在项目的实际应用当中,有一种控制它不属于固定的控制步骤,先操作什么设备往往会根据生产情况自动调整设备的启动停止顺序。然而这种控制程序无法在PLC程序中是无法完全写出所有路径,往往需要在生产过程动态调整控制顺序,在西门子称为顺序控制系统(SES).顺序控制一般分为上位机+PLC控制两部分,上位机负责动态生成控制路径(顺序步骤)下达到PLC控制程序中,PLC负责控制设备的启动停止.
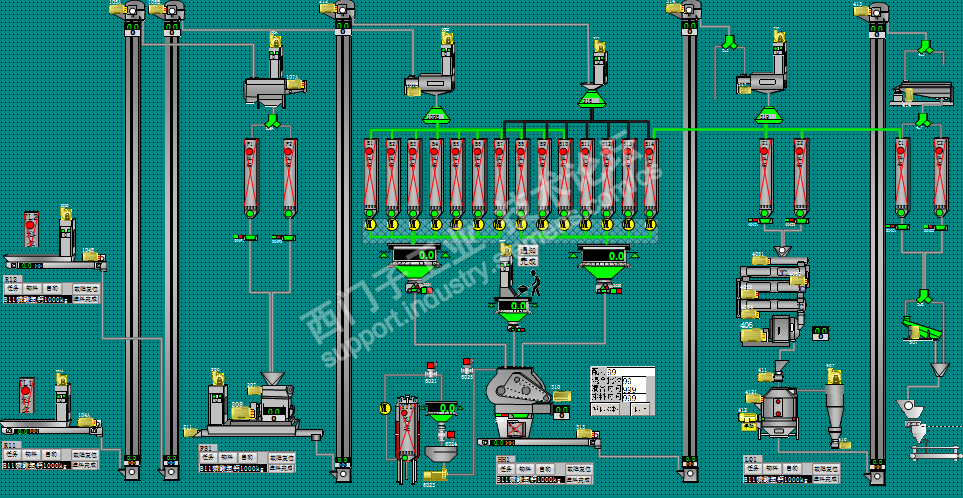
案例工艺(进料系统):投料刮板机A+投料提升机B+投料分配器C+投料目标仓位D1、D2、D3、D4.,根据生产要求,在生产过程中操作者会根据实际情况将物料投入到D1,D2,D3,D4仓中的任何一个,要求自动启动设备ABCD完成设备的控制。
分析:按传统控制方式我们可能会写4条路径的PLC控制程序(A-B-C-D1,A-B-C-D2,A-B-C-D3,A-B-C-D4),如果工艺中间多个分支,那负责控制控制顺序步骤的程序将会变得很庞大。而且每种生产过程对每台设备的控制参数要求不一致(压力、位置行程等),以及相同控制顺序由于进入的不同物料参数都有可能不一致等,这样程序就显得复杂。我们参考西门子SES控制系统,根据项目的实际控制需求,设计出一套属于适合自己生产工艺的SES控制程序。
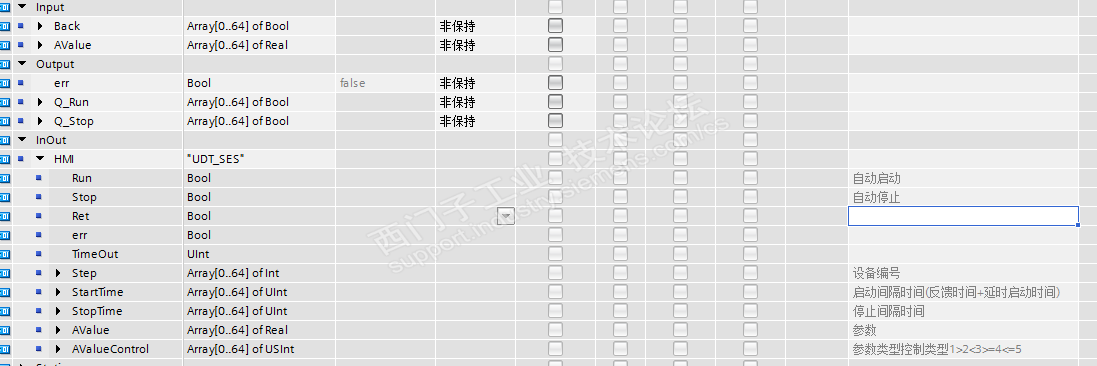
原理:上位机采用WINCC控制系统+自定义开发控件的方式,在自定义控件中,我们采用类似导航性质思路,根据生产生成需求的不同,动态生成PLC所需的控制路径、每台设备所需的控制参数(电流、压力、行程、连锁关系等),行程类似配方的形式下载到PLC控制系统中,PLC根据下载的控制参数,自动控制需要的设备。
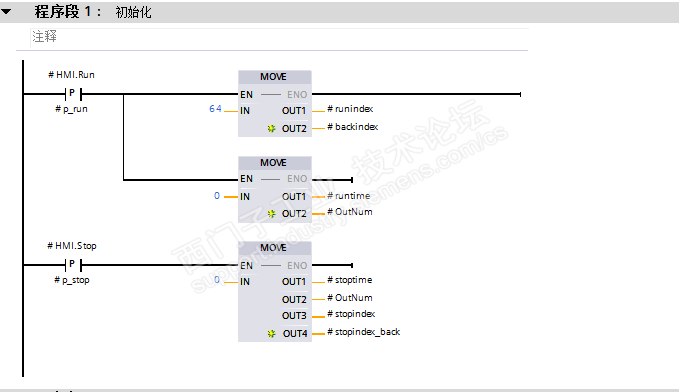
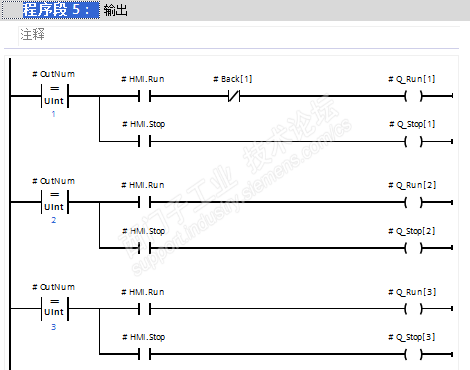
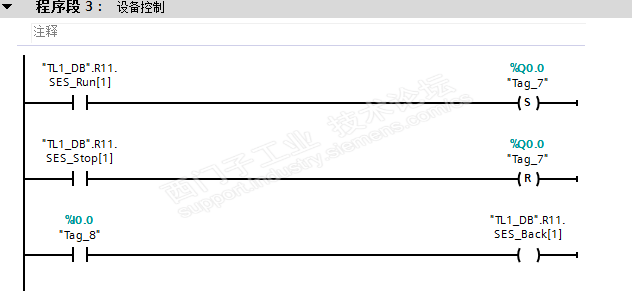
由于PLC程序比较简单总共分为6个程序段,就截图分享。上位机控件部分由于不同的应用场合会有所不同,就不再分享了。






工艺
 a.pdf
a.pdf









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
