| 作者 | 主题 |
|---|---|
|
渔明锅红 至圣 
经验值:24920 发帖数:2059 精华帖:83 |
楼主
主题:使用编码器计量长度精度的改进分享。 
根据客户的要求改进钢圈的切割精度。 首先先了解原来的控制:
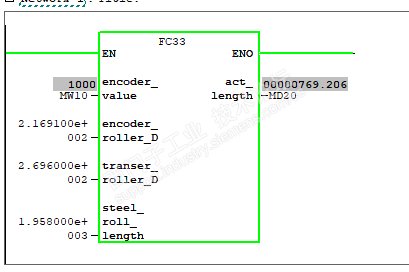
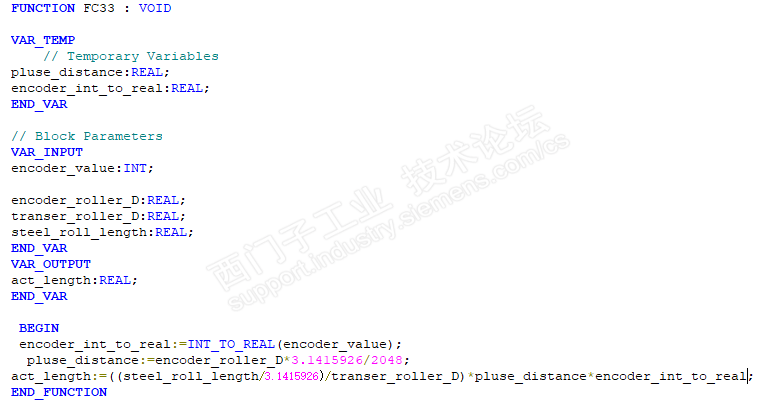
是用的一个计数器和编码器来控制的。 编码器的轮子直径是216.91mm,辊筒直径是:269.6mm,钢圈长度是1958mm,编码器轮子是压在辊筒上的。 通过计算:216.91*3.1415926/360=1.89一个脉冲对应到轮子的长度, 辊筒和钢圈直径比:(1958/3.1415926)/269.6=2.31 再折算到钢圈上2.31*1.89=4.37mm 也就是原来的精度是:4.37根本不能满足其工艺要求。 所以我开始做如下改进:
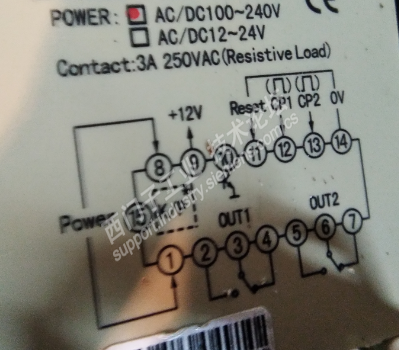
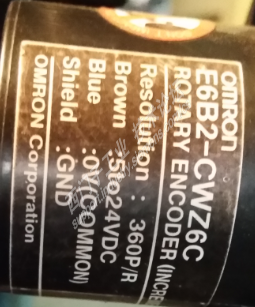
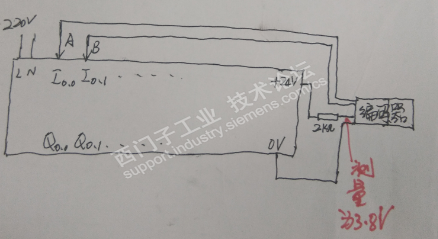
使用一个欧姆龙2048分辨率的编码器,也没高兴找接线手册,编码器接线端子是:UB,0V,A,A,B,B,Z,Z 我想编码器的电源一般是5V,就在24V电源上串了个2K电阻,通电之后发现输入没有信号变化,量了下电压是3.8V.此时我就把电阻取掉,PLC的输入I0.0和I0.1有了信号。 编了些程序测试运算:精度达到了:0.77mm完全满足要求。
MW10来自编码器 经过到现场的测试,定位精度在高速的情况下有10mm误差,是由于电机停车后有缓冲,所以我在电位器的+10V端加了个可调10K的电位器,然后在电位器两端并联一个继电器的常闭触点,当计量的米数达到设定长度的95%时减速到20rpm,然后长度到了就停车切割。实际下来精度达到了0.3mm比老板提出的要求更高了。
网鱼能够改善伙食,还能释放工作中的压力。
|











 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 自动化标准机型应用中心
自动化标准机型应用中心 官方商城
官方商城