| 作者 | 主题 |
|---|---|
|
第7代CNC 奇侠 
经验值: 6094 发帖数: 702 精华帖: 2 |
楼主
主题:【安装调试】切齿振纹分析根治 
一、问题现状 切齿过程中,存在C50机床尖锐的啸叫声,所加工的齿面带有振纹问题。P65检测为9级[报废]。
受产品订单递进式爆棚及突如其来新冠疫情的影响,寻求设备服务商现场排查问题真因已无法实现。这就得由公司的智造运维队伍基于头脑风暴等方法自主排故,用以破除生产瓶颈,根治切齿振纹。 二、解决过程 按照由易到难、由简单到复杂的排故思路,综合运用图形监控、参数优化、仪器测量等模块化[2]运维技法,进行切齿振纹的真因分析。 1) 三相电流平衡性判断。在B轴1FW6转矩电动机啸叫时,用钳形电流表测量伺服驱动器输出端的三相电流:U、V、W相依次为32A、76A与19A,严重不平衡。切齿机上蝶形弹簧的夹紧力Fz=4.5kN来自于B轴电动机电流的百分比,在校对Fz时,B轴电动机先顺时针旋转几圈,再降低电流来寻找黄铜螺母的螺纹末端位置A;找到A后,电动机立即反转至给定Fz的位置。如此,电流不平衡就会造成Fz探寻失败。 2) 同规格部件对调。基于切齿机的三个旋转A、B、C所用伺服驱动器均为611D(另2台机床为S120),遂对调刀具主轴A与工件轴B的伺服驱动器,用以排除电气方面故障。试机后,啸叫声与切齿振纹依然存在。 3) 兆欧表测绝缘性。用兆欧表分别测量B轴电动机U、V、W每项相对于大地PE的绝缘电阻均良好,并且U、V、W彼此间的电阻值相等。 4) 参数修改去啸叫。恢复切齿机的正常连接,多次修改B轴驱动器数据MD1407(速度环增益)=15000→12000→10000→8000,直至1FW6电动机不啸叫为止。试切从动轮,弧齿齿面振纹依然存在。 5) 获取B轴速度环波特图。在切齿机PCU50.3内嵌的驱动优化软件中,选择B轴电动机速度环,给定测量参数:增幅0.3rpm,波段宽度4000Hz,平均值30,设定时间100ms,偏置4rpm。点[测量]键后,设置参数:监控=激活,上限=360°,下限=-360°,测量类型=参考频率响应。点[显示]、[启动]键及相应的提示功能键后,屏幕显示图5所示的B轴速度环波特图。点[X标记开]键,移动光标至图形尖峰处,记录下最高点频率和尖峰宽度。 6) 优化B轴速度环。返回驱动器数据画面,修改参数:电流环滤波器生效个数MD1200=3→4,阻断频率MD1219=1180→510,带阻宽度MD1220=600→150;速度环增益MD1407=15000→12000。继续5)的操作,看波特图的增幅响应,曲线20.0平滑且下降处不存在超过3dB以上的尖峰。 7) 试切从动轮60件,有6件产品断续出现振纹,依次为第10、20、30、31、40、52件。 8) 继续围绕夹紧力查找切齿振纹真因。按图2所示的机械耦合关系,依次拆解切齿机的夹具。拆卸间隙配合的衬套时,发现衬套卡死在夹具体内。这造成工件夹/松时拉杆上下游离行程10mm消失。虽如此,在夹具松开后,从动轮仍呈自由状态,手动可旋转。由此,维修者误以为夹具正常。随后,采用液压拉马等工具,完成异常夹具的拆卸。 9) 夹具全部换新,回装至切齿机。试切从动轮120件未见异常:电动机啸叫及切齿振纹。切制150、180件时,各有1件产品存在振纹。又加工50件从动轮,有3件产品存在振纹。 10) B轴速度环再优化。修改B轴驱动器数据:MD1200=3→4,MD1219=510→1080,MD1220=150→500,MD1407=12000→15000。经波特图进行优化。 11) 变更夹具拉紧方式。分析图6所示夹具夹/松的气动原理图,去掉夹紧气缸15的辅助夹紧气路P120.60,更改为单纯的蝶形弹簧拉紧,Fz=4.2kN→4.7kN。封堵换向阀14的阀口B。 12)优化切齿工艺参数。从动轮齿廓切制采用基于切入深度T的切入法工艺,通常分为3段:粗切T1=19.113mm、精切T2=5mm、光刀T3=1mm。在T1段,进给速度VT1=6.5719mm/min,铁屑厚度ST1=0.095mm,切削速度VST1=170m/min。在T2段,VT2=5.1883mm/min,ST2=0.075mm,VST2=170m/min。在T3段,VT3=3.113mm/min,ST3=0.045mm,VST3=170m/min。
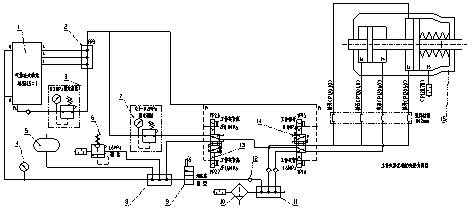
C50切齿机上夹具夹/松的气动原理图 1-增压器GPLV5 2,8,11-分气块 3,7-减压阀 4-压力表 5-储气罐 6-安全阀 9-球阀 10-过滤消声器 12-单向阀 13,14-二位五通型双电气先导式换向阀 15--夹紧气缸 13)试切从动轮,未见异常。连续加工10天,状态均完好,切制后齿面精度符合DIN 3965的6级。期间,每班次首件在P65测量机上全项检测,后续每隔10件抽检1次。测后修正数据经工业互联网实时反调,用以确保齿廓形貌的一致性。
《图解数控机床维修必备技能与实战速成》《实用数控加工手册》《车辆轮轴加工与组装》
|
|
kdrjl 至圣 经验值: 136401 发帖数: 34929 精华帖: 435 |
1楼
主题:回复:【安装调试】切齿振纹分析根治 学习了。讲的很好。
我是你的朋友
|
|
f1968 侠圣 经验值: 3711 发帖数: 148 精华帖: 0 |
2楼
主题:回复:【安装调试】切齿振纹分析根治 实例分享,很棒! |
|
zhcwos 侠圣 经验值: 3103 发帖数: 440 精华帖: 0 |
3楼
 主题:【故事】回复:【安装调试】切齿振纹分析根治
主题:【故事】回复:【安装调试】切齿振纹分析根治
这个不错??学习一下
云淡风轻
|
|
yzm_cumt 至圣 经验值: 18263 发帖数: 2653 精华帖: 14 |
4楼
主题:回复:【安装调试】切齿振纹分析根治 很不错的维修参照文档,确实很好
sometimes you have to be your own hero!
|
|
WOWUWUWU 至圣 经验值: 10370 发帖数: 1794 精华帖: 0 |
5楼
主题:回复:【安装调试】切齿振纹分析根治 不错,谢谢分享,值得学习。 |
|
AISHUISHUI 奇侠 经验值: 9004 发帖数: 375 精华帖: 0 |
6楼
主题:回复:【安装调试】切齿振纹分析根治 不错不错,学习一下。
随心所欲
|
|
第7代CNC 奇侠 经验值: 6094 发帖数: 702 精华帖: 2 |
7楼
主题:回复:【安装调试】切齿振纹分析根治 此贴之外,10.24又提供新帖了:DB数据丢失致德国HEESS淬火压床动作全无
《图解数控机床维修必备技能与实战速成》《实用数控加工手册》《车辆轮轴加工与组装》
|
|
yecao2006 至圣 经验值: 18019 发帖数: 1524 精华帖: 2 |
8楼
主题:回复:【安装调试】切齿振纹分析根治 谢谢分享。多学习。
我回来了!继续努力!
|
|
yangchunbaixue 侠圣 经验值: 3699 发帖数: 555 精华帖: 0 |
9楼
主题:回复:【安装调试】切齿振纹分析根治 解决方法条理清晰,值得学习! |
|
天一独秀 游侠 经验值: 544 发帖数: 25 精华帖: 0 |
10楼
主题:回复:【安装调试】切齿振纹分析根治 不错的案例! |
|
旅行333 侠士 经验值: 1625 发帖数: 171 精华帖: 0 |
12楼
主题:回复:【安装调试】切齿振纹分析根治 厉害,学习了。
学海无涯苦作舟
|
|
千万个为什么 至圣 经验值: 10582 发帖数: 848 精华帖: 9 |
13楼
主题:回复:【安装调试】切齿振纹分析根治 不错,谢谢分享
学如逆水行舟,不进则退! wwhoho@163.com
|
|
每个眼神都只身荒野 侠圣 经验值: 2237 发帖数: 208 精华帖: 2 |
14楼
主题:回复:【安装调试】切齿振纹分析根治 非常厉害,学习了 |
|
帮蛋儿 奇侠 经验值: 5466 发帖数: 633 精华帖: 0 |
17楼
主题:回复:【安装调试】切齿振纹分析根治 没有接触过这种设备,不过看完之后叹服楼主的能力和文字功底!
干就完了!
|
|
SonetSDH 侠士 经验值: 1485 发帖数: 210 精华帖: 0 |
25楼
主题:回复:【安装调试】切齿振纹分析根治 感谢大佬精彩分享!
靡不有初,鲜克有终。
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城















 短信登录
短信登录
