| 作者 | 主题 |
|---|---|
|
zgh2292006 奇侠 
经验值:9631 发帖数:1041 精华帖:25 |
楼主
主题:热线出口卸卷小车故障分析 
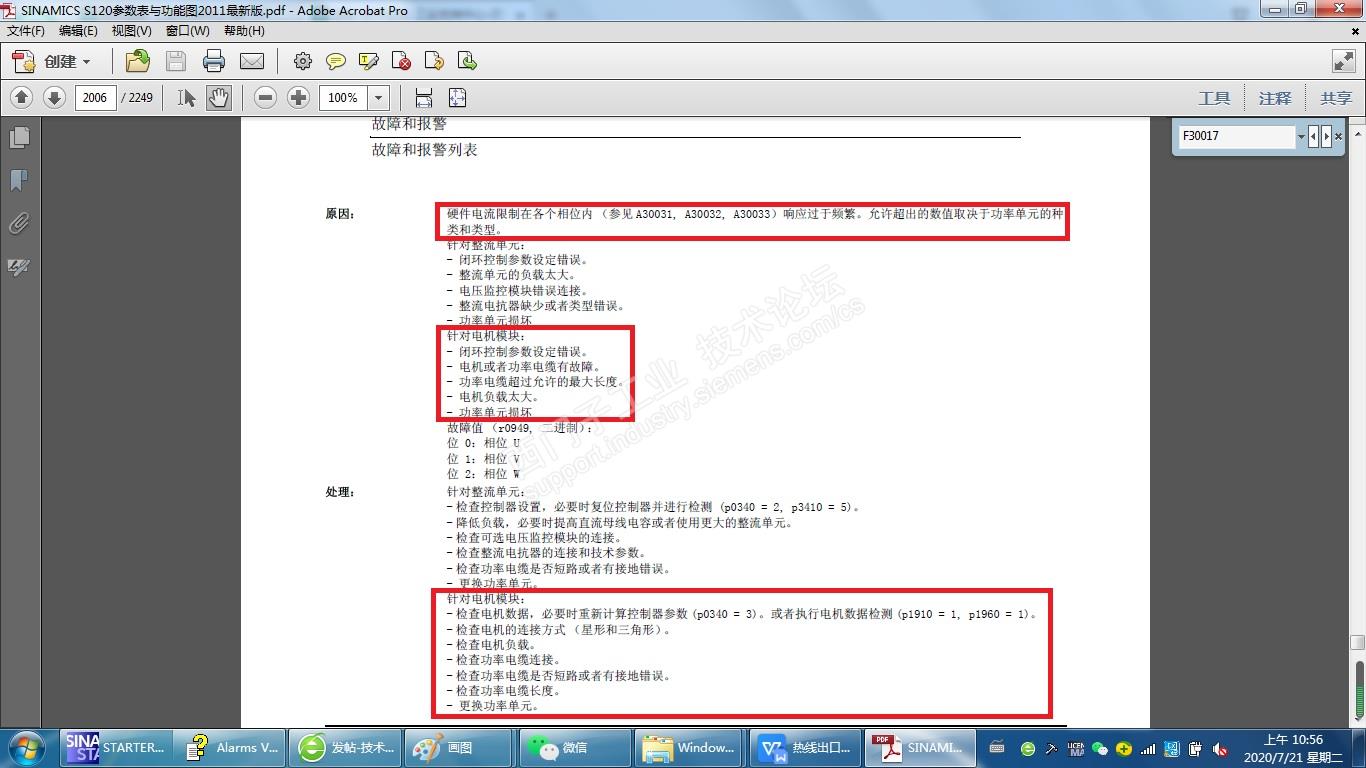
最近热线出口卸卷小车S120电机模块老报F7901电机超速故障,此故障报的不频繁,可以复位。 1、故障原因 正向或反向速度超出允许的最大速度; 最大正向速度计算公式:Min(P1082,P1085)+P2162; 最大反向速度计算公式:Max(-P1082,P1088)-P2162; 处理方法: 检查r1084如必要,正确设置P1082,P1085和P2162; 检查r1087如必要,正确设置P1082,P1088和P2162; 2、处理过程 参数没人动过,不会有问题。 查看P1300=20为无编码器矢量控制,编码器已经不用了,怎么还报超速? 将P1300改为0 V/F控制后,不报F7901电机超速故障了,但出现了A7960报警; 含义: Incorrect friction characteristic(Parameter:1539);不正确的摩擦补偿设置; 难道切换了控制方式,某些参数需要重新计算下电机的控制参数?将P340改为5,计算工艺限制值和阈值;可以动作但相应比较慢; 过了几天又报F7901电机超速故障,这次多了一个F30017故障; F30017硬件电流限幅响应太频繁; 查看手册产生F30017故障原因:
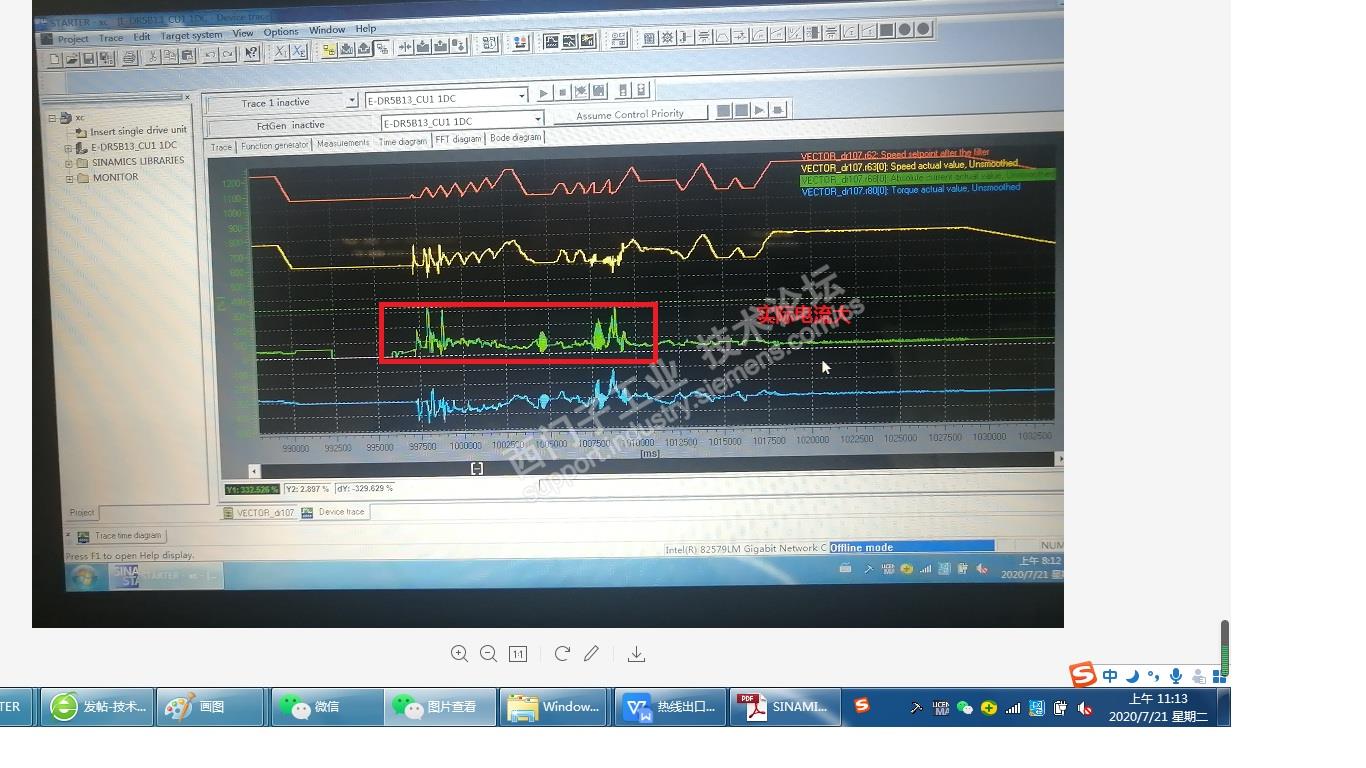
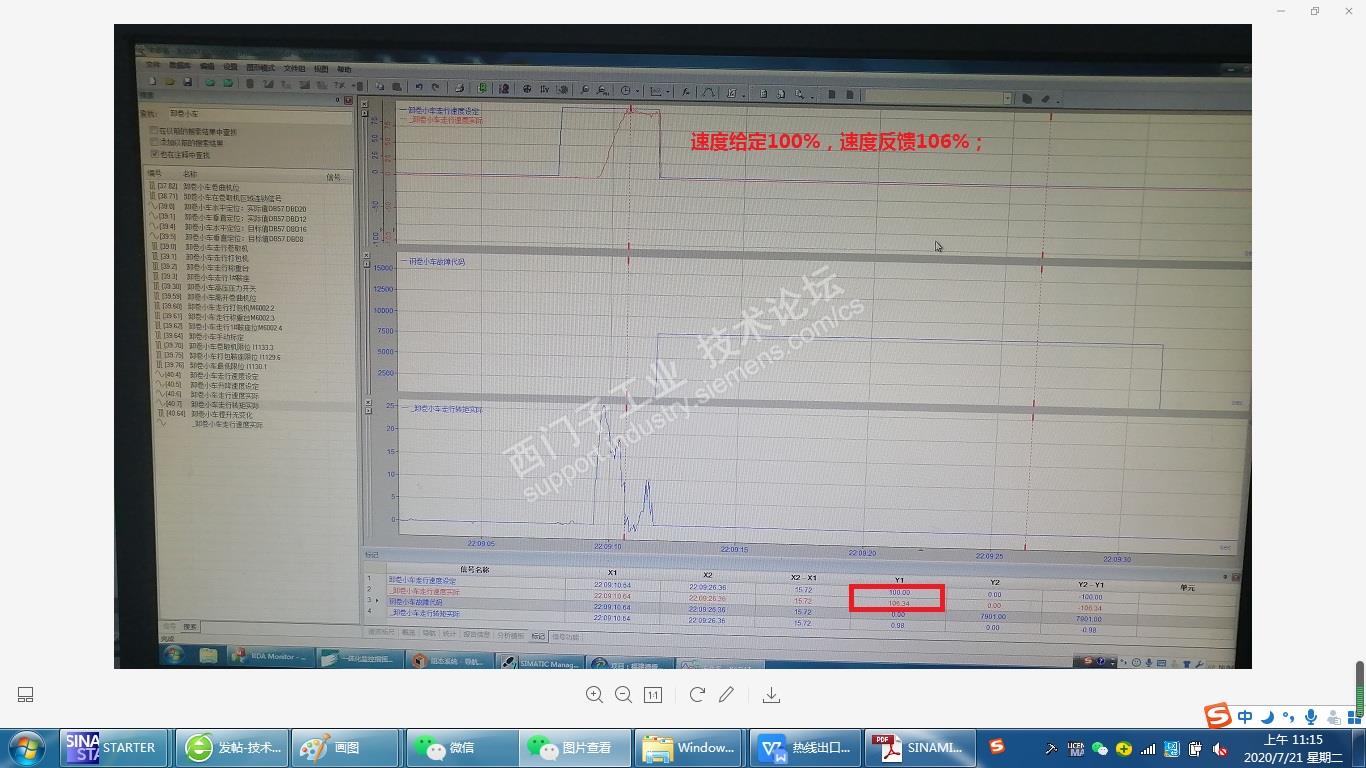
没思路了,将P340(Ready to run;)改为3 计算闭环控制参数;ON->OFF 再合闸合不上,需要拍急停后才能合闸; 将故障阈值放大看看; P1082=100%改为120%,Ready to run; P1452由20ms改为40ms; P2153(速度反馈滤波时间常数)由0ms改为20ms; 不报F7901超速故障了 查看P2118参数等于7901,应该是之前屏蔽过;但 P2119=1 Fault其实没有起作用; 3、最终原因: F30017硬件电流限幅响应太频繁; 实际转矩就是大,现场卡堵;
F7901电机超速故障
现场辊道有凹槽,电机打滑导致;机械处理下凹槽就没事了; 4、出现的问题 1)分析问题,脱离了现场;老是怀疑传动本身控制参数的问题; 2)修改传动参数时,注意下修改条件,有的可以运行时修改,有的需要传动分闸; 3)利用好曲线才能分析好问题;
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城













 短信登录
短信登录
