张力控制方式分为直接张力控制和间接张力控制。直接张力控制需要张力计直接测量出当前带钢的张力值。带钢两侧都有测压头,如图1测张辊所示,张力大小(A+B)/2,并通过A-B的值判断倾斜。间接张力控制通过张力辊电机反馈的转矩值计算张力值。2种控制方式的优缺点在于,有张力计的,读出来的值更加精确,可以较好的把控张力大小,尤其是影响最后成品的几个区域,但是它的值因为要通过张力计传给PLC,PLC给变频器再给到电机,时间上有滞后性,加减速过程中会有张力波动。本文介绍的是直接张力控制。

图1 测张辊
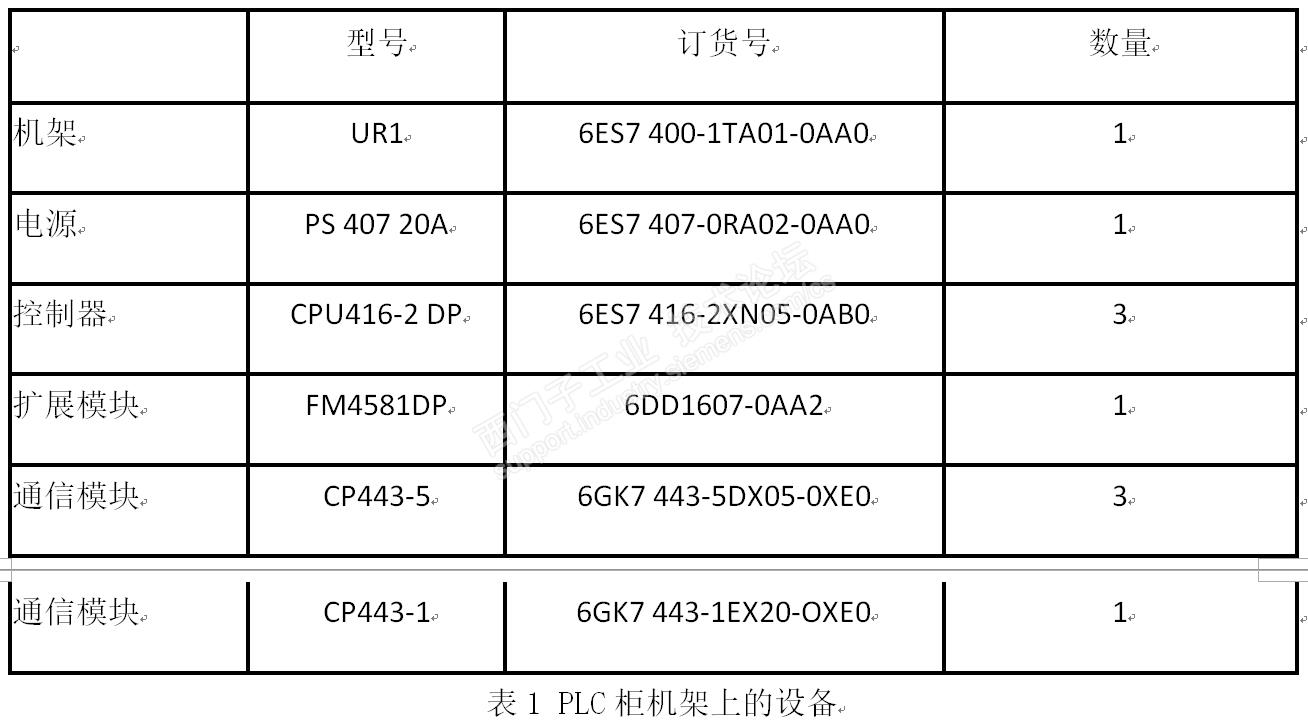
主机架设备如表1。
分布式IO设备如表2。

张力辊对带钢的张力大小为张力=转矩*齿轮比/半径。张力大小换算如图2。张力辊组通过负荷平衡把力分配到每个张力辊上,根据辊子的辊径,位置,额定功率等来分配。为使机组稳定运行,所需要的张力根据带钢的板型(硬度,材质)厚度,宽度不同进行修改。也可以由现场操作根据现场带钢情况手动修改。
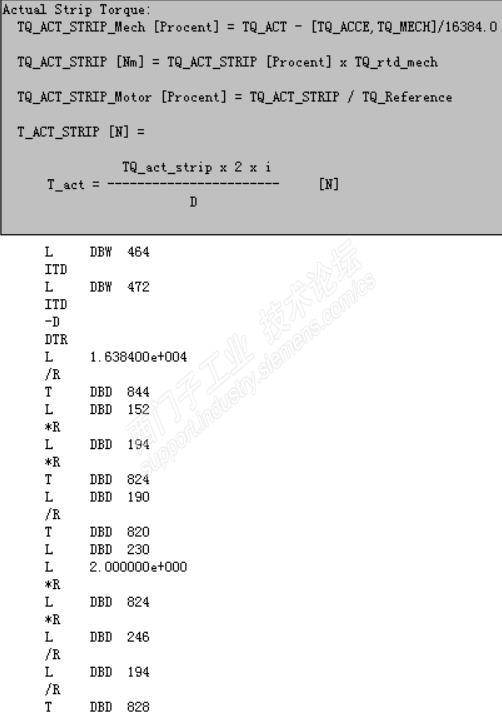
图2 张力的计算
将张力计的接线连接到6ES7 331-7KF02-0AB0模块上,对张力计数据进行读取,并通过功能换算得到(A+B)/2和A-B的值,如图3所示。
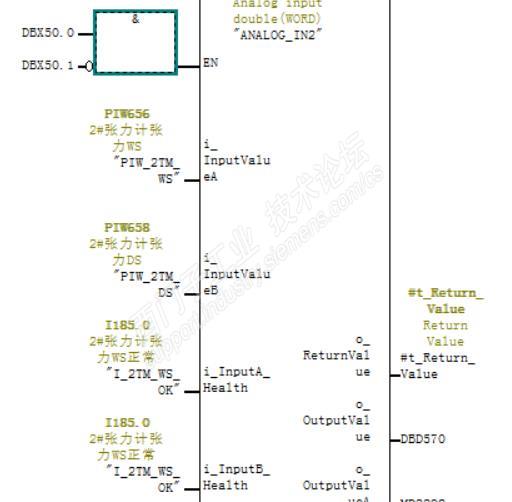
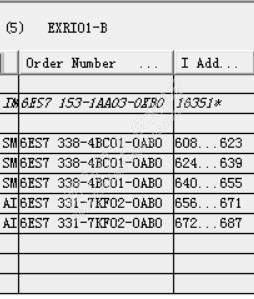
图3 张力计数据读取
在张力控制时,通过PI控制(其中设定值为通过带钢状态换算的设定值L2值或者现场上位机操作员设定值HMI值,PI输出值通过换算发送给S120的转矩设定值,实际值为S120侧反馈的转矩)将设备转矩进行线型控制,从而达到所需要的控制效果。PI控制器程序如图4所示。
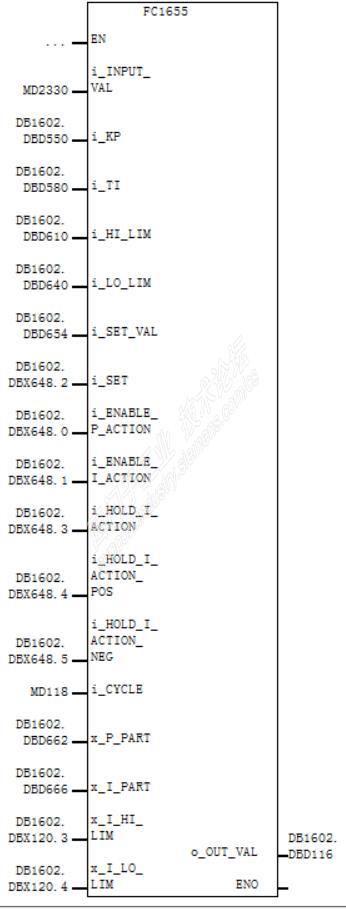
图4 张力PI控制器
在对直接张力控制和间接张力控制时,由于存在PLC发送给电机和电机反馈给PLC的迟滞性,而这种迟滞性在面对带有张力计的直接张力控制时出现实际值与设定值比较后给到的电机输出值和电机实际给出的转矩会有些许延时导致张力在面对升降速时会很明显的显示出来。所以在项目调试时需要处理好PI控制器的参数,使的带钢张力在升降速时不会产生较大的波动。在调试阶段通过之前项目中的模板的PI参数上做细微调整,由于现场钢材结构复杂多变,有厚板和薄板的区分,在张力波动下厚板的实际张力的波动在可接受范围内,但是薄板的张力波动幅度就比较大。在这种情况下大幅度修改参数测试发现:
1.修改P参数使薄板升降速稳定,厚板在稳态运行时震荡较大。
2.修改P参数使厚板稳态运行时震荡正常,薄板升降速达不到设定张力。
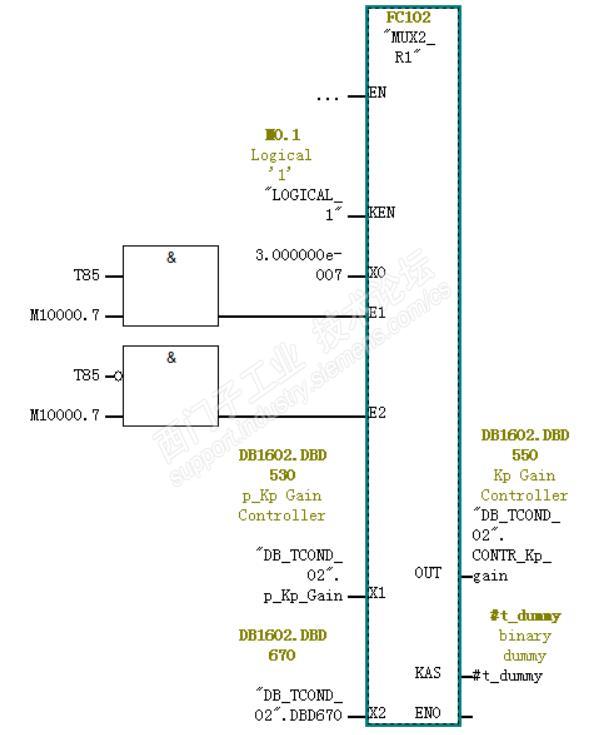
根据测试决定将厚板和薄板参数分开设定,如图5所示,M10000.7表示为薄板,而X0管脚为厚板。先对厚板进行参数测试,在升降速和稳态时张力波动可接受。然后测试薄板所需要的参数。对薄板参数进行修改测试发现:
1.修改P参数使薄板升降速稳定,薄板在稳态运行时震荡较大。
2.修改I参数使稳态运行时震荡减小,在升降速时达到设定速度时间更久
根据测试决定将薄板的升降速状态和稳态运行状态参数分开设定,使用T85判定是升降速状态还是稳态状态,分别给定不同的P参数X1和X2,在测试后发现可以达到用户需求。
-------来自 西门子技术支持工程师









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国


 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
