| 作者 | 主题 |
|---|---|
|
henry.wang 至圣 
经验值:10990 发帖数:997 精华帖:31 |
楼主
主题:位置环从S1200PLC侧到V90侧的故事 
最近在调试西门子比较经济型的方案S7-1200+V90,遇到了一些问题,总结下来写个故事分享给大家。 为了追求性价比,这一次选择了一次S7-1200+V90PN的方案,并且电机选择了一款单圈绝对值编码器的伺服电机。就这样为后面的故事埋下了伏笔。 由于设备功能需求是V90所带的伺服电机做简单的点到点定位,为了方便编程调试,把位置轴做到了PLC侧,采用工艺对象的方式,这样只用博途软件就可以既进行程序编写又可以对驱动进行调试了。按照手册,一切都很顺利。就在这时,设备的结构发生了改变,这个伺服电机加上了减速机,减速比还挺大的,也就是说,伺服电机运行多圈才会满足最终负载的运行轨迹,那么问题来了,单圈绝对值编码器会发生超圈的问题,这个问题在1500PLC的工艺对象的方案里是可以解决的,编码器的类型选择为“循环绝对旋转式”就会解决这个问题。
但是1200PLC的工艺对象里没有这个选项,莫非1200PLC的工艺对象的数据就够和1500PLC工艺对象的结构有所不同,根本没有做这个数据接口?不死心啊,给技术支持热线致电求权威官方回复。果然,1200PLC真的没有这个数据接口。没办法,只能把位置环改回到驱动侧,用FB284,程序改动量也不算大。手册上写的FB284用法看上去挺简单的,实际应用过程中很多细节需要去测试的,下面总结了几条我测试出来的结论: 1. 模式之间的切换问题: 手册里有讲到,只有模式1,2,3之间可以直接切换,这句话的含义并不是说模式2和模式7之间不能直接切换,轴在静止的状态下也是可以切换的。
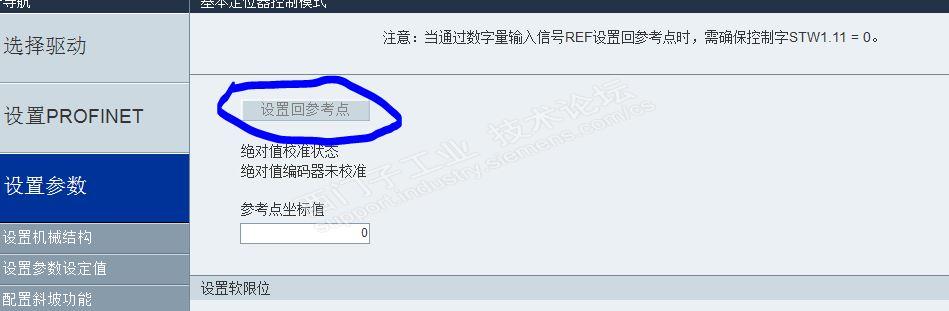
2. 模式5掉电不保持的问题: 这个问题要注意一下,这里的回零不是绝对值编码器的校核,所以重新上电之后零点是会丢失的。 3. 轴出现报警之后需要把模式切回0再进行复位重新上使能操作,否则报警有可能消不掉。 把程序按照测试出来的结论改了一下,可以运行。接下来要把绝对值编码器校核的功能用非周期通讯做一下。之前做过S120的非周期通讯,需要写P2507 P2599 P977三个参数,于是找了一下V90的参数,发现没有P2507这个参数,但是软件界面里有这个功能按钮,
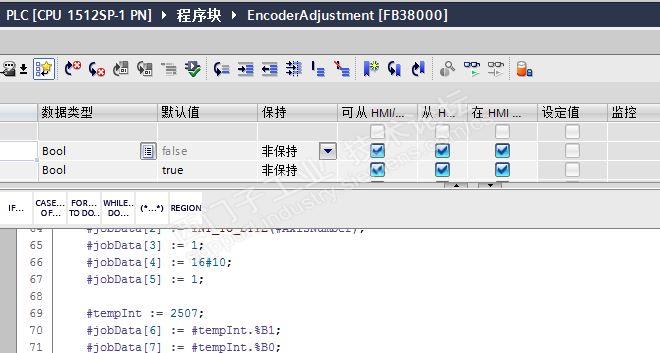
重新又找了一下,没有哪个参数长的像,继续致电技术支持热线吧,官方回复:就是P2507这个参数,只是没有开发出来,通过非周期通讯的方式是可以读写的,推荐使用FB38000功能块,上网查了一下,竟然这个功能块是专门做绝对值编码器的校正的,感觉自己真的是out了,打开看看里面确实是2507这个参数,按照手册填写一下引脚,非常方便。
结语:V90PN是一款简易伺服系列控制器,功能和用法和S120有很多相似之处,硬件接口也做到的非常实用,与S7-1200配合使用是一种性价比非常高的方案。除了考虑性能是否满足要求之外,要注意软件接口的问题,博途对于V90和V-assistant的接口开放性都没有那么高,需提前做好前期工作。
Chance favors the prepared mind.
|
|
Zane 至圣 经验值:76315 发帖数:19346 精华帖:378 |
8楼
主题:回复:位置环从S1200PLC侧到V90侧的故事这个故事说正面点,就是灵机一动解决问题的故事,好在西家的产品方案选择多,天无绝人之路;说负面一点就是因为对产品的了解不深入,盲目做的方案不适用,被迫修改方案,结果还没到达预想的设计要求。 需要工程师们引以为戒!
Zane
注册自动化系统工程师
Always save before download
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城
















 短信登录
短信登录
