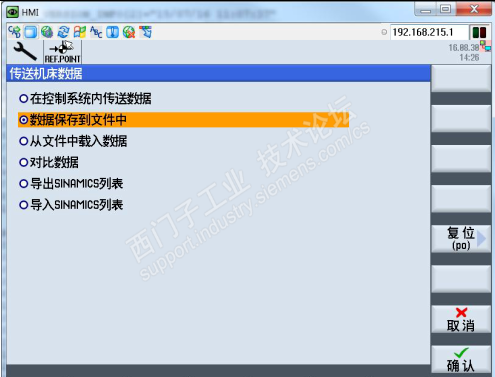
选择“数据保存到文件中”
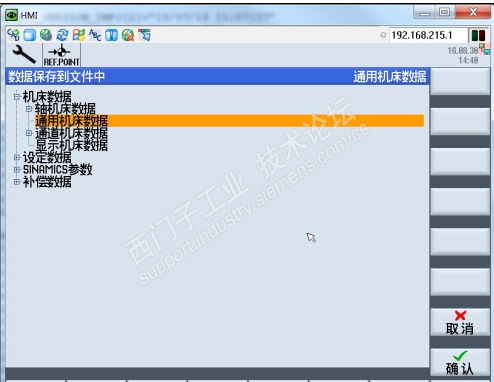
不用选择,直接按“确认”键
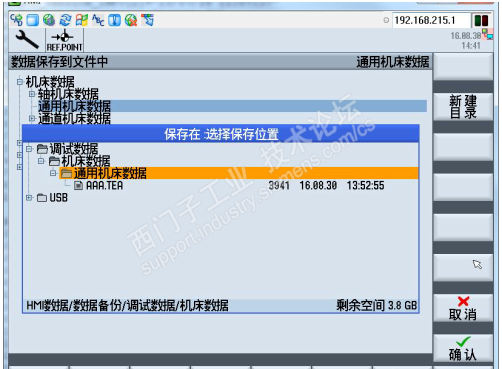
选择保存位置,如果按默认的,数据会存在系统CF 卡上
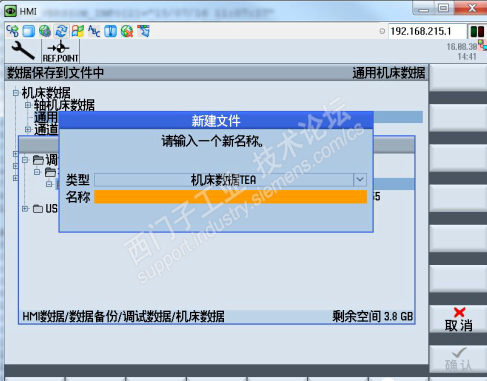
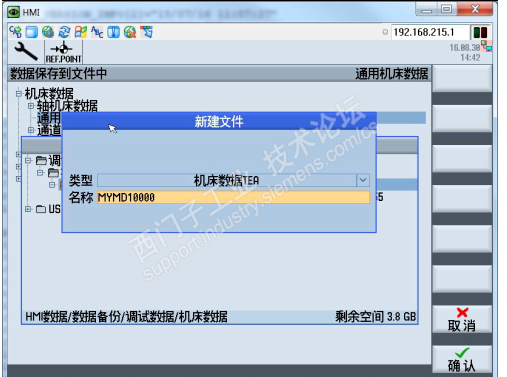
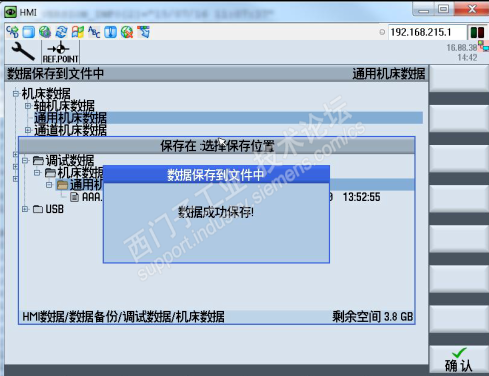
输入数据文件的文件名
制作数据文件步骤2:修改数据
下面是部分备份的数据
METRIC
CHANDATA(1)
N10000 $MN_AXCONF_MACHAX_NAME_TAB[6]="SP1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[7]="MAG1"
N10061 $MN_POSCTRL_CYCLE_TIME=0.002
N10063 $MN_POSCTRL_CYCLE_DIAGNOSIS[0]=0.000125
N10063 $MN_POSCTRL_CYCLE_DIAGNOSIS[1]=0.000137
N10063 $MN_POSCTRL_CYCLE_DIAGNOSIS[2]=0.000278
N10063 $MN_POSCTRL_CYCLE_DIAGNOSIS[3]=0.00195
N10063 $MN_POSCTRL_CYCLE_DIAGNOSIS[4]=0.001972
N10063 $MN_POSCTRL_CYCLE_DIAGNOSIS[5]=0.001976
N10071 $MN_IPO_CYCLE_TIME=0.008
N10091 $MN_INFO_SAFETY_CYCLE_TIME=0.006
N10136 $MN_DISPLAY_MODE_POSITION=1
N10190 $MN_TOOL_CHANGE_TIME=10
N10200 $MN_INT_INCR_PER_MM=100000
N10210 $MN_INT_INCR_PER_DEG=100000
N10260 $MN_CONVERT_SCALING_SYSTEM=1
N10512 $MN_DPIO_RANGE_ATTRIBUTE_OUT[0]='H8'
N10602 $MN_FRAME_GEOAX_CHANGE_MODE=1
N10708 $MN_SERUPRO_MASK='H20'
N10714 $MN_M_NO_FCT_EOP=32
N10715 $MN_M_NO_FCT_CYCLE[0]=6
……
可以看出
存储的数据不完整,因为只备份了修改的数据,如MD10000
存储数据文件中有无用的数据,如MD10063
为了数据更清晰,需要修改备份的数据:补齐数据和删除无用数据
简单举例,修改为
METRIC
CHANDATA(1)
N10000 $MN_AXCONF_MACHAX_NAME_TAB[0]="X1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[1]="Y1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[2]="Z1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[3]="A1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[4]="B1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[5]="C1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[6]="SP1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[7]="MAG1"
N10136 $MN_DISPLAY_MODE_POSITION=1
N10200 $MN_INT_INCR_PER_MM=100000
N10210 $MN_INT_INCR_PER_DEG=100000
N10260 $MN_CONVERT_SCALING_SYSTEM=1
N10602 $MN_FRAME_GEOAX_CHANGE_MODE=1
N10708 $MN_SERUPRO_MASK='H20'
N10714 $MN_M_NO_FCT_EOP=32
N10715 $MN_M_NO_FCT_CYCLE[0]=6
N10716 $MN_M_NO_FCT_CYCLE_NAME[0]="L6"
N11210 $MN_UPLOAD_MD_CHANGES_ONLY='H0'
N11212 $MN_UPLOAD_CHANGES_ONLY=1
N11230 $MN_MD_FILE_STYLE='H2'
N11300 $MN_JOG_INC_MODE_LEVELTRIGGRD=0
N11420 $MN_LEN_PROTOCOL_FILE=10
N11640 $MN_ENABLE_CHAN_AX_GAP='H1'
N18080 $MN_MM_TOOL_MANAGEMENT_MASK='Hb'
N18084 $MN_MM_NUM_MAGAZINE=3
N18360 $MN_MM_EXT_PROG_BUFFER_SIZE=2000
N18362 $MN_MM_EXT_PROG_NUM=4
M17
制作数据文件步骤3:加注释
METRIC
CHANDATA(1)
;机床轴轴名
N10000 $MN_AXCONF_MACHAX_NAME_TAB[0]="X1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[1]="Y1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[2]="Z1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[3]="A1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[4]="B1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[5]="C1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[6]="SP1"
N10000 $MN_AXCONF_MACHAX_NAME_TAB[7]="MAG1"
;位置显示模式
N10136 $MN_DISPLAY_MODE_POSITION=1
;计算精度
N10200 $MN_INT_INCR_PER_MM=100000
N10210 $MN_INT_INCR_PER_DEG=100000
;公英制转换
N10260 $MN_CONVERT_SCALING_SYSTEM=1
;
N10602 $MN_FRAME_GEOAX_CHANGE_MODE=1
;甄优曲面设置
N10708 $MN_SERUPRO_MASK='H20'
;程序结束M代码,确保jog方式下运行TSM
N10714 $MN_M_NO_FCT_EOP=32
;替换M代码--M6
N10715 $MN_M_NO_FCT_CYCLE[0]=6
;用L6子程序替换M6
N10716 $MN_M_NO_FCT_CYCLE_NAME[0]="L6"
……..
以上面的这种方式,可将调试过的机床的数据整理出来,下次如果有同类型的机床,简单地修改,回装数据,就可以缩短调试时间。
回装数据文件步骤:
按“数据管理”键
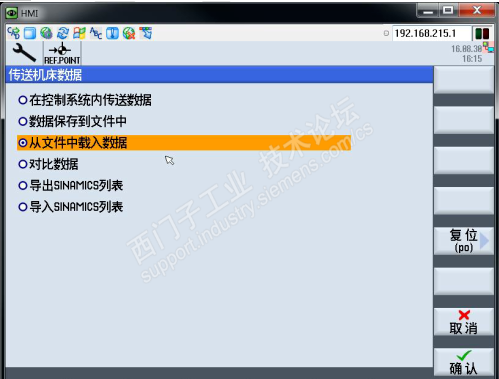
选择“从文件中载入数据”,并按“确认”键

选择数据文件
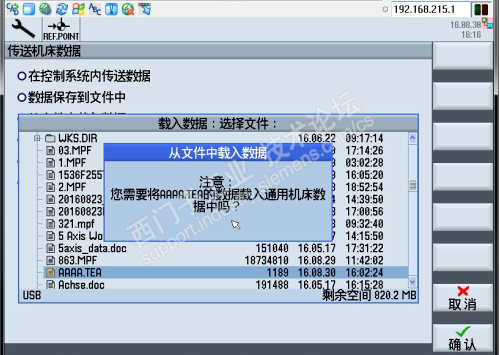
按“确认”键后,系统提示将回装数据
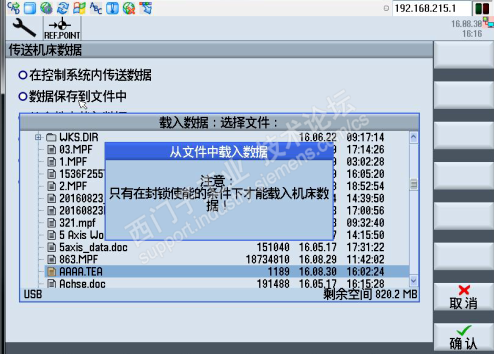
按“确认”键后,系统提示应去掉驱动使能,即保证机床在回装数据过程中不会造成危险
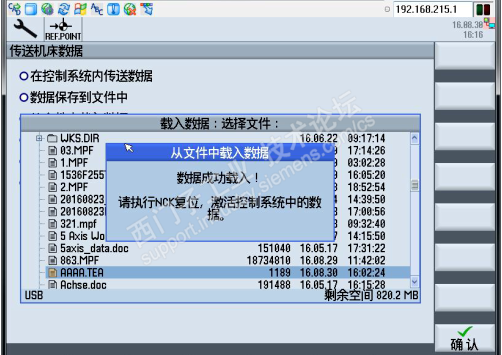
回装完毕。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
