| 作者 | 主题 |
|---|---|
|
迅影 侠士 经验值: 1857 发帖数: 276 精华帖: 4 |
楼主
主题:CPRECON指令 加工时最怕振动,尤其对表面质量要求较高的工件。但振动又到处存在,例如机械都有固有频率,一但有合适的激励,激励可能是进给轴的运动,可能是主轴的断续切削等,机械就会产生振动。消除振动需要看振动源是什么?是什么类型的振动。通常,减小振动都会采取降低加加速度的方法,让运动变得柔和,机械即使还有振动,其幅值对加工也不会有很大的影响了。 另一种常用的方式是设置Jerk time,采用滤波的方式,从根本上消除振动。但是,jerk time也有负面作用,就是会降低位置环增益,导致轮廓偏差变大,而且jerk time数值越大轮廓偏差也就越大。下面举例说明: 编写测试程序: g0 x0 y0 g01 F5000 CYCLE832(0.05,_FINISH,1) $AN_sltrace=1 x1 y0 x2 y0.5 X3 y0 x4 y0.5 X5 y0 X6 y0.5 X7 y0 X8 y0.5 X9 y0 X10 y0.5 X11 y0 X12 y0.5 M02 伺服跟踪(这里记录的是各轴位置值)得到的结果如下:
MD32400 $MA_AX_JERK_ENABLE =1 MD32410 $MA_AX_JERK_TIME =0.05 s 伺服跟踪(这里记录的是各轴位置值)得到的结果如下:
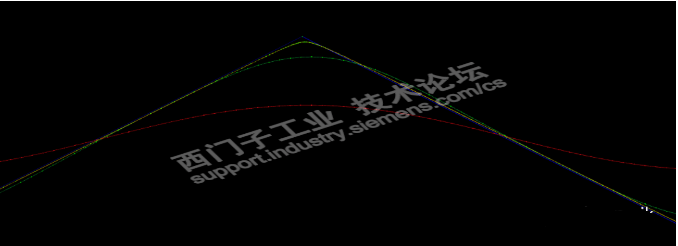
将两个结果和程序叠加在一起,看得更清楚: 蓝色曲线是编程轨迹(理论指令值) 绿色曲线是没有激活jerk time的运动轨迹(实际指令值) 红色曲线是激活jerk time后的运动轨迹 这表明激活jerk time后,运动轨迹偏离了指令轨迹(红色曲线偏离了绿色曲线)
在激活jerk time的情况下,能不能减小轮廓偏差? 能,使用CPRECON指令 我们将测试程序改为: g0 x0 y0 g01 F5000 CYCLE832(0.05,_FINISH,1) CPRECON Ctol=0.01 $AN_sltrace=1 x1 y0 x2 y0.5 X3 y0 x4 y0.5 X5 y0 X6 y0.5 X7 y0 X8 y0.5 X9 y0 X10 y0.5 X11 y0 X12 y0.5 CPRECOF M02 将伺服跟踪的结果和之前的结果叠加在一起: 蓝色曲线是编程轨迹 绿色曲线是没有激活jerk time的运动轨迹 红色曲线是激活jerk time后的运动轨迹 黄色曲线是激活CPRECON指令,并指定CTOL=0.01mm的运动轨迹
从上面测试可以看出,不论是CYCLE832使用连续路径指令还是CPRECON指令都能很好地控制工件轮廓的过渡,而且是以指定精度的方式进行控制的,这明显比单纯的设定拐角减速更好控制。 所以,SINUMERIK可以在保证加工连续性的同时,很好地确保精度。
活着,爱便有意义
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城















 短信登录
短信登录
