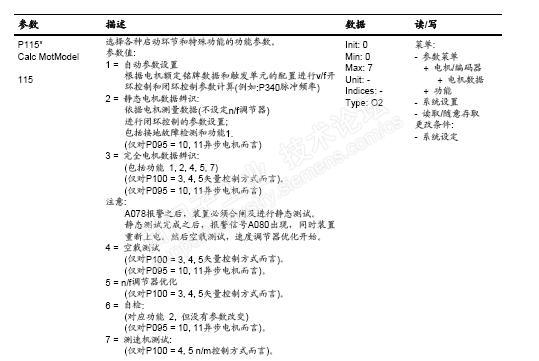
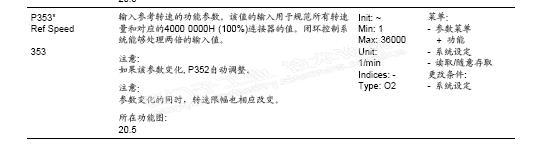
前段时间车间技术员给我反映一个情况,就是生产线工作时,挤出机速度是跟随计量泵速度自动给定的,挤出机电机速度通过编码器反馈会变频器,挤出机的给定及实际速度在触摸屏可以显示。这些数据交换都是通过西门子DP通讯来完成的,一次停机再开机 ,发现了一个问题,原来计量泵速度为87转,挤出机速度在82转左右,当这次速度为109转。怎么会出现这个问题呢,我问电工技术员,有没有动这个70VC的参数啊,他说只是在停机时做了一下,电机参数P115=1的优化,因为当时挤出机在启动时候感觉启动力矩不够大,其他参数都没有动。于是我就查看P115及通讯给定参考速度值P353参数说明。
再看看P353关联的功能图20.5
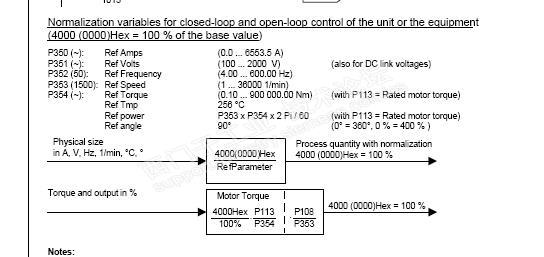
到现场电柜内查看P353数值为1500,这个数值是默认值,在对照以前出厂厂家给的备份资料,查看P353原始值为2001,问题就出在这里了,做P115=1优化后会自动更改一些相关的参数,如P115及其他电机参数值。将P353改成2001后数据立即显示为82跟以前差不多一样了。
这次的问题解决也给我提了个醒,看起来简单的电机优化也会造成一些附带问题发生,再仔细看了一下P115参数,如果P115=4或3优化就不会出现参数自动更改的问题。









 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城 西门子中国
西门子中国

 钻石
钻石


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐



















 短信登录
短信登录
