| 作者 | 主题 |
|---|---|
|
千万个为什么 至圣 
经验值:10647 发帖数:781 精华帖:9 |
楼主
主题:840D数控磨床恒线速度改进 
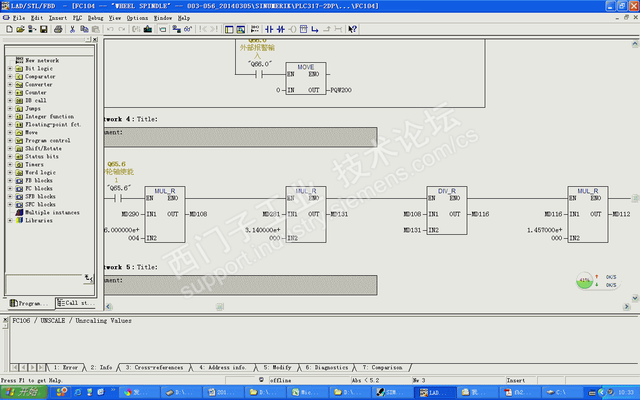
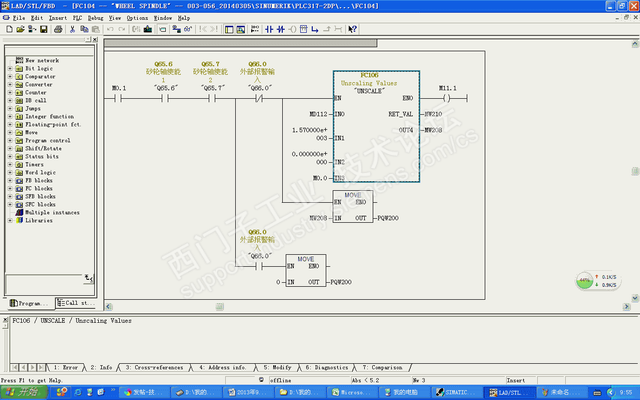
存在问题: 公司数台840D磨床,砂轮转速采用变频器的三段速控制,新砂轮直径900mm,需要用至700mm,砂轮转速只有高、中、低三个转速。砂轮直径随着修整和磨损不断减少,而转速在相当长的一段时间内没有变化,线速度会不断减小,造成磨削阻力增加。 改进措施: 1、通过R参数记录最新砂轮直径(NC程序通过修整量计算,单位mm)砂轮线速度(砂轮材质和制作工艺决定的,单位m/s) 2、使用NCVar Selector建立两个R参数的源文件。 3、通过FB2实时读取R参数。 4、根据公式 线速度(m/s)=周长(mm)*角速度(转/分)
5、通过FC106,将转速输出给模拟量输出模块对应的PQW,控制变频器模拟电压输出。
项目总结: 提高磨削效率和保证磨削质量的一致性。
学如逆水行舟,不进则退! wwhoho@163.com
|











 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城