| 作者 | 主题 |
|---|---|
|
永乐一夏 侠士 经验值: 1203 发帖数: 61 精华帖: 3 |
楼主
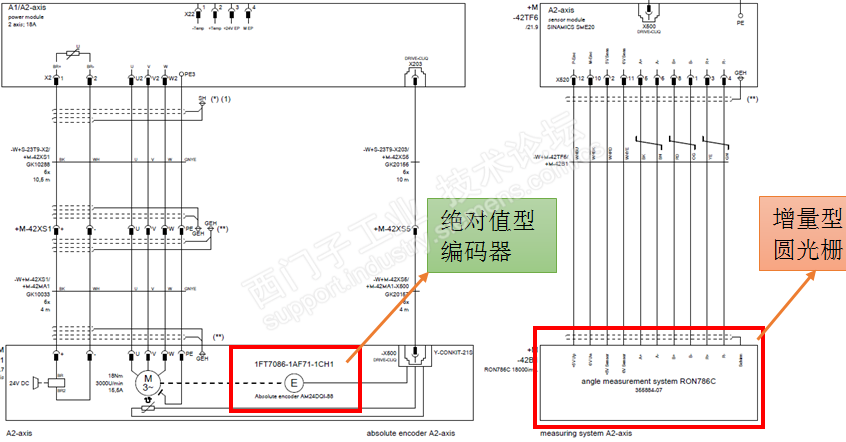
主题:分享下机床A1-A2主从轴参考点的方法 背景描述:机床是GROB的双轴GM4580,A1-A2是主从轴,A2是主动轴,带距离编码的光栅尺,A1轴是从动轴,不带光栅尺,A1和A2轴电机都是绝对值式编码器。 这是A1轴:
这是A2轴:
执行作业:更换后A2轴圆光栅后,重新设定A2轴的参考点 标定之前这里有几个机床数据需要先说一下: MD30200- 指的是机床的测量系统数量,这台机床的A2轴MD30200=2 (编码器+光栅尺) MD30240[0]-指的是第一测量系统的类型,增量式为1,绝对值式为4,A2轴的MD30240[0]=1说明第一测量系统为增量型, 也就是光栅作为第一测量系统,而MD30240[1]=4 说明第二测量系统为绝对值型 , 也就是编码器作为第二测量系统。 总结就是:GROB设定的A2轴绝对值型编码器对应的机床参数下角标为1,作为第二测量系统;带距离编码的圆光栅对应的机床参数下角标为0,作为第一测量系统。这是需要注意的知晓的! 我们的标定过程是这样的:
这里就会有两个计算方法,一个是让圆光栅值去和编码器保持一致,另一种就是相反,让编码器去和圆光栅保持一致。 1)现以让圆光栅值去和编码器保持一致为例: 用第二系统测量值减去第一测量系统值:-191.471-(-32.127)=-159.344。 重要一步:A轴解耦合,将差值-159.344补到A2轴的MD34090[0]中即可,即MD34090[0]+(-159.344)。 2)让A2编码器去和圆光栅保持一致为例: 用第一系统测量值减去第二测量系统值:﹣32.127-(﹣ 191.471)= 159.344。 重要一步:A轴解耦合,将差值159.344补到A2轴的MD34090[1]中即可,即MD34090[1]+(159.344)。 3. A轴恢复耦合,之后NCK复位后,机床回初始位置后A2轴轴正常回到零位。 4. 机械打表OK后,将HMI数据补到A2轴的MD34090[0]中,应为MD34090[0]+HMI显示数据。 到此A1-A2的主从轴标定完毕。
做真实的自己
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城

















 短信登录
短信登录
