| 作者 | 主题 |
|---|---|
|
yzs 侠圣 
经验值: 3480 发帖数: 441 精华帖: 7 |
楼主
主题:PLC常见编程问题点总结(S7-300) 
新年快乐
|
|
yzs 侠圣 经验值: 3480 发帖数: 441 精华帖: 7 |
5楼
主题:回复:PLC常见编程问题点总结(S7-300) |
|
yzs 侠圣 经验值: 3480 发帖数: 441 精华帖: 7 |
13楼
主题:回复:PLC常见编程问题点总结(S7-300)当年编写此培训资料时,大部分是根据公司内部员工的常见编程错误的总结,也有一些内容是参考网上的错误案例总结。或许其中部分内容并不保证完全正确,但都是一些经验的浓缩总结。建议大家不论是新手或者老手都可以看看,是否有很多自己曾经遇到或还存在的“坑”,此资料可用于公司有一定编程经验员工的培训资料,使用时注明一下出处“yzs”就好了 |
|
hbttkj 至圣 经验值: 11988 发帖数: 922 精华帖: 18 |
23楼
主题:回复:PLC常见编程问题点总结(S7-300) 注明一下出处“yzs”就好。
我的gmail的邮箱近期总收不到邮件,现更改为:hbttkj@163.com
|
|
ZD_JY 至圣 经验值: 13049 发帖数: 1080 精华帖: 8 |
26楼
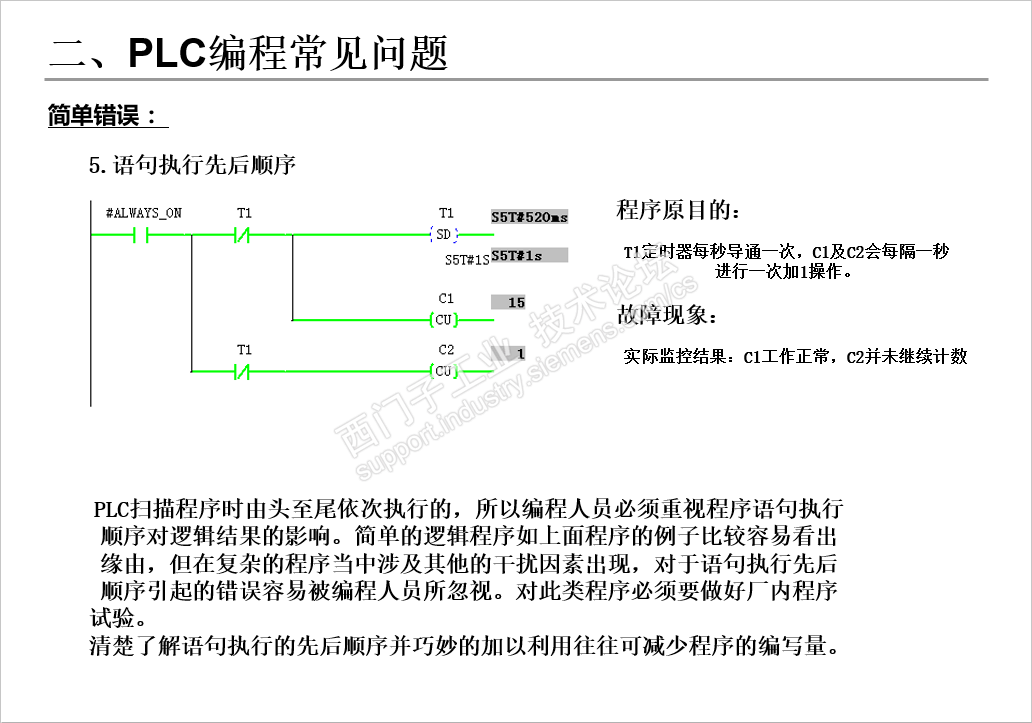
主题:回复:PLC常见编程问题点总结(S7-300) @yzs ,不好意思,请教一下第五个 语句先后执行顺序 这个问题,还是没有弄清楚?能不能麻烦给说一说,谢谢
做最好的自己!活出自我!
|
|
yzs 侠圣 经验值: 3480 发帖数: 441 精华帖: 7 |
30楼
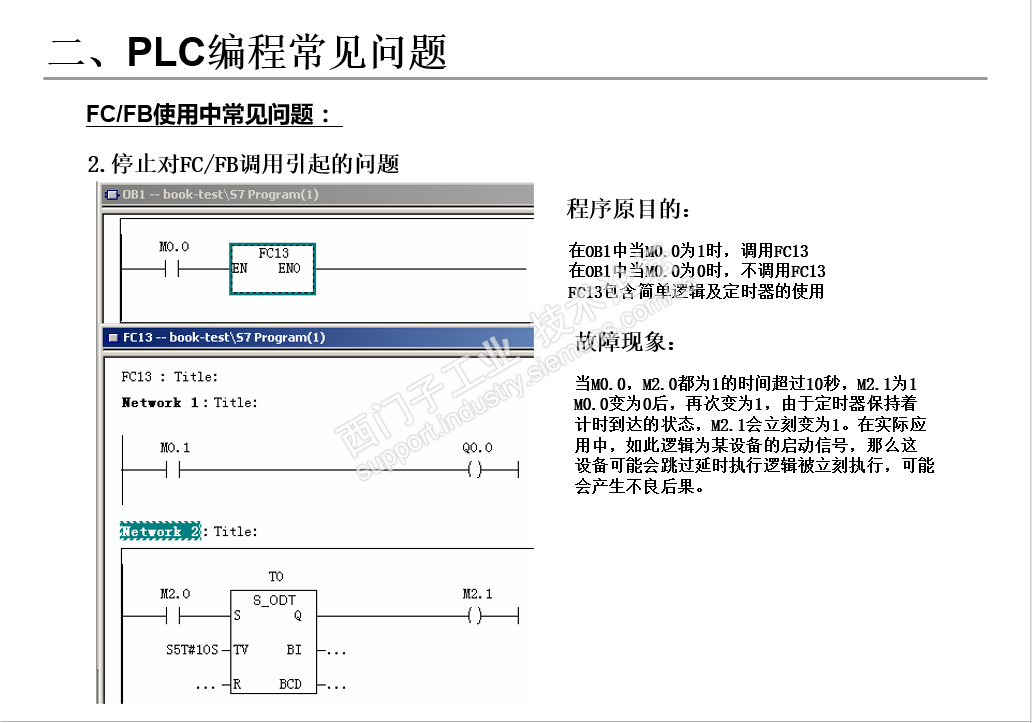
主题:回复:PLC常见编程问题点总结(S7-300)此问题点应该是我当时在网上摘抄的一个案例,实际上此问题点应该主要体现在定时器的非同步更新的问题。 由于T和CPU的周期并不同步,当接通延时定时器线圈达到1S后,T1本该置1,由于T和CPU的周期并不同步,程序扫描到下一行是T1状态还是没有变,因此C2没有上升沿信号,C2不会计数。如果将C2的程序段放在定时器前面,经过一个循环周期后,由于T的周期小于CPU的扫描周期,因此此时T1的状态就会改变,这个时候C2就会计数了。 程序的扫描从上到下,从左到右正常是比较容易理解以及判断的,但是如果存在类似定时器这种异步更新的情况对于语句的执行顺序就很容易出错了。因此平时必须通过模拟运行程序去检测程序是否存在错误。 从另一个角度说,正是T的周期更新不同步,同时也不太好用,因此我在编程的时候基本都是使用自己编的定时器而不会去使用系统自带的T定时器。 |
|
shine 至圣 经验值: 19950 发帖数: 8944 精华帖: 39 |
32楼
主题:回复:PLC常见编程问题点总结(S7-300)还有一个:计数器 在用300之前,用的是200和日系的,加计数器都是到了预设值之后输出为1,结果到了300这,只要计数值不为0就有输出,想当然了,因为这个耽搁了不少时间 |
|
bailin7516 游侠 经验值: 436 发帖数: 7 精华帖: 0 |
39楼
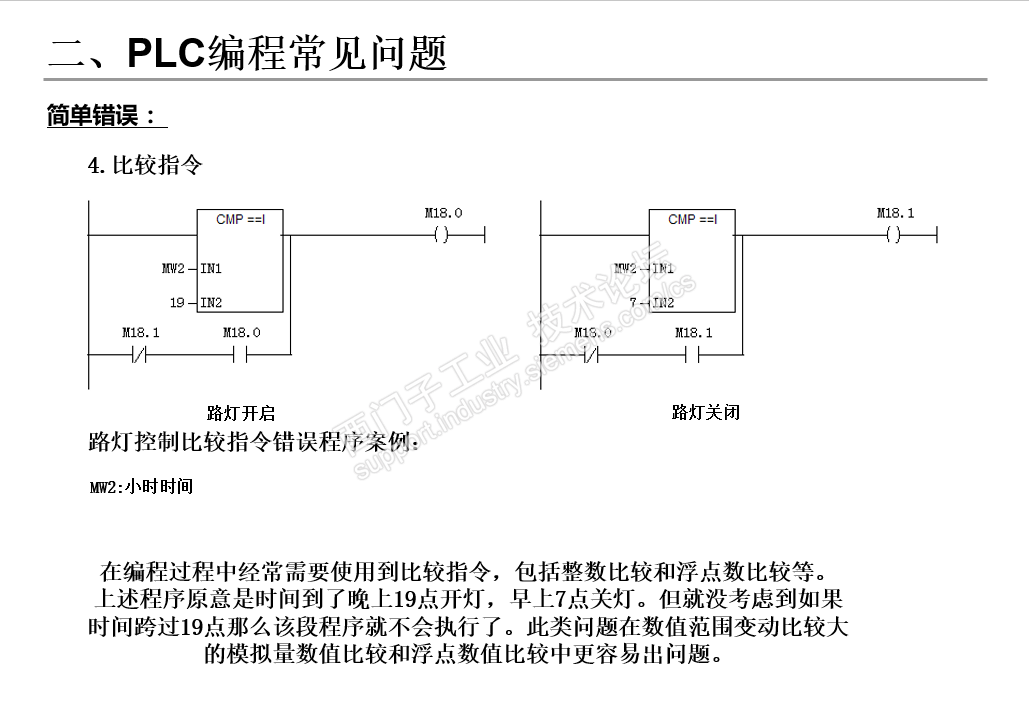
主题:回复:PLC常见编程问题点总结(S7-300)楼主你好,请教您一个问题。第4条问题没太清楚,跨过今天的19点(比如20点开PLC),打开PLC,M18.0开灯位无法得电,M18.1关灯位得电自保,明天还有一个19点,那时在19点刚到时程序第一次扫描执行到该逻辑,M18.0开灯位在该次扫描周期由于M18.1为1,无法形成自保回路,但是该周期会使M18.1关灯位的自保回路断开,M18.1关灯位复位为0,在接下来的那个周期,由于还在19点范围内,所以M18.0开灯位得到自保条件而保持为高电平状态。 楼主,您的意思是说这样子的程序,导致开PLC一定要在19点之前不合理,我这样理解没错吗? |
|
all alone with you 侠士 经验值: 1199 发帖数: 88 精华帖: 0 |
40楼
主题:回复:PLC常见编程问题点总结(S7-300)
临时变量如果不是每次都必定赋值,使用前要清空
我希望她三十岁未嫁,我也不希望她三十岁未嫁。
|
|
yzs 侠圣 经验值: 3480 发帖数: 441 精华帖: 7 |
41楼
 主题:回复:PLC常见编程问题点总结(S7-300)
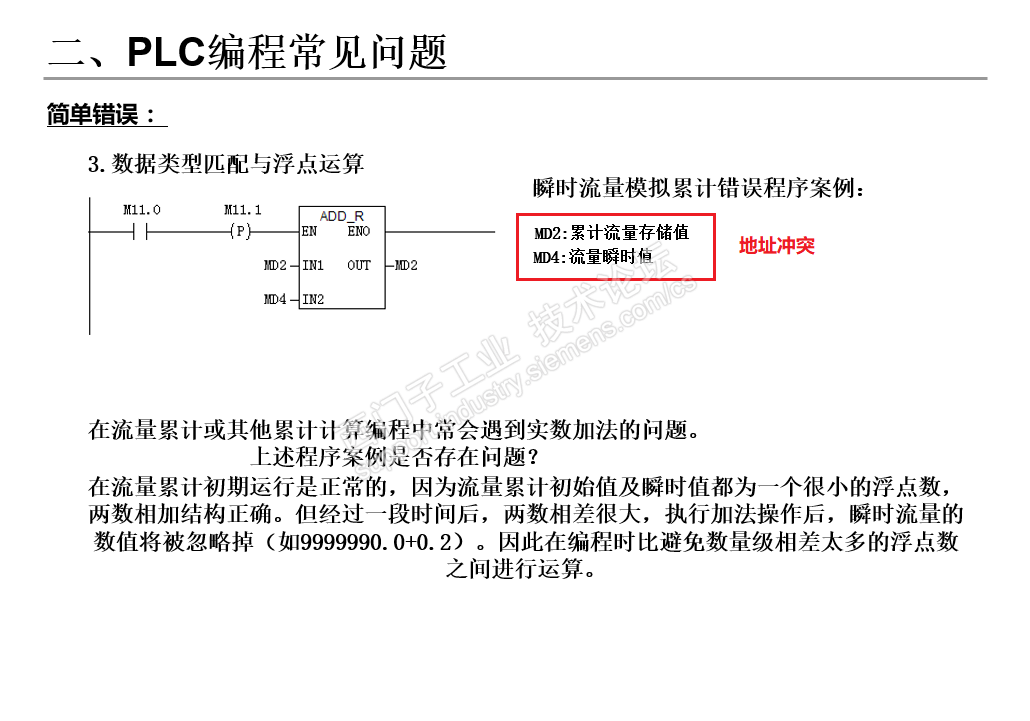
主题:回复:PLC常见编程问题点总结(S7-300)理解基本正确,同时也欣喜的看到有很多网友是认真去看帖的。。 在我们的编程过程中,很多时候按着需求去编,初步看起来按着要求设定参数,正常运行时程序运行是正常的,但是在编写完程序之后是否认真审视过自己的程序是否是没有问题了,是否合理了,是否做过实验程序去验证了你的程序完全没问题了?后面这些步骤很多时候都给我们偷懒去省略了。编程难并不是难在按正常的逻辑去编好你的程序,而是编好后或者在编程的过程中需要考虑现场可能出现的各种问题,在此情况下你的程序是如何与之应对的。充分考虑了各种情况下的各种应对措施,你才能够大胆的说:“我的程序是安全的,你随便用吧,没有BUG的” 这类的考虑通常有以下几个方面: 1.错误的参数设置的对应处理:正常参数设置是设备正常运行的前提,但是操作人员并不是编程人员,水平参差不齐,在设置错误的参数时候,你的程序是怎么运行的?是否会导致现场的设备错误的动作导致安全隐患?这个错误其实在我们的编程中是很常见的。 2.断电重上电的对应处理:程序在运行中突然遇到断电了,重上电之后设备是什么状态的?是否会产生一些错误的动作?这类问题一般出现在变量是否需要断电保持以及定时器是否需要断电保持。要验证此类问题一般需要通过做一个模拟实验程序,通过实际的通断电去验证你的程序是否安全。 3.通讯中断的应对处理:现在运用各类总线,各类远程I/O,各类通讯日益频繁,在我们的编程过程中就需要认真考虑到当此类通讯出现故障的时候,你的程序该如何去应对的:包括短时瞬断的应对,长时间通讯中断的应对等等。 4.设备故障的对应处理:在控制过程中当其中某个设备故障了,程序是否做了对应处理,此类设备故障处理相信大多数的程序员都会做到,但是否全面安全就要考量了。 总的来说一个好的程序最重要的第一条就是安全,在安全的基础上才能去考量你的编程逻辑,编程技巧是否好,是否对程序进行了标准化。按正常的逻辑去编程可能你很快去编好了,在编好后你如果按安全的角度综合考虑增加了各种各样的补丁程序,你就会发现你的程序变得很臃肿了,这个臃肿的程序你觉得会是不好的程序吗?肯定不是的,你能编好臃肿而安全的程序说明了你对方方面面的了解,也说明了你对控制工艺的深入研究。可以在下一次的编程中尝试将臃肿的程序合理化,逻辑化,可读化,那你的程序就又上升了一步。之后可以对相类似的控制工艺进行程序的标准化,模块化的编程,日后这类程序就可以信手拈来。 当你可以拍着胸脯对操作人员说你使劲去“操”吧,没事的,安全的!这个时候说明你的程序已经没啥BUG了。 |
|
Ready_OK 至圣 经验值: 15530 发帖数: 1735 精华帖: 0 |
49楼
主题:回复:PLC常见编程问题点总结(S7-300)
今天上班刚好碰到类似这个案类解决了,有你真好!
海纳百川,厚德务实!
|
|
yzs 侠圣 经验值: 3480 发帖数: 441 精华帖: 7 |
50楼
 主题:回复:PLC常见编程问题点总结(S7-300)
主题:回复:PLC常见编程问题点总结(S7-300)
哦,真好,可以分享一下案例嘛~~
|
|
Zane 至圣 经验值: 76318 发帖数: 19347 精华帖: 378 |
69楼
主题:回复:PLC常见编程问题点总结(S7-300)
有硬伤,举例说明不严谨。
Zane
注册自动化系统工程师
Always save before download
|
|
Zane 至圣 经验值: 76318 发帖数: 19347 精华帖: 378 |
70楼
主题:回复:PLC常见编程问题点总结(S7-300)
这个程序不严谨,但也不是绝对错误,因为比较值是小时,很长的一段时间呢,不是秒,一下就错过了, 倒是我认为没必要用自保逻辑,PLC扫描完全能等到信号,即使自保也是在一小时的有效窗口期,简单的话也凑合着用。严谨一点,应该按时间段比较来控制,那么一小时的有效期也就解决了。与数值变化大小,及浮点数比较没啥关系。
Zane
注册自动化系统工程师
Always save before download
|
|
Zane 至圣 经验值: 76318 发帖数: 19347 精华帖: 378 |
71楼
主题:回复:PLC常见编程问题点总结(S7-300)
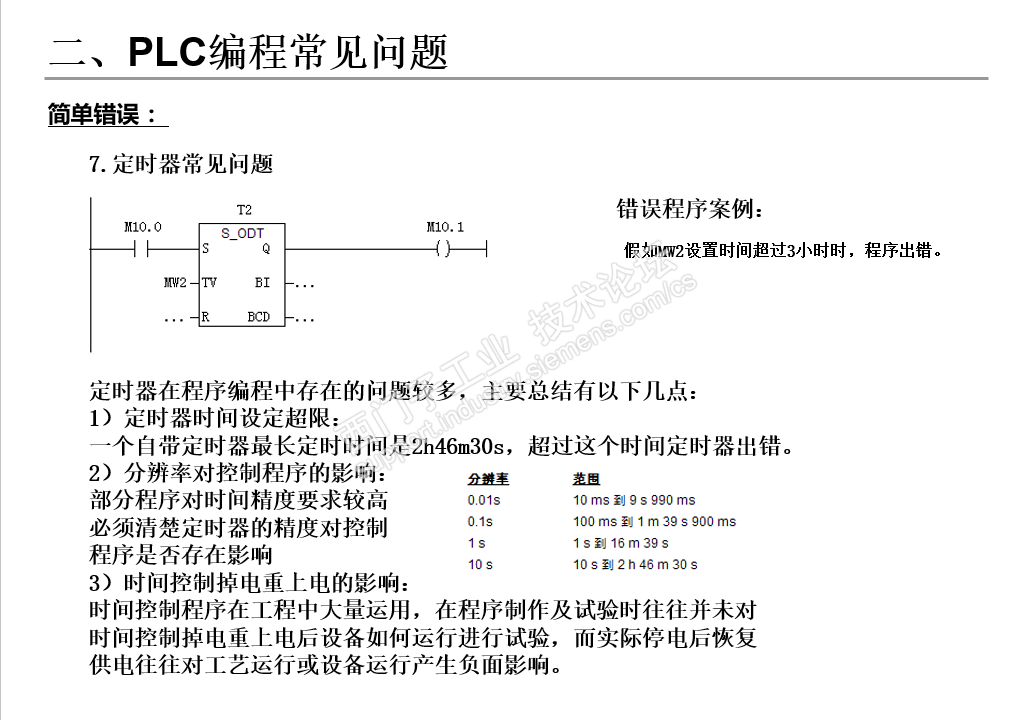
这个错误的前提不存在,S5TIME是有规定格式的BCD码,MW2作为S5定时器的设定值,不可能也不应该不按规定格式设置,尤其是在定义了符号名及变量类型之后。
Zane
注册自动化系统工程师
Always save before download
|
|
Zane 至圣 经验值: 76318 发帖数: 19347 精华帖: 378 |
72楼
主题:回复:PLC常见编程问题点总结(S7-300)
PLC编程不变准则之,逻辑程序全扫描
Zane
注册自动化系统工程师
Always save before download
|
|
Zane 至圣 经验值: 76318 发帖数: 19347 精华帖: 378 |
73楼
主题:回复:PLC常见编程问题点总结(S7-300)
这样的例子,有没有放之四海皆正确,甚至超越品牌的编程方法呢?
Zane
注册自动化系统工程师
Always save before download
|
|
yzs 侠圣 经验值: 3480 发帖数: 441 精华帖: 7 |
75楼
主题:回复:PLC常见编程问题点总结(S7-300)感谢Zane版的认真阅读以及错误指正,说明我以前的资料还是存在比较多的错误和不严谨的地方,也希望有各位的指正和讨论能将此资料进行完善 |
|
Zane 至圣 经验值: 76318 发帖数: 19347 精华帖: 378 |
76楼
主题:回复:PLC常见编程问题点总结(S7-300)楼主您客气了,愿意分享都是好事儿,论坛也是鼓励大家分享经验心得。 但我给大家的建议是对自己分享的内容还是要把把关,认真严谨一点,本着对自己负责对别人负责的原则。 论坛的编辑功能应该也是比较完善的,有个错别字,笔误,措辞组句描述不当的,哪怕是当时意思写错了,都可以修改纠正,也是希望大家能够及时纠正,以方便后来人学习。 也是期望楼主能多分享,多出精品贴。
Zane
注册自动化系统工程师
Always save before download
|
|
Zane 至圣 经验值: 76318 发帖数: 19347 精华帖: 378 |
80楼
主题:回复:PLC常见编程问题点总结(S7-300)
Zane
注册自动化系统工程师
Always save before download
|
|
yzs 侠圣 经验值: 3480 发帖数: 441 精华帖: 7 |
81楼
主题:回复:PLC常见编程问题点总结(S7-300) 本来版主指出错误的时候我就想着去立即更正了,但无奈最近实在忙得焦头烂额,需要连续加班,此贴的错误和不严谨的地方会在日后更正。 同时也希望各位除了多看主贴之外,更注重看一下所有的回复。 如果有其它错误和不严谨的地方也请及时指正。我会结合提出的所有的问题点在2个月后进行更正。 |
|
yzs 侠圣 经验值: 3480 发帖数: 441 精华帖: 7 |
89楼
主题:回复:PLC常见编程问题点总结(S7-300) |
|
WOWUWUWU 至圣 经验值: 10373 发帖数: 1794 精华帖: 0 |
90楼
主题:回复:PLC常见编程问题点总结(S7-300) 谢谢分享,读故事学知识。
|
|
CoolCool的猪 至圣 经验值: 16717 发帖数: 1307 精华帖: 2 |
91楼
主题:回复:PLC常见编程问题点总结(S7-300) 谢谢哈 朋友
同一个问题ID下,已经先回答此问题的人,如再参考我答案而修改自己答案的,就是王八蛋!
|
|
ethanzhang2016 游侠 经验值: 454 发帖数: 37 精华帖: 1 |
92楼
主题:回复:PLC常见编程问题点总结(S7-300) 非常棒的帖子,感谢分享! |
|
JL4_207 侠圣 经验值: 4542 发帖数: 809 精华帖: 2 |
93楼
主题:回复:PLC常见编程问题点总结(S7-300)
暂无
|
|
20161022H2LP44 游士 经验值: 213 发帖数: 10 精华帖: 0 |
94楼
主题:回复:PLC常见编程问题点总结(S7-300) 来点赞,来学习。 |
|
zbhdm 至圣 经验值: 12659 发帖数: 1579 精华帖: 1 |
95楼
主题:回复:PLC常见编程问题点总结(S7-300) 这样的好帖,留个记号,收藏!
努力学习西门子
|
|
goatking 游民 经验值: 81 发帖数: 2 精华帖: 0 |
96楼
主题:回复:PLC常见编程问题点总结(S7-300) 给你点赞!
|
|
威师爷 至圣 经验值: 37430 发帖数: 5126 精华帖: 47 |
97楼
主题:回复:PLC常见编程问题点总结(S7-300)
工业起重机防摇摆 QQ:404136820 AntiSwayControl
|
|
勇往直前2200 游侠 经验值: 495 发帖数: 27 精华帖: 0 |
98楼
主题:回复:PLC常见编程问题点总结(S7-300)
你不知道的西家
|
|
泰TAI 侠圣 经验值: 2390 发帖数: 174 精华帖: 0 |
99楼
主题:回复:PLC常见编程问题点总结(S7-300)
|
|
yzs 侠圣 经验值: 3480 发帖数: 441 精华帖: 7 |
100楼
主题:回复:PLC常见编程问题点总结(S7-300)
谢谢各位的支持和回帖,你们的回帖就是我发帖的动力。在此特占百楼纪念一下~~
|
|
Zane 至圣 经验值: 76318 发帖数: 19347 精华帖: 378 |
101楼
主题:回复:PLC常见编程问题点总结(S7-300) 改了又改还有错!
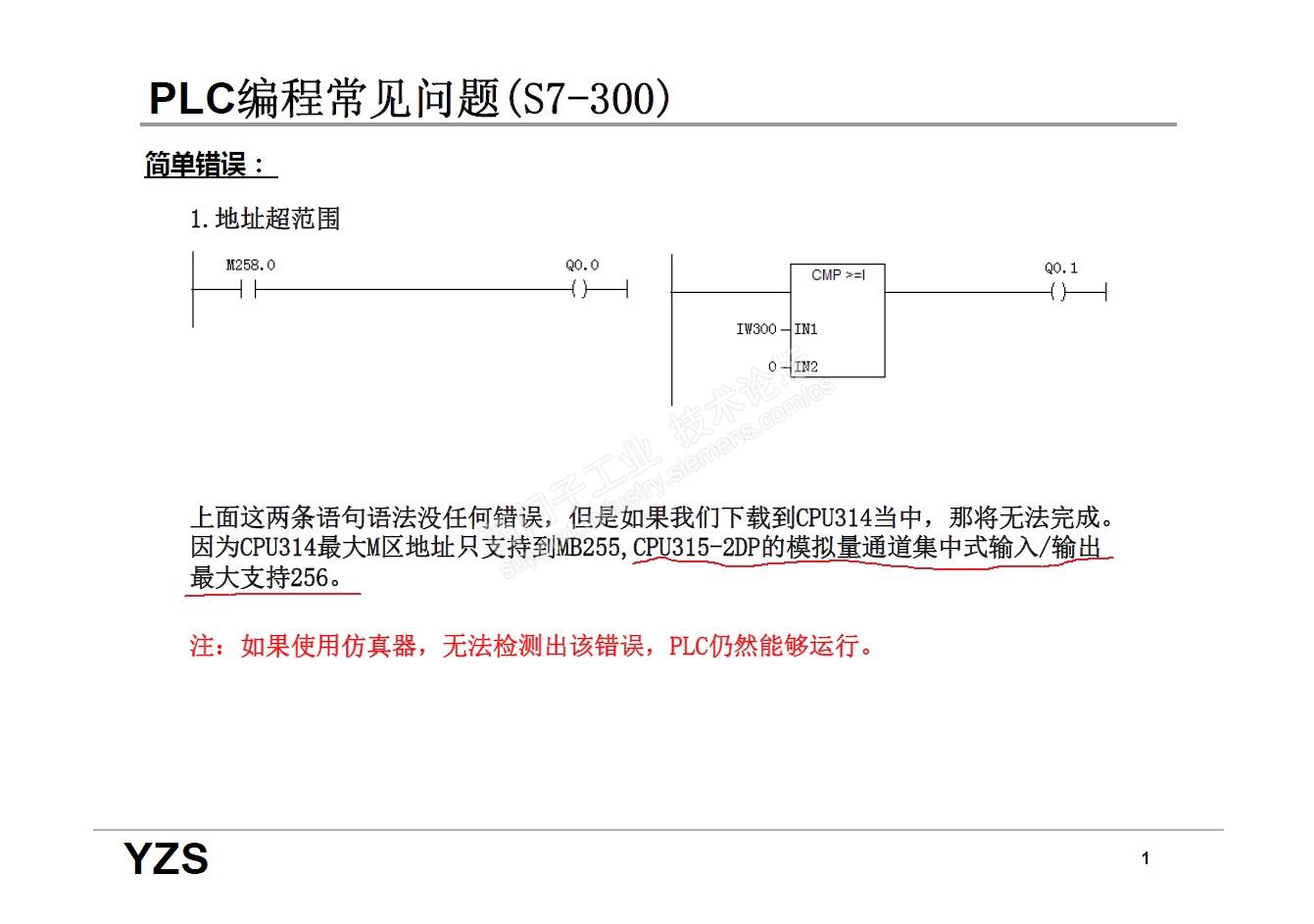
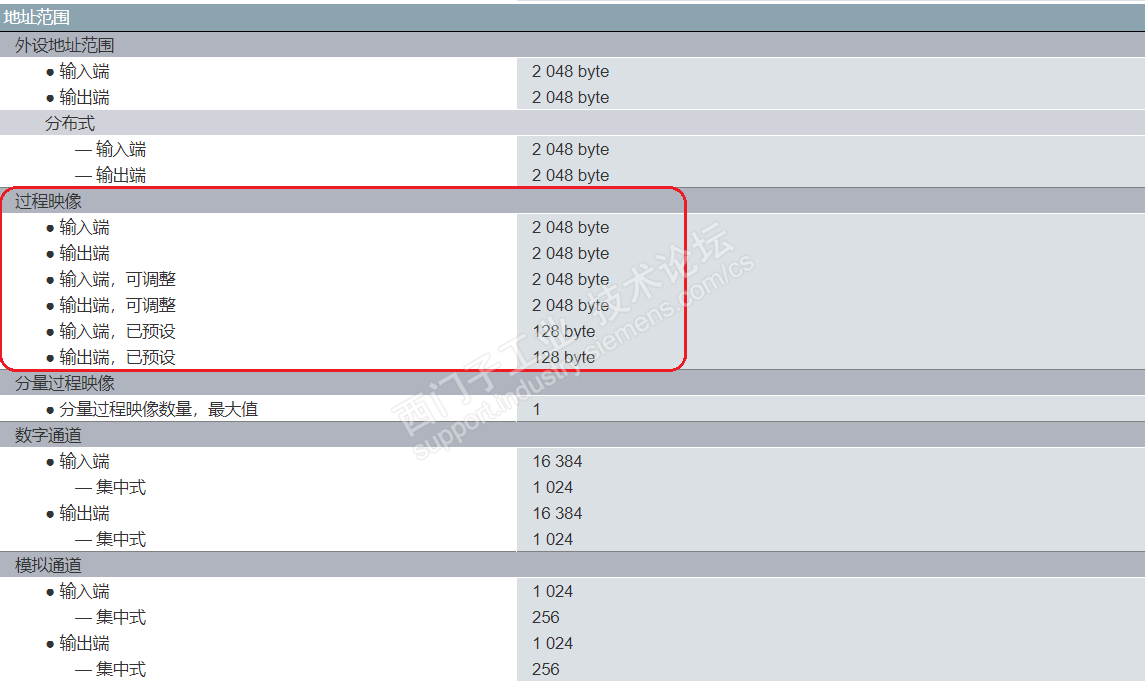
划红线的这一句话有多么的不严谨,又包含了多少错误呢!? 一,S7-300集中式布置的模拟量通道数最大是256,跟地址有啥关系? 二,外设地址范围(IO地址寻址范围)与过程映像区地址傻傻分不清呀! 三,本来就没搞清楚,也不去查个手册资料的落实一下,也不看看有啥变化。拍脑袋就出个总结去忽悠人,第一页就错得离谱。 就以315-2DP的最近两个大版本为例:
CPU 315-2DP 6ES7315-2AG10-0AB0 寻址范围 2K字节,过程映像区128字节,固定不可调节,因此地址128以上都是外设地址。地址256是系统的默认设置,并不是超过地址256才有问题。
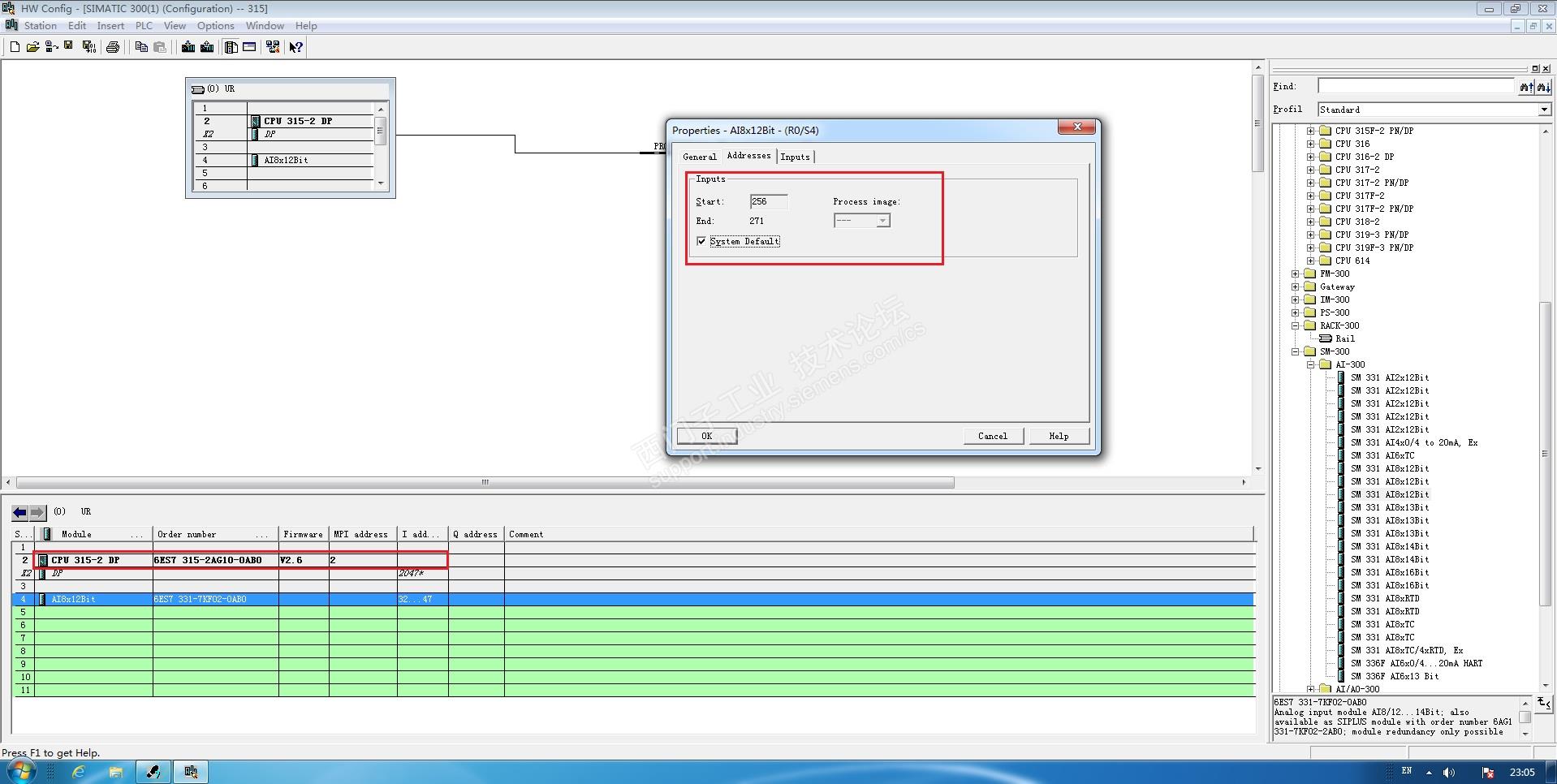
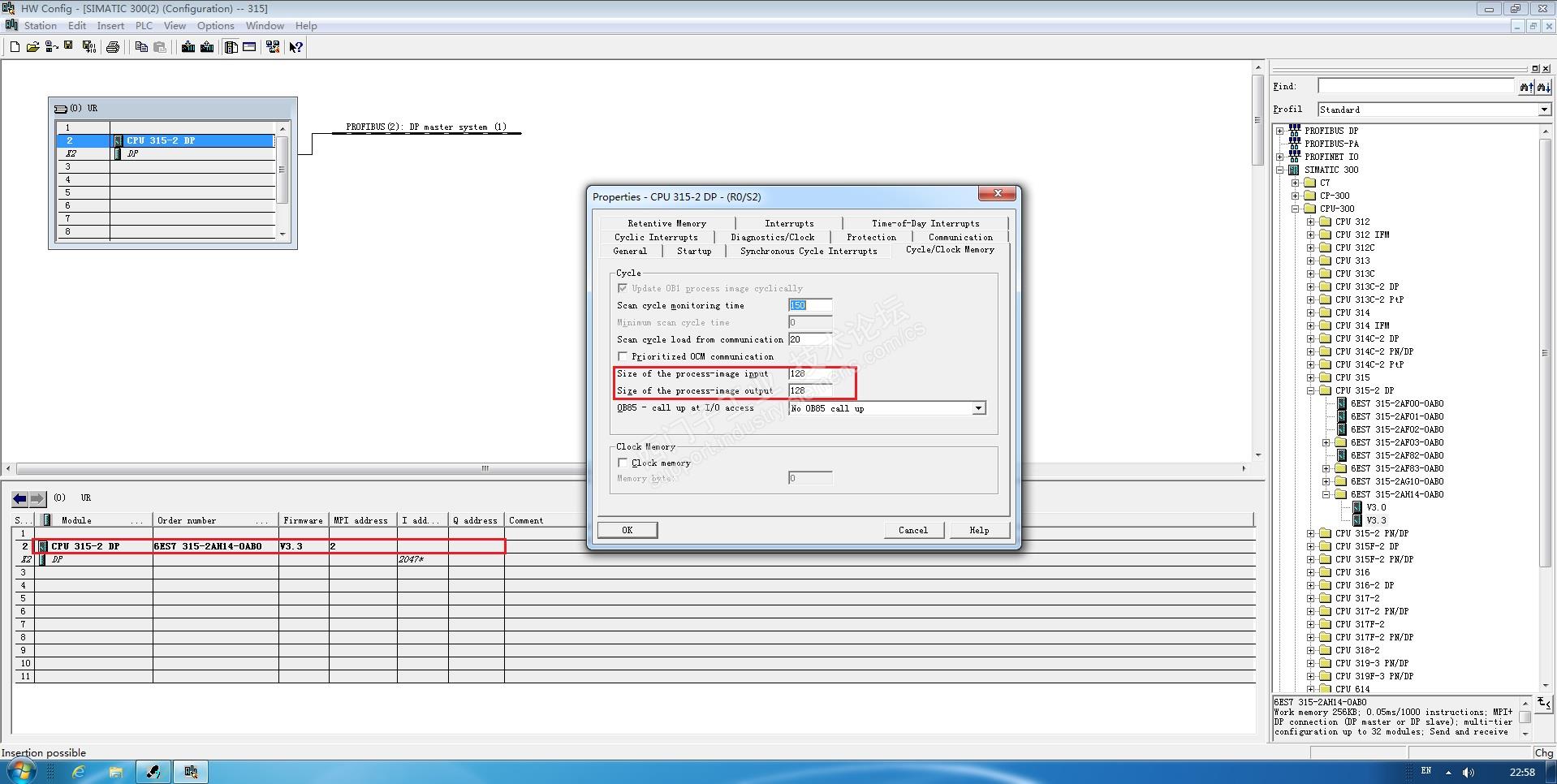
CPU315-2DP 6ES7315-2AH14-0AB0 寻址范围 2K字节,过程映像区默认设置128字节,可调节,最大调节范围为2048 ;因此如果是默认设置,地址128以上都是外设地址;但如上图所示设置为512,则地址300就是映像区地址。 请问,@yzs 你总结的是哪一款CPU,映像区地址范围是改了还是没有改的前提下? 对不起,我要连续指正你的《总结》中的错误之处,为了广大网友不受你的错误贻害,且不想与你口舌之争,我还是决定锁帖!
Zane
注册自动化系统工程师
Always save before download
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城
























 短信登录
短信登录
