一次西门子840D系统急停按钮盒的更换
前一段时间,在运维过程中发现某设备顶部位置的一个急停按钮盒破损,需要更换确保设备的安全、稳定性,图示1:

于是,和我司西门子供应商联系采购一个急停按钮盒3SU1851-0AA00-0AA2准备更换。几天后,当拿到急停按钮盒后,傻眼了,原急停按钮盒与新采购的急停按钮盒配置内容无法匹配更换,需要把原急停按钮触点全部更换掉,而我采购前没有考虑到会有这个问题的出现。
在备件中,我只找到了3SB3400-0A的触点,由于该触点具有一对NC触点和一对NO触点的组合,远比原急停按钮盒内部的3SB3420-0C高度要高,就是拆除新急停按钮盒底部的安装条,高度空间仍然不够。急停按钮盒已经拆到这份上了,回装暂时不更换?还是再等待备件采购?考虑了一下,还是自己想办法吧,办法总比困难多。
到控制柜柜门上看,也设置一个急停按钮,看上面的触点是3SB3400-0C的,就是一对NC触点的,图示2:

控制柜柜门上的急停按钮安装空间足够将触点更换为3SB3400-0A这个订货号,于是,拆除原3SB3400-0C,变更为3SB3400-0A,图示3:

更换完毕,准备将拆下来的3SB3400-0C的3组触点安装到原急停按钮处。
返回操作台查看诊断窗口的报警信息,图示4:
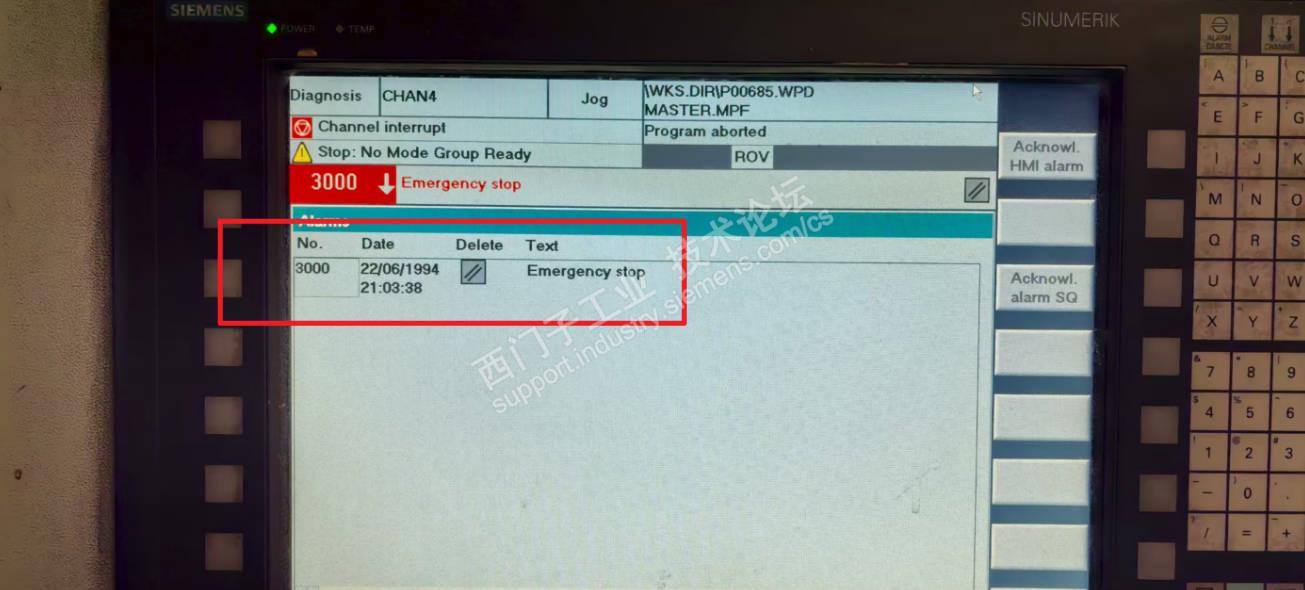
按MCP板上的reset按钮,报警消除,说明再更换过程中,控制柜柜门上的急停按钮触点断开信息被报警记录过,能够复位报警信息,说明触点及连接正常。
返回到待更换急停按钮盒位置,记录接线方式后,为确保更换过程中短路,在记录线号拆除连接在触点端子控制电缆后,将拆下的所有导线用绝缘胶带包裹,防止在新的急停按钮安装过程中短路。回装过线孔,将拆除的导线穿入新急停按钮孔紧固,顺便回装3组NC急停回路,安下急停按钮,返回到OP屏,看报警信息,图示5:
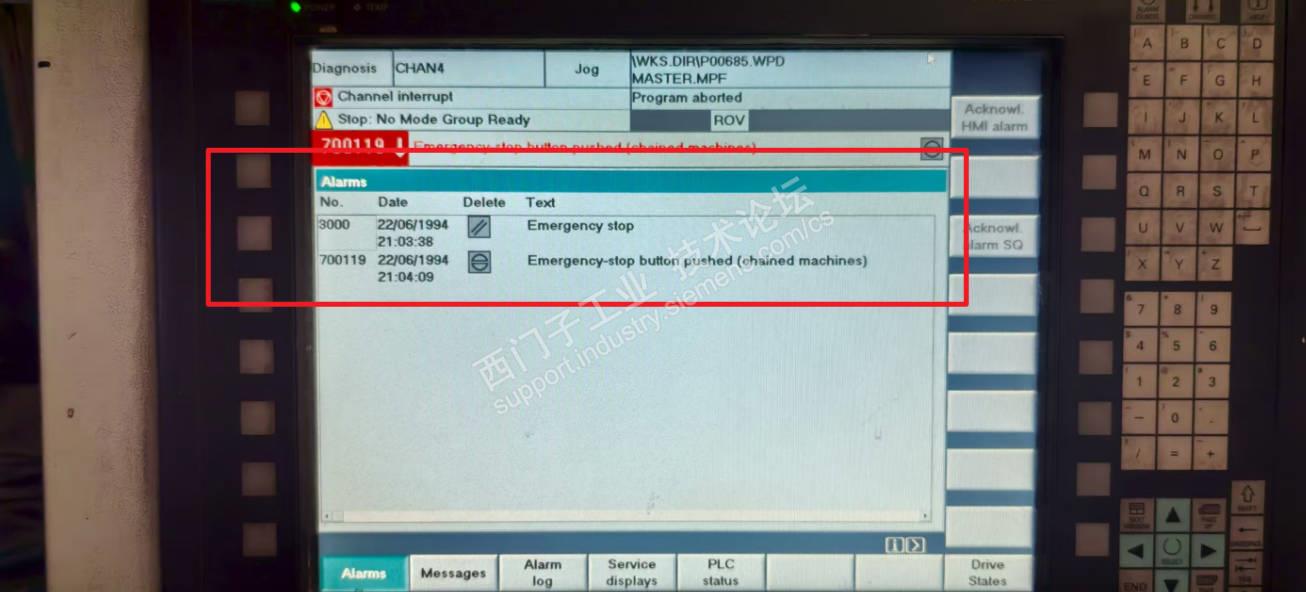
此时,比控制柜柜门更换触点时,要多出一个报警信息:700119#。这个应该是设备制造商自定义的报警信息,区别与系统3000#急停报警。在控制柜里面看到pilz确实有fault红灯报警,重启安全plc,fault红灯消除,说明在更换设备顶部的急停按钮时,安全plc被触发了报警,图示6:消除fault后的状态。

再次返回到操作台,看OP屏诊断信息,已经离去,没有了700119#报警信息,说明设备顶部的急停按钮盒工作趋于正常,更换急停按钮盒重新组合后的急停按钮盒,图示7:

安装 完成后急停按钮盒的外貌。
小结:
办法总比困难多,经过自己精心的准备和对原设备硬件的重新认识,通过更换、替换等方法,规避了直接更换过程中的不足及存在的实际问题,和更换过程中对触发报警和预防更换过程存在的更换错误,使更换急停按钮盒得到了安全的保障,确保更换顺利。虽然总结起来只是更换了一个急停按钮盒的工作,但是,前期的准备和过程的把控,确保了更换的顺利完成,并加以确认。写此贴也是给可能遇到同类问题的同行一个参考。










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石



 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐










