有图
目的:
板链以一定频率连续运动(板链速度手动可变,但是不经常去调节),物料不间断的来,通过皮带1和皮带2的速度差拉开一个固定的间隙,再从皮带2连续上到链板机上(两个隔板中间)。要求速度每秒上6个物料到链板。
我的想法:
用板链末端轴向编码器连接S7-200Smart,用于计算速度板链速度,根据算出来的速度大小,给皮带2的伺服做速度匹配,当传感器1第一次感应时皮带1、2停止(连续上料成功后无需停止),等待传感器2信号,两个信号同时感应时,皮带2速度迅速同步链板速度(皮带1跟随动作),在物料连续的情况下,完成对链板机的连续上料过程,伺服用PLC脉冲控制。
老感觉这样的方案那里不对,请各位大神指点迷津,感谢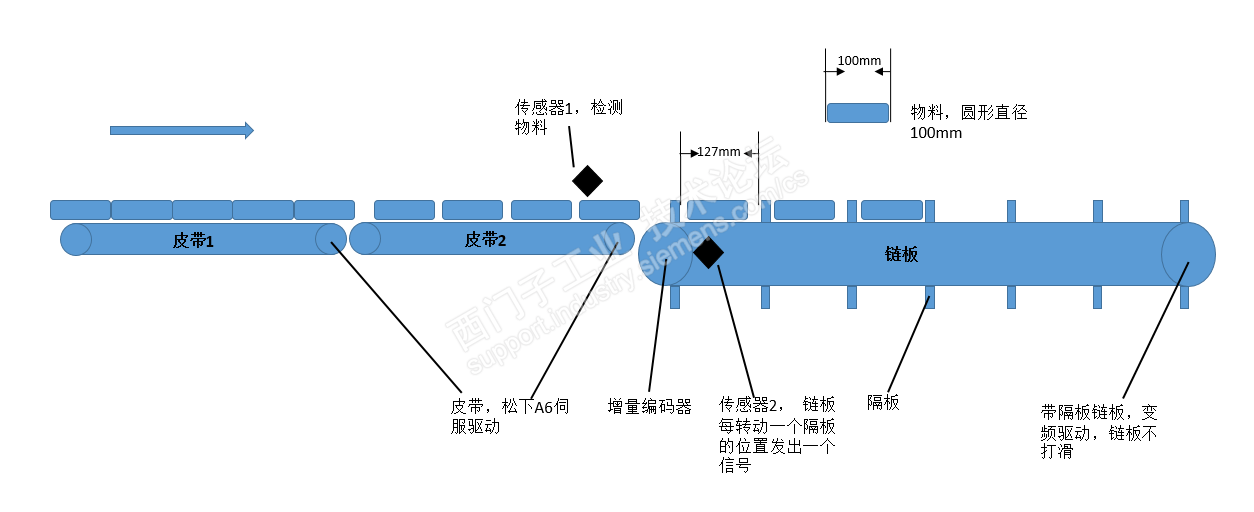









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
