| 作者 | 主题 |
|---|---|
|
彩色哥 游侠 经验值:302 发帖数:10 精华帖:1 |
楼主
主题:【840D系统报警 300508 25201故障后更换伺服电机排除故障】 
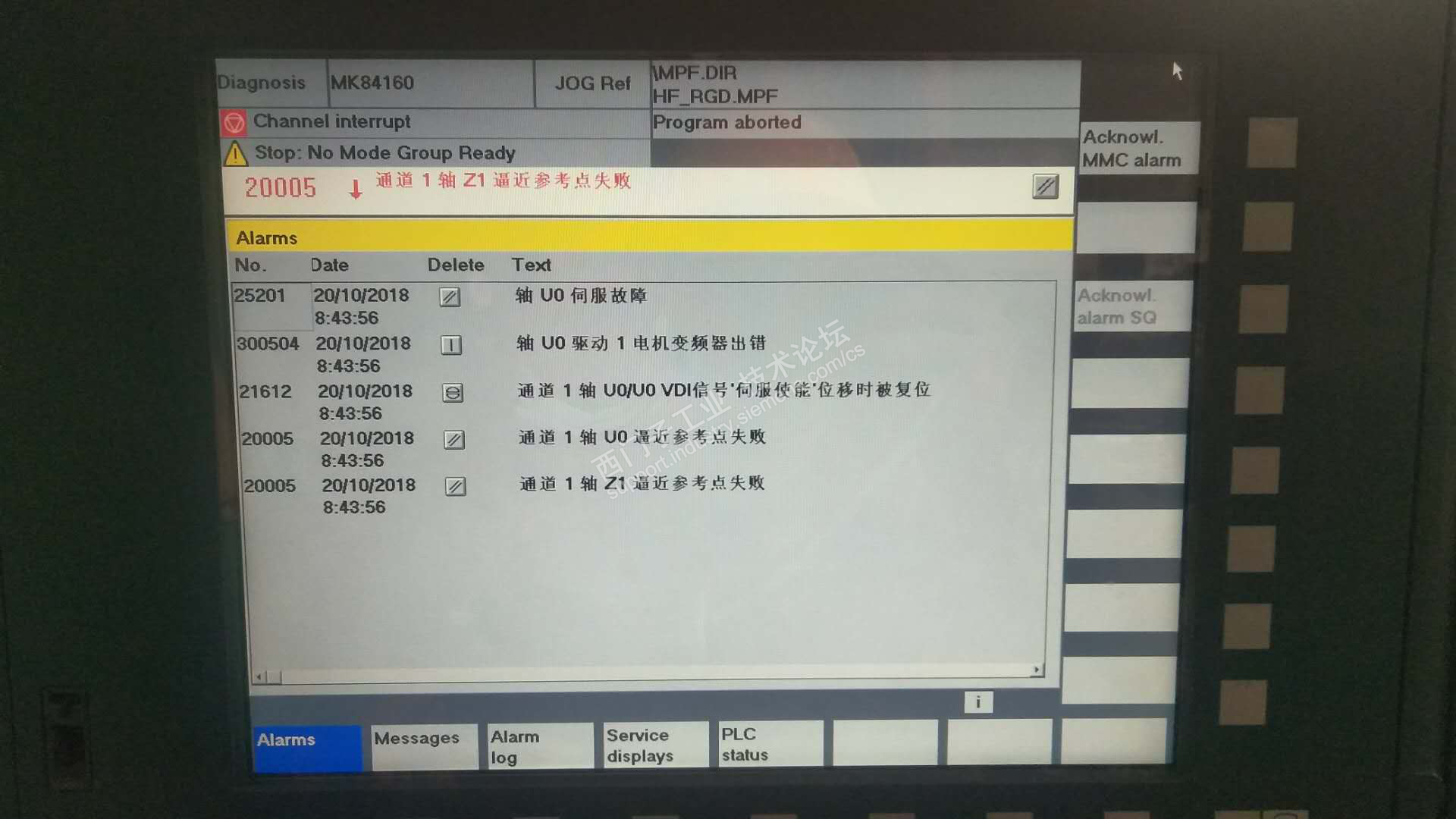
系统 :840D 设备 :160轧辊磨床 时间 :2018-10-25日上午9点 早上接到报警电话后便火速匆匆赶往事发现场,我们维护的1台MK84160轧辊磨床在正常磨削过程中突发报警 代码如下 25201 轴U0私服故障 300504 轴U0驱动1电机变频器出错 21612 通道1轴U0/U0 VDI信号‘伺服使能’位移时被复位 20005 通道1轴U0/Z1逼近参考点失败
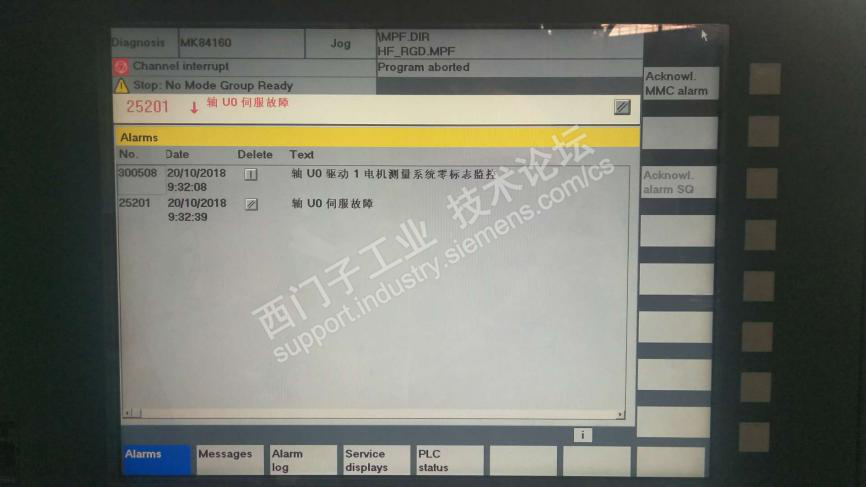
按故障复位后消掉部分故障 剩余为
检查配电室模块情况发现U轴/U1轴 驱动模块亮红灯报警 可缩小故障范围,初步判定为 1,驱动模块故障 2,编码器线路故障 3,U轴电机编码器故障 4,U轴减速箱机械卡死故障。
接下来开始逐项排查
1,在机床轴参数U1界面屏蔽U1轴编码器,30200(1)改为 0,NCU REST重启后,报警代码消失 按回参考点,除U轴无动作外,可正常回参。使用手轮手动调整U轴电机,当转动到0.03MM左右,就会出现上述报警。机床参数30200(0)改回 1,重启回参,继续出现上述报警。
2,检查私服驱动,未发现异常,如高温,线路烧断的异味,异响等,但为了保险起见,我还是在备件库重新领了一台新的换上,重启通电,回参考点,还是出现了上述报警。
3,检查线路,为了方便起见,将X1轴电机的编码线拆下,与U1轴对掉互换,伺服驱动端也要互换,重新送电,回参考点,继续报警。
好了,现在伺服,线路的问题基本可以排除了,重新回库房,找找有没有备用电机,好在万幸,还有1台刚备回来的U轴伺服电机,与旧电机对比型号确认无误后,抱回磨床接线,上电,手动调整U轴手轮,暂未出现报警,回参考点,也未出现过报警。至此,问题点已经找到,接下来就开始拆换电机了。
回装完毕!重新手动调整U1轴电机,未出现卡停,报警等现象,回参考点,运行机床磨削轧辊,磨削精度正常,维修完毕。
总结:此次报警不是我们常见的驱动故障,也不是线路故障,而是伺服电机编码器,根据现场磨工反映是在正常磨削中出现的报警,并未有撞击,大的进给,电流不稳定等外界因素。所以我只能初步断定伺服反馈编码器轴和轴承长期使用有磨损。虽然并不是很常见,但也需要引起一定的重视。今后更应该加强对电机的保养维护。 |










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城














 短信登录
短信登录
