其实我是从2004年左右已经开始接触西门子产品了。那时工厂里使用的是S7 400系列的产品,因为设备是从国外进口的,所以从编程到调试都是由老外来完成的,我们电气维护人员只有看着和学习的份。
我真正使用西门子产品的选型、编程及调试是从LOGO!V6.0开始的。
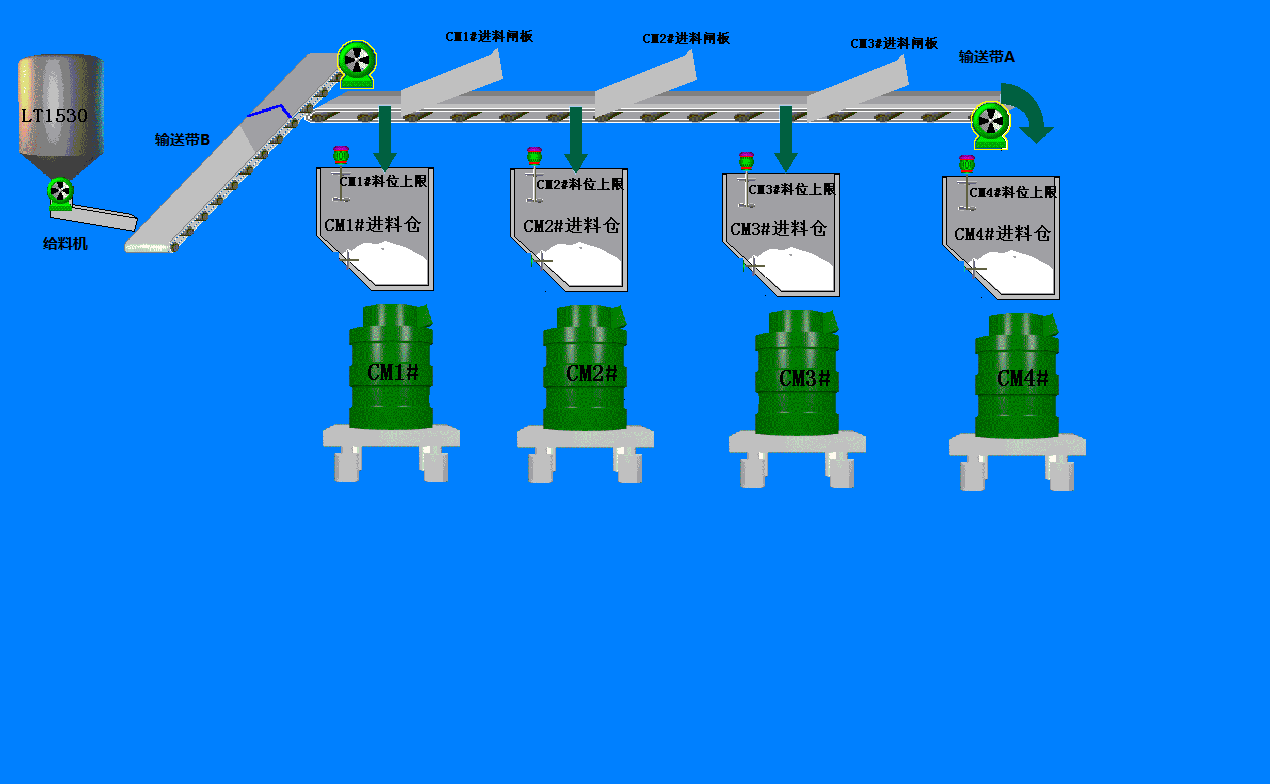
因当时我们工厂里有一批国产的粉磨设备,都是用传统的二次线来控制的。由于国产的生产线产量较低及能耗较高,一般情况下是用于夜班21:00左右开机生产(从生产成本考虑,利用低谷电生产)。现场共有4台国产磨机,这几台磨机的最大缺点是磨机的进料仓太小,一仓料只能供磨机生产约50分钟。如果4台磨机同时开启,操作人员的劳动强度会很大,且由于一仓料只需7份钟左右就会满。操作人员往往因为打料太频繁,经常导致磨机断料或因为忘记关料导致料仓溢料而造成原料的浪费及污染。
为了解决这个问题,我们决定对国产磨机的料仓进料系统进行改造。因为国产磨机的效能不高,所以从技改方面就需要考虑到用最小的成本换取最大的效益。这样我就想到了使用西门子的LOGO!系列产器。
以下就是大致的控制方法及编程控制思路:
因LOGO!0BA6最大只支持24个点,当时的设备有:两条输送带、一台给料机,外加三个进料闸板,和8个料位器(每个料仓有一个上料位及一个下料位)。IO配置图如下:
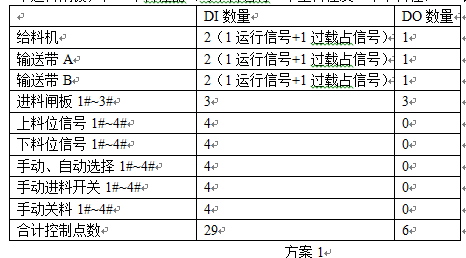
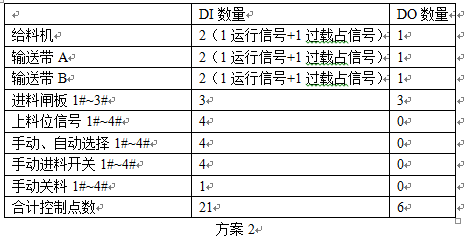
显然,方案1不合理,需要对设备及DI点进行精简,得出方案2
下面再介绍一下控制思路:本方控制方案共分为手动模式及自动模式。
当处于手模式时,按一下相对应的进料仓进料按纽,如1#进料按纽,输送带A开启,2秒钟后,输送带B开启;再过2秒钟后,且1#进料闸板落下,输送带B的进料给料机开启。当中途要进另一条料仓时,本料仓进料闸板落下,非本料仓进料闸板抬起。当料仓满后,进料系统会接到上料位信号自动停止进料。
当处于自动给料时(初次进料前,先将料仓手动打满),将所需要进料的料仓模式选为自动进料模式,40分钟后(正常一仓料需生产50分钟,设为间隔40分钟打一次料是防止空机,造成能耗的上升及不必要的机械磨损),系统会自动进料,直至上料位信号接到料满信号后,系统会停止进料,直至下一个40分钟,再循环进料。
其实,从描述上较为简单。然而从设计思路到整个程序的编写、改进及测试,因个人水平有限,其间经历了多次反反复复,从接线,大约经历了20多天的坚辛钻研终于完成了此次改造。任务改造成功后,操作人员的劳动强度大减少,并且磨机的产能也提高了不少。同时企业也成了西门子产品的受益者。
控制原理图

控制箱外观图

控制箱内部图










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国



 普通
普通


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐










