这个题目很大,需要反复研究。这不是探讨帖,所以还是分享并以一个对象编程的例程展开来讲。我尽可能用通俗的语言来讲。
先大致分两部分来讲,一个是对象,一个是对象编程。上一张图。
一、图中程序的对象是列举,肯定是不全的,就是示意一下程序的构成。
这里对象还好理解一些。之前看了我帖子的小伙伴,接触了我做的标准化程序,里边有不少子程序,这些子程序里的大部分都是面向PLC里的基本对象的。有好多号称标准化编程的程序进行到这一步就把程序分享出来了,实际上这样只是完成了第一步,造成很多人不知道如何下一步。也就不知道什么是对象编程了。
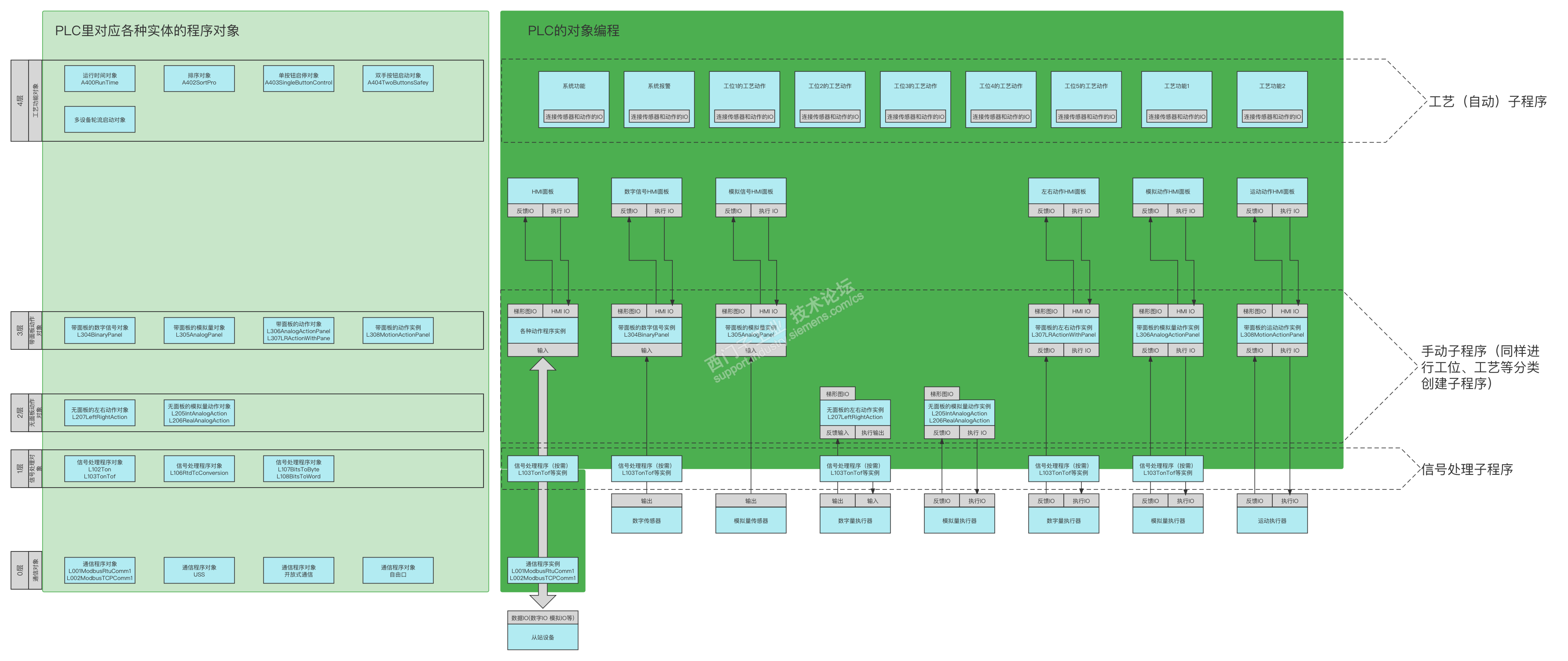
下面我尽可能列举出实物对象与程序的对应。我把程序的对象分成4层:
第0层:通信对象层,之前的帖子里我曾称通信是获取IO的工具,通信其实就是把从站设备的IO交换到PLC的内部来。之前我对Modbus RTU Modbus TCP通信对象进行的封装,其它类型通信还未进行封装。
第1层:IO对象处理层,比如一个检测物料的光电传感器,在PLC内进行简单的信号处理,我们需要传感器ON后2秒后的信号才是有效的,物料被移走后6秒信号才OFF,这时我们就可以用标准化子程序里的L103TonTof。在信号处理这里还会产生这些信号的沿,供后面的程序使用。
第2层:无面板动作对象层,这个层里主要是一些执行器的状态不用反馈到HMI的对象。
第3层:带面板动作对象层,这个层里主要是需要反馈到HMI的对象。
第4层:工艺功能对象层,这个层里主要是各种工艺功能等对象。
二、对象编程。图中右侧深绿色是对象编程的示意。其中工艺(自动)子程序内的逻辑实现同样和对象子程序一样使用L区实现的,与下层对象程序之间的联系靠的是对象程序上的IO。在严格遵守对象编程的规则下,在程序中看到的全局地址都是IO。
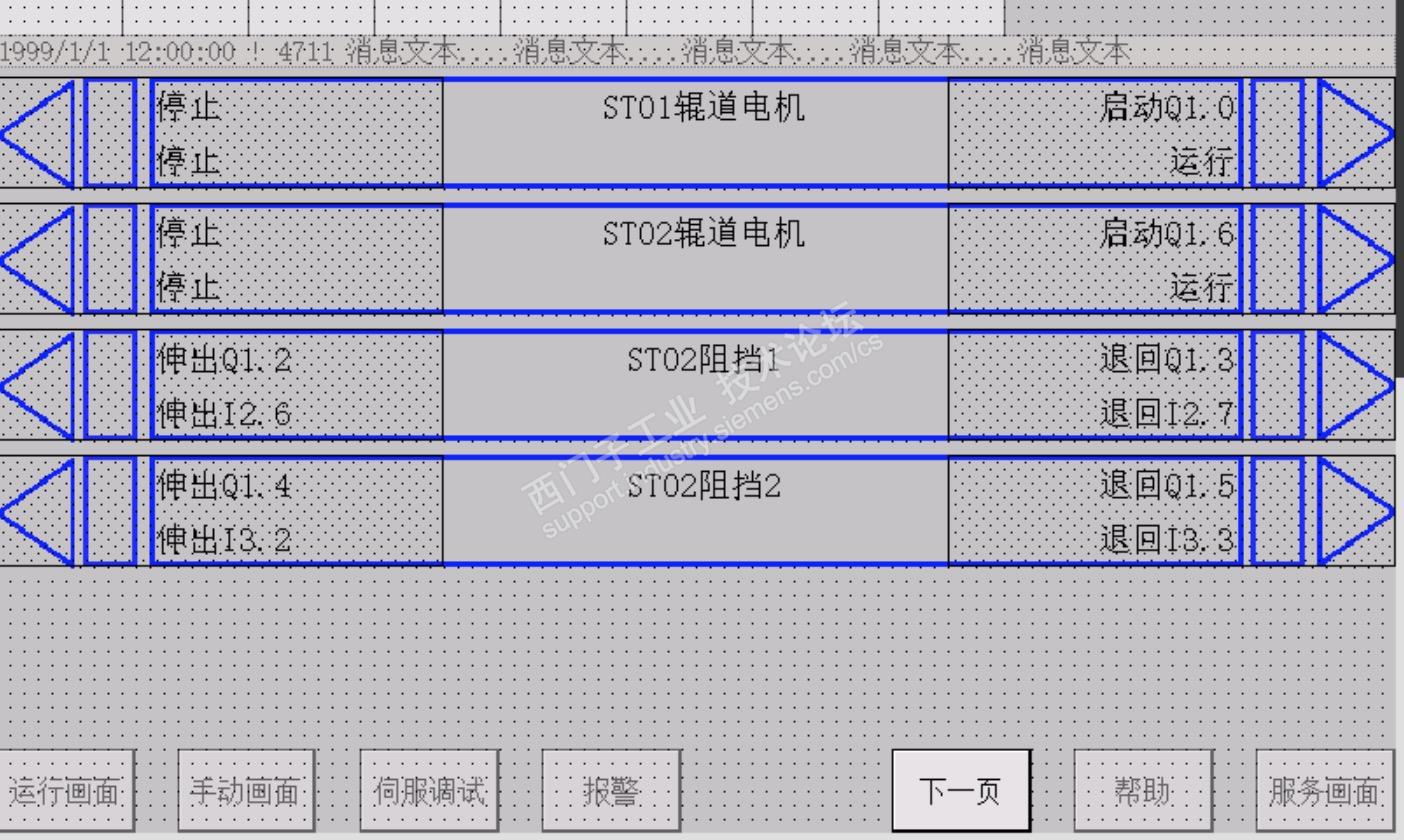
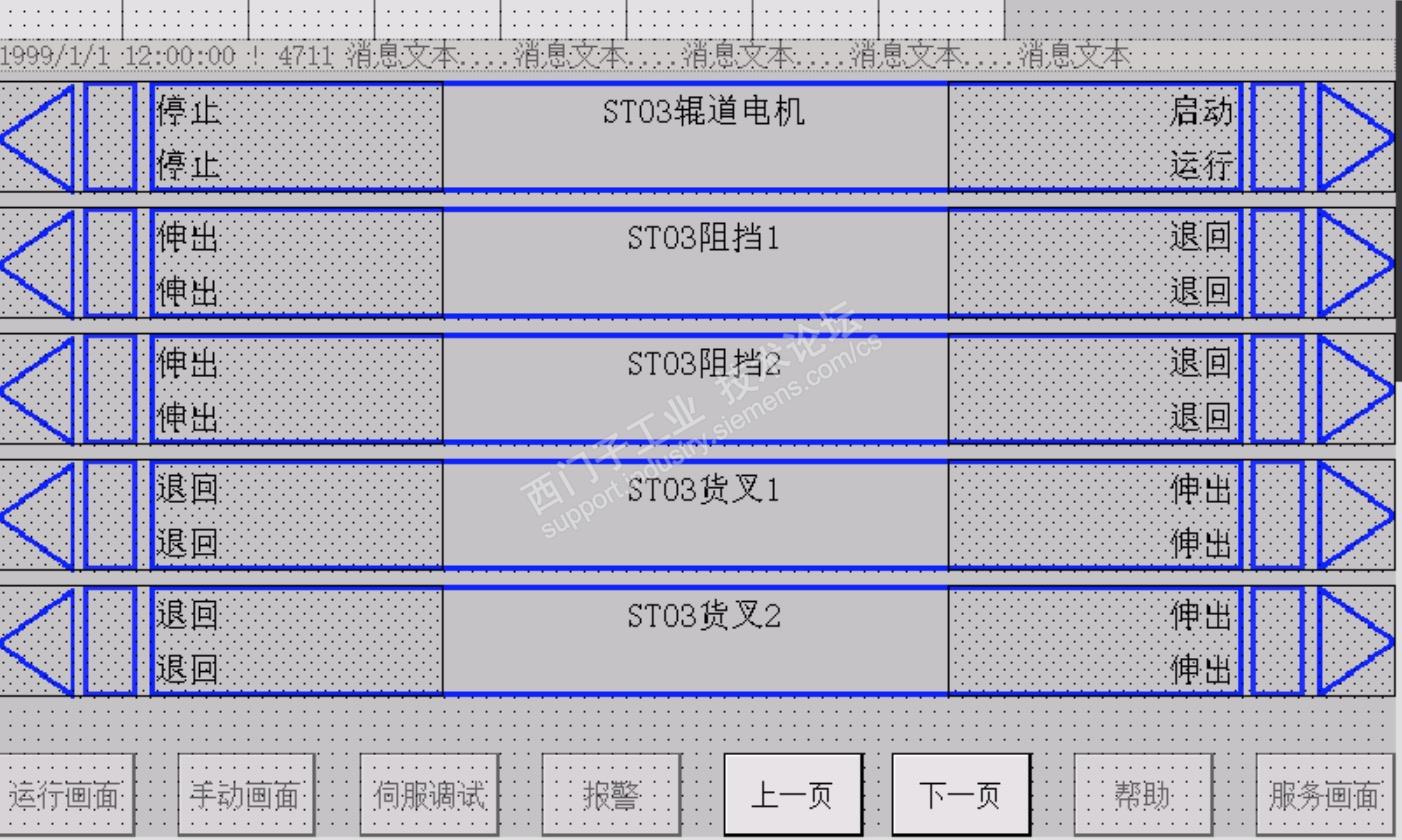
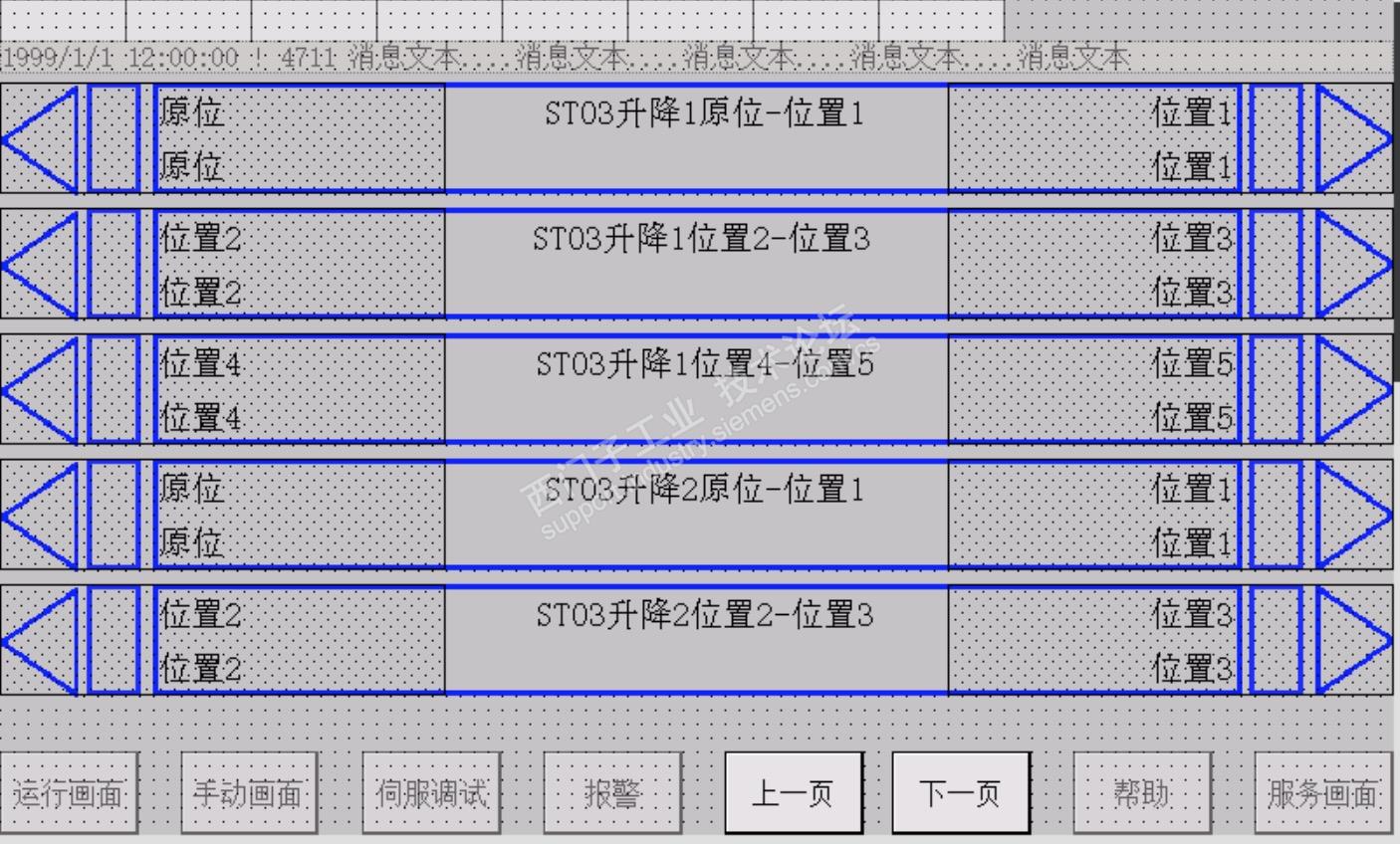
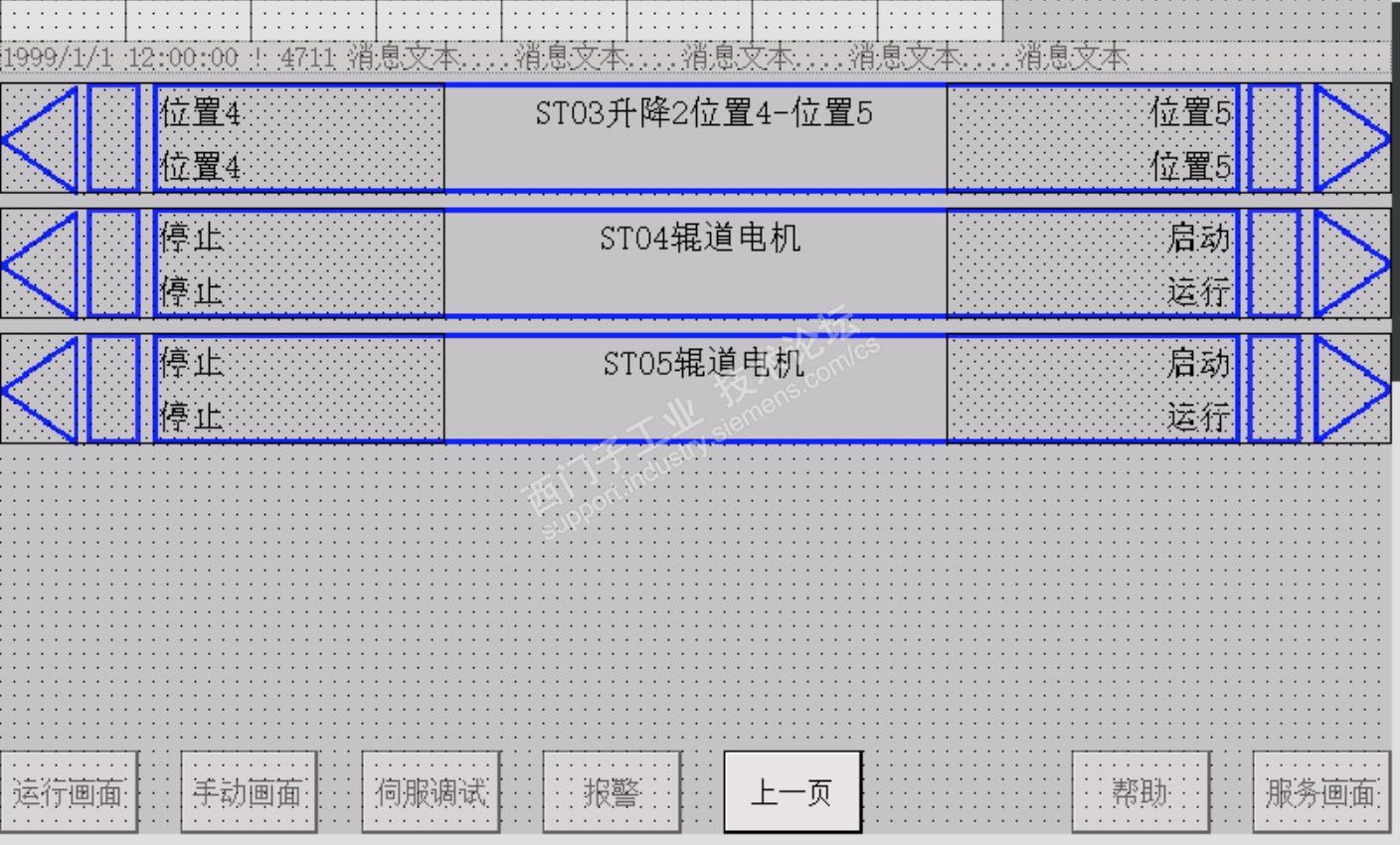
下面分享一个以前做的一个半成品项目,自动程序的调试接近完成。程序内的对象程序与我新发的程序里的对象程序不完全相同,主要借鉴程序的结构。这是一个拆垛机的程序,就是垂直两三垛带托盘的货物经过拆垛机后,拆成单个托盘和货物。拆垛机一共有5个工位:1工位是上垛工位,是AVG小车上垛。2工位是垛型判断工位,判断是两托盘货还是三托盘货。3工位是货物托举工位,并一托或两托货物托举起来的工位。4工位是存放拆成单托盘的货物,只能放下一下托盘的货物。5工位是人工用手动叉车移走单托盘货物的工位。
设备里的执行器大都是辊道电机,电缸,还有两台伺服,没有模拟量执行器。
下面给出触摸屏上的手动画面和PLC程序。

此程序主要用来了解PLC的对象编程,看一看PLC对象编程的程序结构。觉得有用就下载回个帖或点点有帮助。
PLC程序是用2.6版本软件做的。
 拆垛机输送线程序.smart.zip
拆垛机输送线程序.smart.zip









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
