| 作者 | 主题 |
|---|---|
|
高山孤影 至圣 
经验值:38695 发帖数:3537 精华帖:108 |
楼主
主题:【分享】西门子LOGO!0BA8在自动焊接生产中的应用 
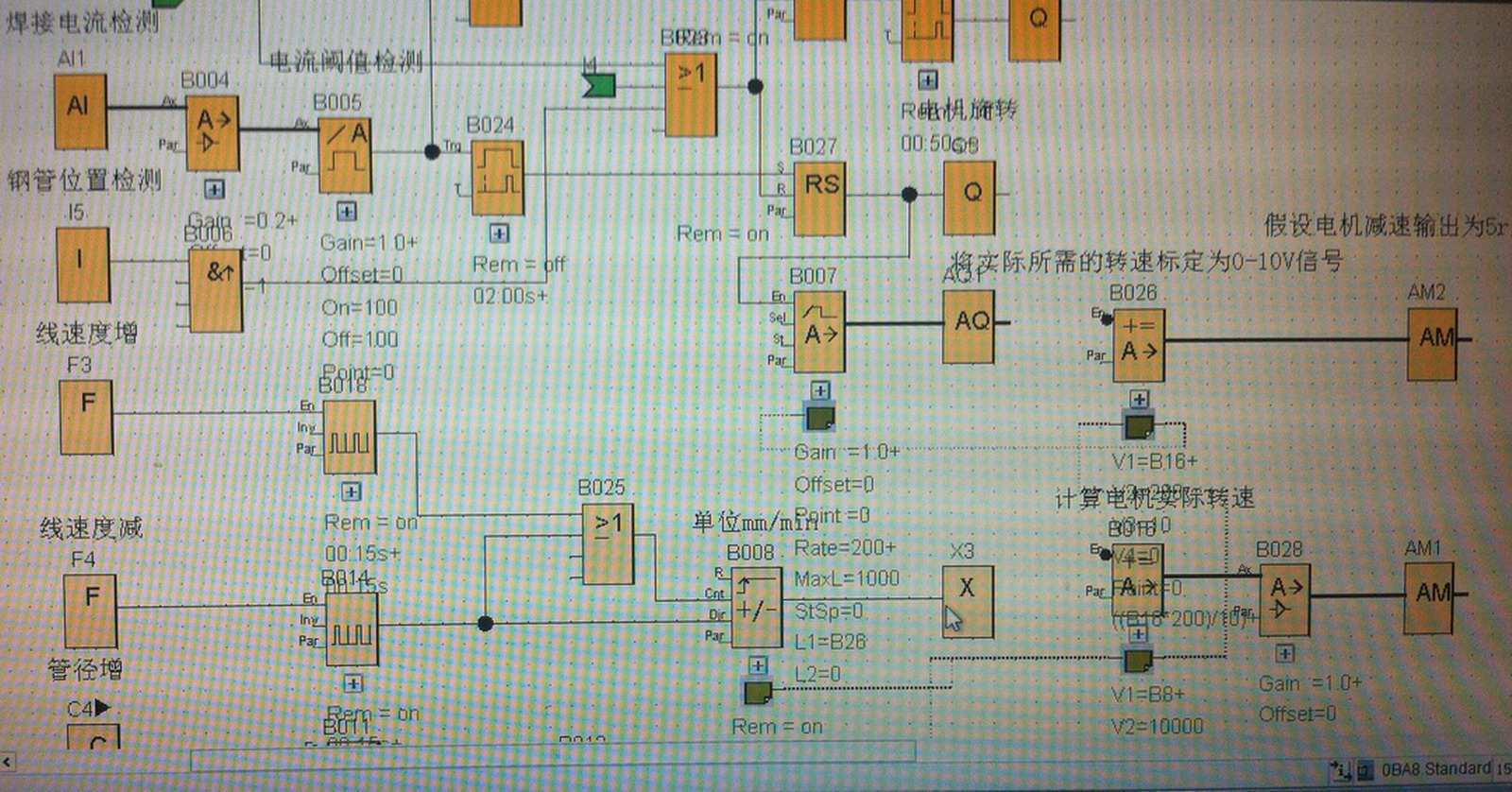
最近刚做完一个自动焊接项目,拿来论坛与朋友们交流一下。 该项目使用了一只西门子LOGO!12/24RCE(0BA8)模块,一只AQ2模拟量模块。 一、工作流程: 钢管吊装到位后,启动程序,焊枪自动进给到位,焊枪到位后,焊机根据焊接电流(在焊机上设置)起弧,检测到起弧电流稳定后,钢管开始旋转,旋转到位后,停止焊接,焊枪回位。 二、程序特点: a) 设置好管径后,根据设定的线速度自动选择电机转速,无须人工干预。实际转速的计算公式:n=Vi/πD,n为电机转速,V为电机线速度,D为钢管直径,i为减速比,此处取减速器输出轴作为光电开关的检测轴,i取1。 程序:
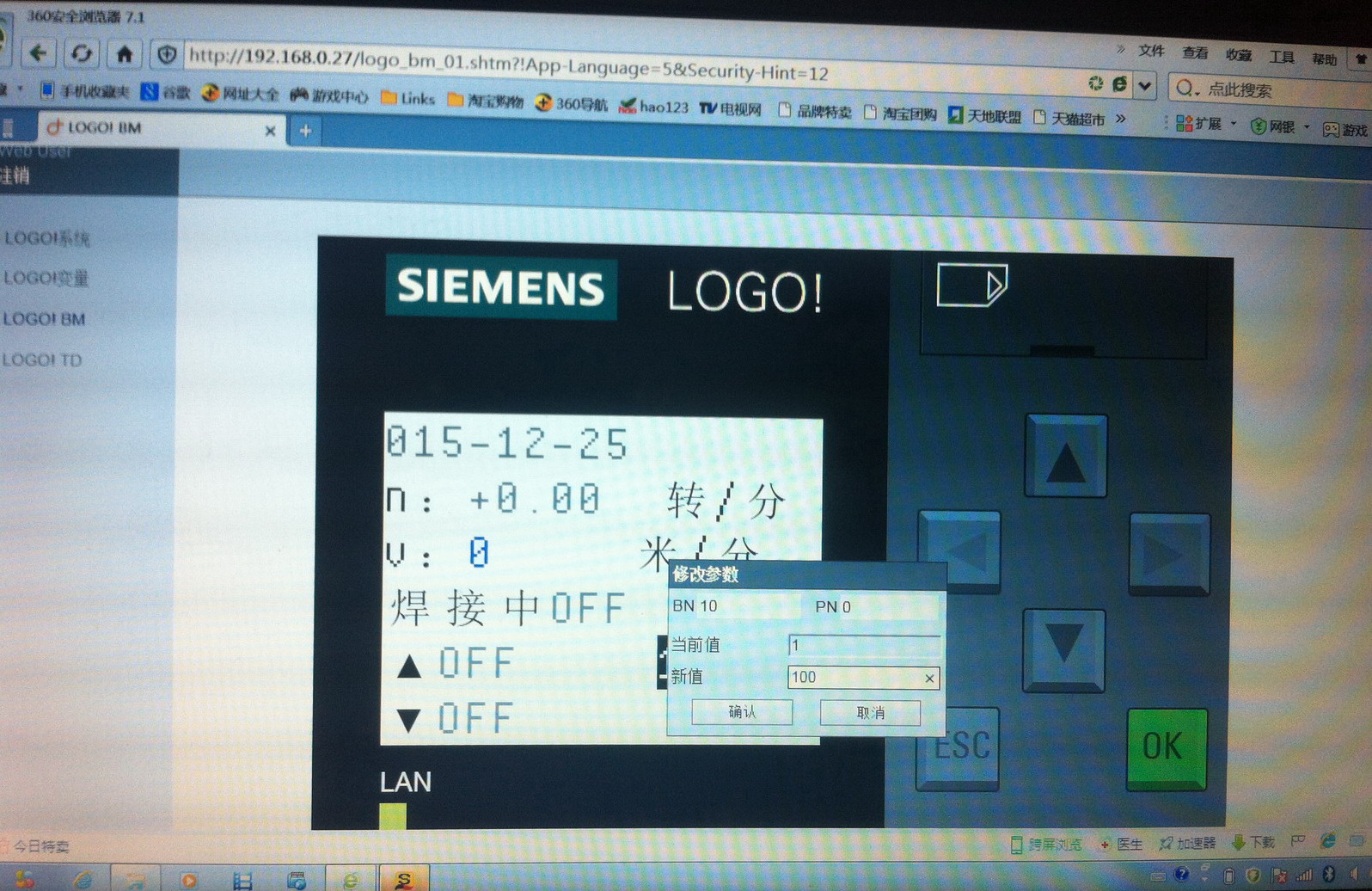
b) 使用LOGO!12/24RCE(0BA8)的网络通讯功能,在电脑上进行主要参数(管径、线速度)的修改,并能用网络TD的按键进行启停操作,方便快捷。 图片1:
这是在LOGO!BM中的修改画面。V应为毫米/分。 图片2:
这是在LOGO!TD中的操作画面,一样可以修改、设置参数。V应为毫米/分。 c) 可以在手机上观察焊接曲线及焊接状态。 图片1:
这是在LOGO!APP上添加的网络地址,上面为在公司用的IP,下面为在家用的IP。 图片2:
这是输入开关量的状态监控表。 图片3:
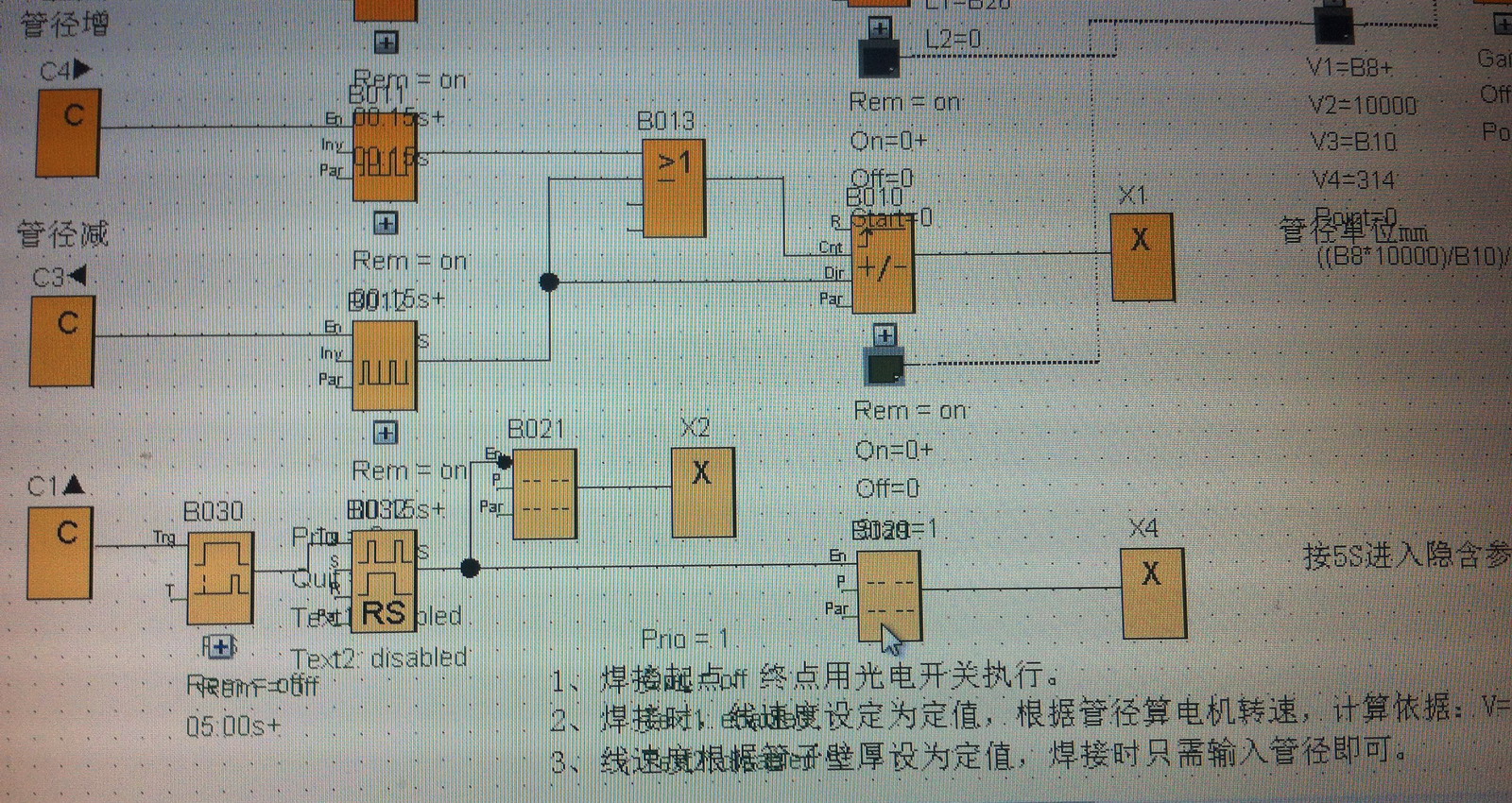
这是模拟量输出信号的监控状态。 d) 含有隐含参数项,调整参数更全面、更方便。 程序:
按ESC+C键5S,进入隐含参数,可以通过对隐含参数的调节,优化焊接工艺效果。 图片:
另外,在LOGO!中还备了一只2G存储卡,手机上淘汰下来的,可以随时增加数据记录功能,因为在试验阶段,这个要看厂家要求,可以在焊接开始后对焊接电流进行记录,方便查看电弧情况。
http://blog.163.com/xiuzhang_2000/
|











 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 自动化标准机型应用中心
自动化标准机型应用中心 官方商城
官方商城