| 作者 | 主题 |
|---|---|
|
隐身人 至圣 
经验值: 38646 发帖数: 10349 精华帖: 72 |
楼主
主题:关于828D控制斗笠刀库解析(1);已更新,详见跟帖; 
分享一篇828斗笠刀库控制的过程; 通用设备在各地机械加工客户是主要的加工设备,其中加工中心随着时间的推移也逐渐成为了加工厂以及各机械加工企业的主力! 这里我以一台老版本828D系统VM850为例分几方面介绍:
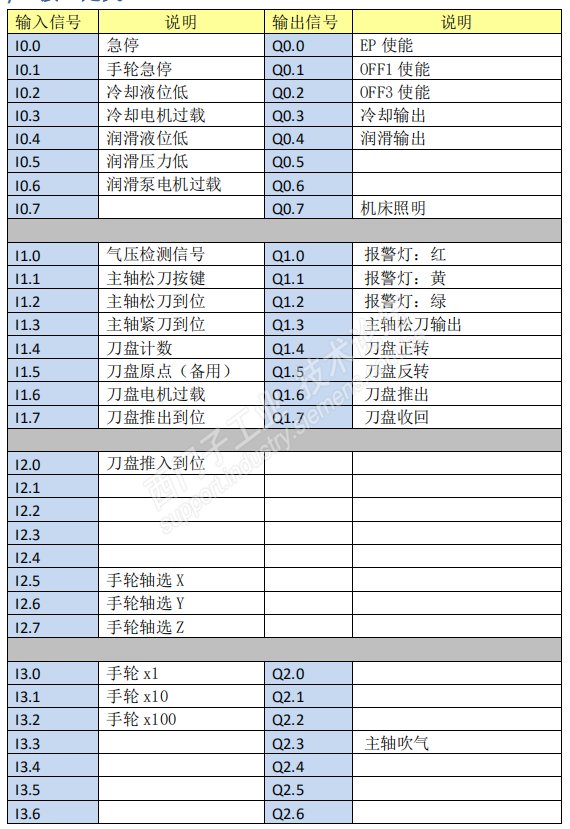
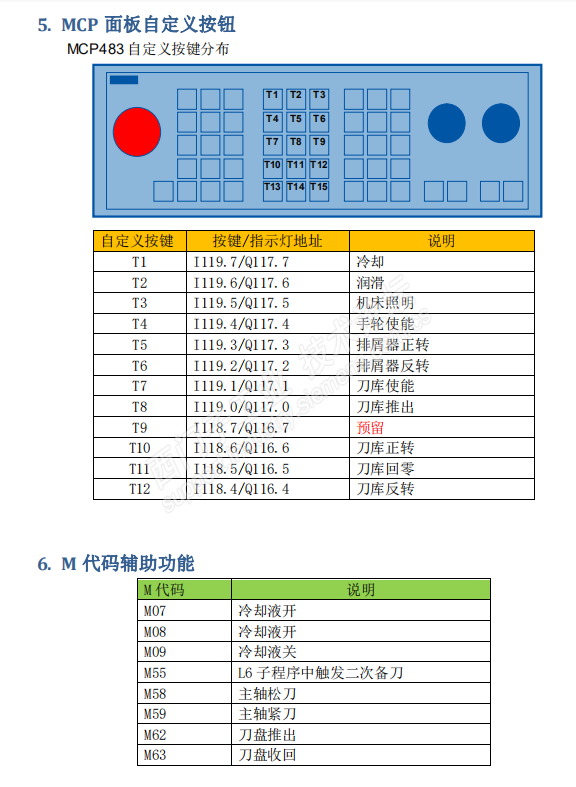
手轮方式激活:I119.4; 手轮方式指示灯 Q117.4; 主轴信号:I1.1 手动松刀按钮;I1.2主轴松刀到位检测;I1.3主轴夹刀到位检测; Q3.1主轴松刀输出;Q3.2主轴吹气输出;Q3.3手动松刀指示灯; M20刀具卡紧;M21刀具松开; I/O信号如下表
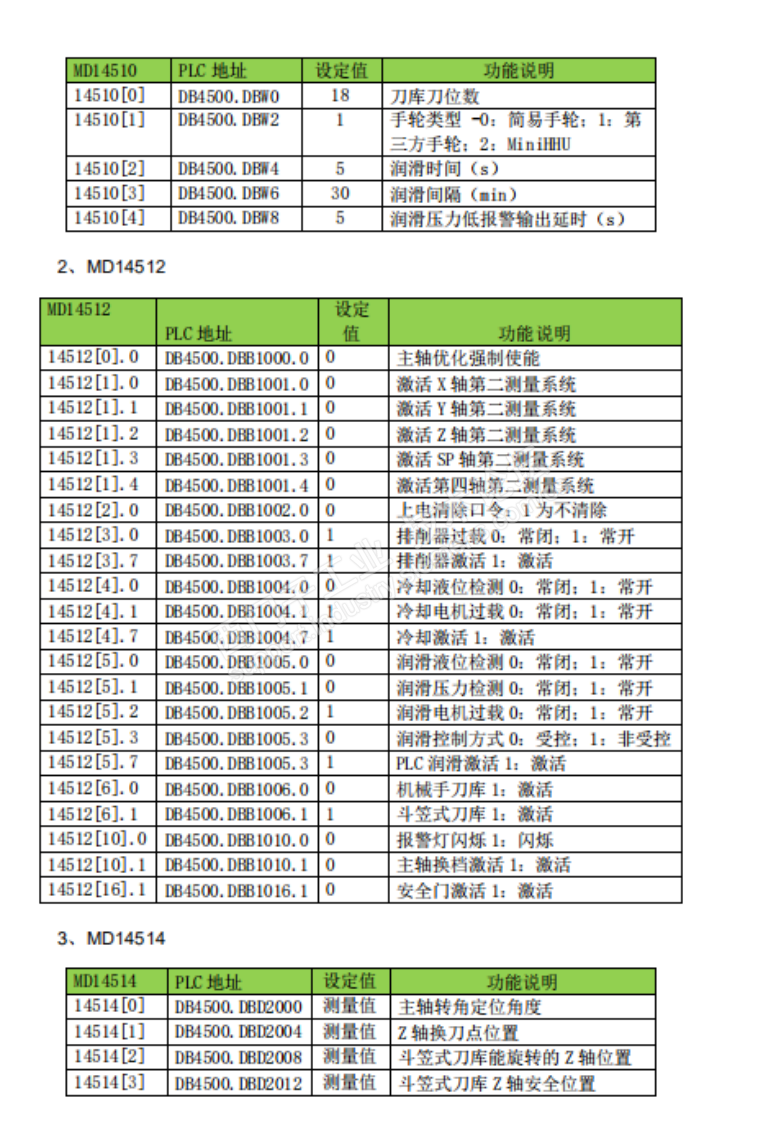
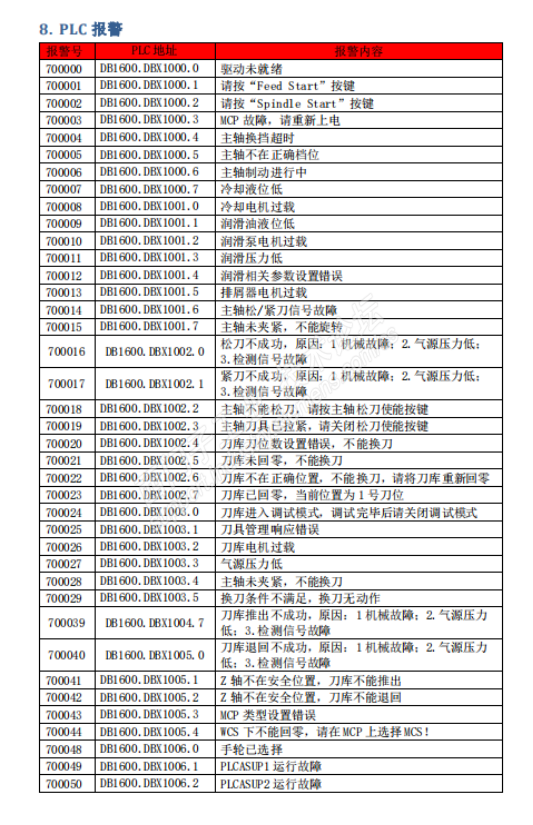
机床参数; PLC报警:
二:PLC相关:
西门子的多年使用者http://yinshenren.ys168.com/、
|
|
大树哈 侠圣 经验值: 4168 发帖数: 311 精华帖: 6 |
1楼
主题:回复:分享一篇关于828D控制斗笠刀库的文档(1); 我最近才基本搞明白840Dsl刀库的整个配置和交互逻辑,解决了困扰我的一大难题。刀库在数控系统中的占比比较大,涉及的内容非常多。除非经过专业培训或者老师傅指导,很难完全理清里面的逻辑和思路。 828D这块儿听西门子工程师说台湾那块儿做的较为细致,几乎可以提供给用户一个标准的模板。而840Dsl这块儿就比较杂一点。国内段刚段大师培训这块儿做的例子相当不错,比较清晰,参照修改也可以应付常见的应用,比如斗笠刀库,液压链式刀库等。 如果没有参考模板,自己去处理整个应答过程,几乎无法完成。T代码和M代码应答这块儿,同步异步的应答,太考验编程人的思路和能力。这个和HT2手轮类似,HT2手轮的程序编的很完善,几乎稍作修改DB168的内容就可以直接用。如果自己来处理的话,工程量是相当大。 所以也推荐官方,逐渐推一些标准化的工作,比如上电使能,刀库的处理,HT2/HT8的案例等等几乎厂商共性的问题,提供一个易用的文档和说明。这可以大大减轻工程调试人员的工作。
春节求招数控或自动化工程师,有意联系martintree@qq.com
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城













 短信登录
短信登录
