| 作者 | 主题 |
|---|---|
|
渔明锅红 至圣 
经验值:24921 发帖数:2059 精华帖:83 |
楼主
主题:德马格五轴加工中心的刀库更换位置错乱,始终停留在31位置。 
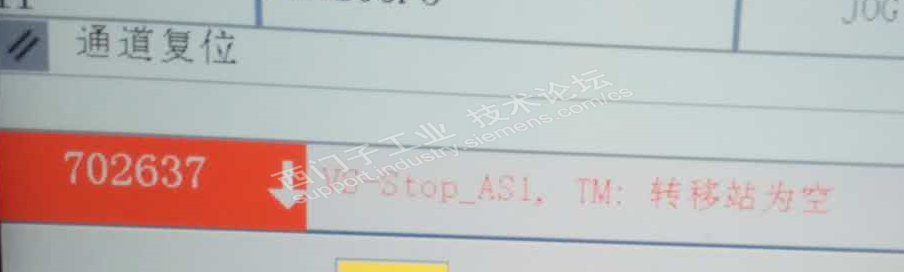
故障代码:702637报警
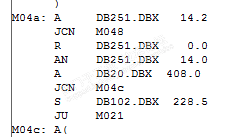
故障现象:操作工进行换刀,所换的刀在20的位置,总共有36个刀架位置,20的位置是T100号刀,执行指令后出现上述报警,并且不是停留在20号位置,而是31号位置,又重新换T80号刀结果也是在31位置。 解决过程:说实在的五轴联动我还是第一次去修,心里没谱,那操作键很陌生不同于数控车床,怎么换刀只能求助操作工,我首先查到报警信息是DB102.DBX228.5,(没有源程序,没有提供给我们)
看了程序也只能犯傻,没有什么帮助,检查了一下刀库电机定位信号F8-43X71计数,和F8-44X71刀库回 参考点脉冲信号,也是正常的。
从上图的36个架位置计了36 次数,还有检测到了回参考点的脉冲。 也没好的办法,为什么刀库位置会乱,首先PLC程序是没有人动过,无非是机器的操作画面参数操作工会动,可是这个我是一无所知,我先进行NC程序备份,PLC没有备份,因为问题出这儿不太可能,备份完后我恢复2016年的NC程序(注意:此时驱动器使能还上着呢,我们要先关闭使能) NC程序恢复完成,吃过饭再开机测试,结果情况不一样了,换刀T100的位置跑到了16号位置,而不是始终31号位置,不同的刀位置是变化的,只是T100的刀不是所要的刀具,操作工说这是小问题,手动调整刀具,重新分配刀库就OK了,皆大欢喜,我们的操作也是一个很好的维修工呀!
网鱼能够改善伙食,还能释放工作中的压力。
|











 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 自动化标准机型应用中心
自动化标准机型应用中心 官方商城
官方商城