| 作者 | 主题 |
|---|---|
|
假行僧人 侠士 经验值:1426 发帖数:304 精华帖:3 |
楼主
主题:280t转炉倾动小幅晃动问题,请帮忙诊断下 
某钢厂280t转炉倾动系统采用S120变频器,4台倾动电机为400KW的西门子中国产电机,电机轴后带编码器,选用S120 710KW的BLM和电机模块,PLC为416-2DP 与倾动变频器DP通信。因某种原因没有选用CBE20 选件板来做变频器间的主从同步。而是通过PLC中转主从变频器间的数据,一主三从,主为速度控制,从为转矩控制,PLC通过DP读取主变频的数据,然后传给从变频。为保证快速性,DP的通讯速率设为最高的12M/S , PLC 内倾动有关的所有程序块(包括PLC与倾动变频器通讯的功能块)放置在了循环中断组织块OB38里,OB38中断时间设为最短的2ms 。
电机空载静态优化,动态优化都很顺利,动态优化完毕后,变频器自动设置启动时间r345为0.453s, p1460为18,p1462为50z左右ms, 因是空载优化的PI参数,考虑到倾动系统是大惯量,所以手动修改了 P1460=9, P1462=100, 空转炉摇动还算比较平稳。后来有事离开了现场,其他同事说请教了高手把P1460改为7.85,P1462改为200,说是在其它转炉上用的蛮好。因炉子大小不同,又修改成了P1460=8, P1462=150 。 后来转炉砌砖完毕后,开始断续的生产越2个月,转炉倾动在使用过程中陆续出现了一些机械设备问题(2#倾动电机一次减速机窜轴,扭力杆间隙过大,减速机漏油,一次减速机高速轴骨架油封磨轴4个问题),设备厂家陆续派专家至现场进行分析解决,一次减速机窜轴通过增加垫圈已基本解决,扭力杆间隙过大,厂家同意重新制作轴套加以解决,漏油也已解决,骨架油封磨轴暂不处理。这4个问题应该说都已基本解决或已找到解决方案。 但在分析处理上述问题时,发现了更重要的问题: 问题1:一次减速机轴承外圈跑圈:业主机械人员认为该问题是由于一次减速机箱体与轴承外圈间隙过大导致,针对这一问题,厂家与业主讨论交流后,同意将2#转炉的一次减速机箱体替换到1#转炉上,将换下的1#转炉一次减速机箱体返厂处理后再用于2#转炉(因2#转炉正在建设中)。 但轴承外圈跑圈问题,业主电气人员认为除了与一次减速机箱体和轴承外圈间隙过大有关外,与接下来要说的第2个问题关系更大; 问题2:匀速摇空炉时,倾动大部分时候有小幅节奏性晃动现象,且伴有节奏性冲击,查看电机力矩曲线,发现电机力矩波动很大,有时甚至出现正负力矩交替波动(见后面附图),带钢水摇炉时,倾动反而比较平稳。该现象比较隐蔽,且规律不明显,给人时好时坏的感觉。通过观察,倾动比较平稳时,轴承外圈基本没有跑圈现象,轴承外圈跑圈基本是伴随着倾动晃动而产生。到目前暂时没有找到产生这一现象的确切原因。这一现象对轴承外圈跑圈以及对倾动设备的影响,需做进一步评估。虽然此现象对当前倾动运行没有造成致命影响,但业主电气人员认为该现象是造成轴承外圈跑圈的重要原因,对整个倾动和转炉设备也是一个隐患,有必要找出确切原因。 说简单点就是业主机械人员认为是减速机箱体和轴承间隙过大导致的倾动有小幅节奏性晃动,从而导致轴承外圈跑圈,业主电气人员认为是倾动电机主从同步没调好,电气影响了机械,导致轴承外圈跑圈。 , 截图中,左上为倾动电机电流,左下为电机速度,右上为电机转矩 截图1 最近截图,此时P1460=8, P1462=150 截图2为早前截图,此时P1460=7.8 , P1462=200 个人感觉还是减速机和轴承间隙过大导致的转炉小幅晃动! 望各位高手帮忙诊断下,看 P I 是否合适,晃动到底是何种原因?因减速机安装要月底才行,这段时间有些闹心,谢谢了。 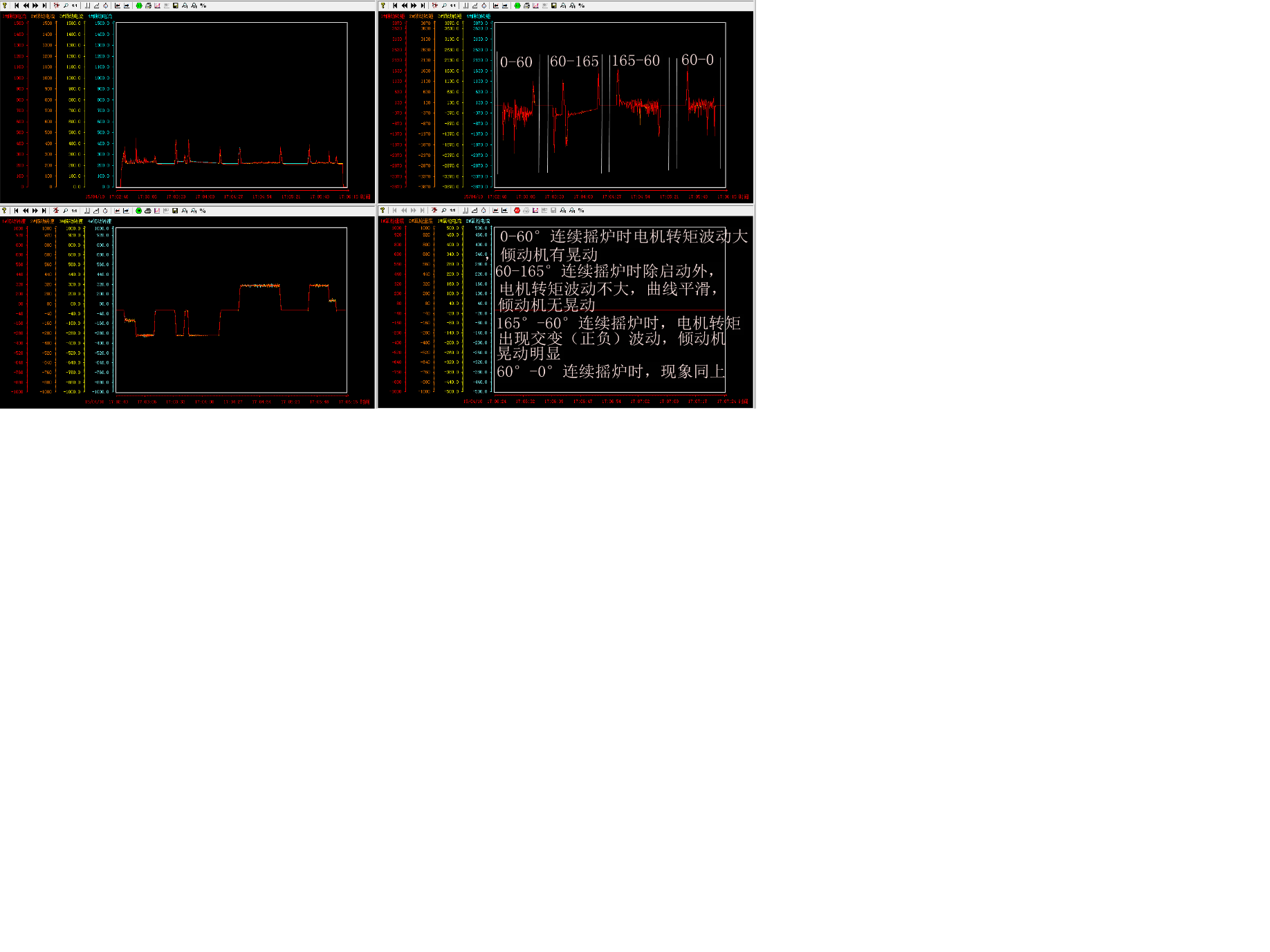 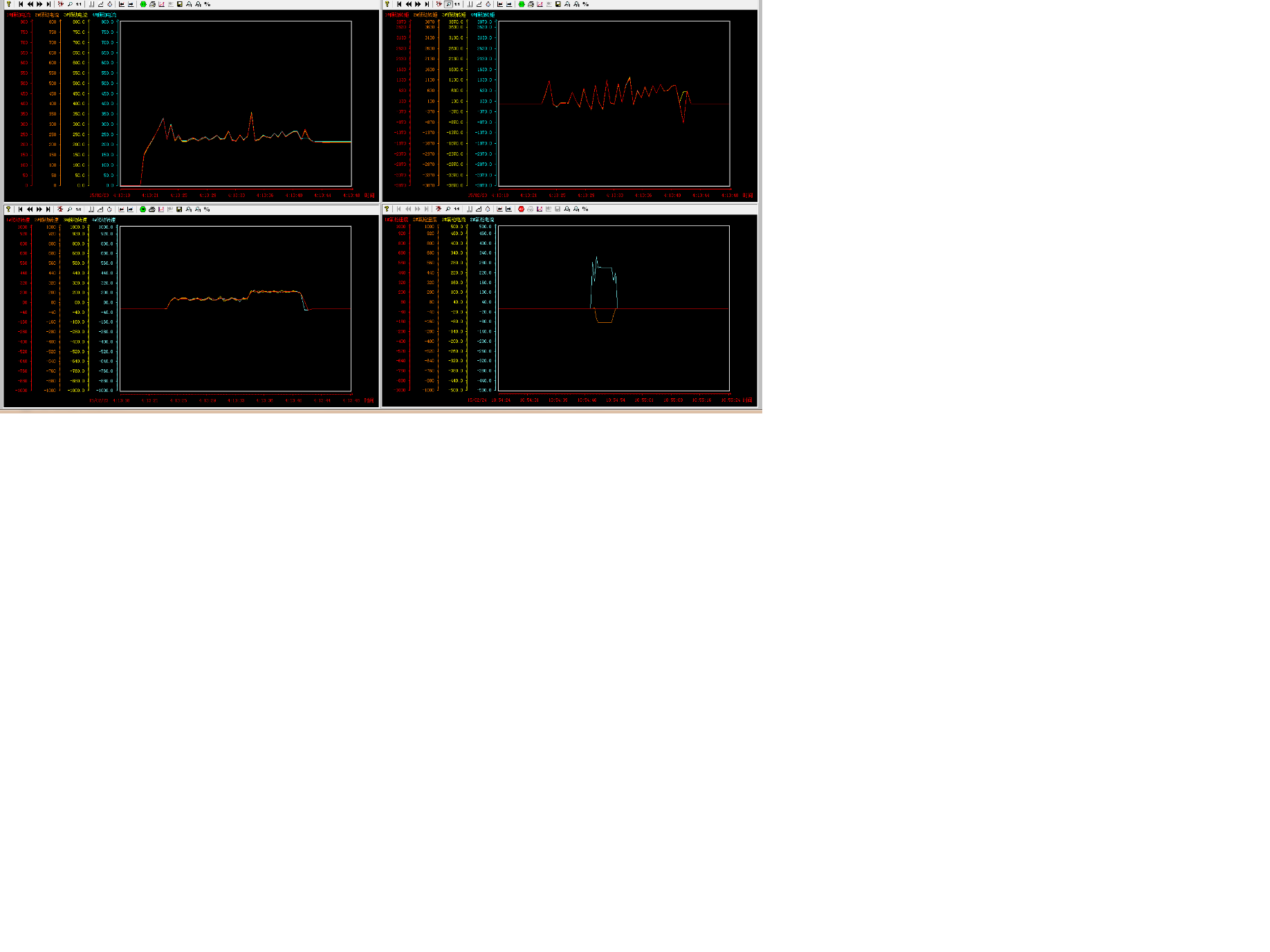
我要从南走到北,我还要从白走到黑,我要让人们看到我,却不知道我是谁
|
|
yming 版主 经验值:138911 发帖数:23251 精华帖:881 |
13楼
主题:回复:280t转炉倾动小幅晃动问题,请帮忙诊断下
我觉得说的是两回事儿。优化要做,但不一定满足使用。
这是因为西门子传动的闭环优化是不考虑这两类环节(间隙传递函数;弹性传递函数),仅按照刚性传动来做;所以,如果传动闭环系统包含这两类传递函数,大多的优化结果一定是齿轮箱噪音响、传动带发热。必须按优化后的参数(我认为就是临界参数)手动修改。 让它离开那个临界点。 我就是带着齿轮箱等传动系来做的优化,包括那些带着皮带传动的优化。只要包含间隙(齿侧间隙,链传动)、弹性环节(橡胶三角带)都会出现这类问题的。不是机器不能用,就是噪声大,皮带发热(曾经有一次交货运行后,经常磨损断皮带,检查发现皮带轮和轴热得能把手烫个泡。)。因为是异地,现场用电扇给皮带轮降温,维持生产。后来抽空去了趟,就是减小一点增益,加大一点积分时间。调整到满足响应要求的同时全速范围(0-100%)空载无声就好了。 另外,还发现相同的生产线,也不能“参数照搬”(直接灌参数),还是要微调的。后来索性不灌参数了。每次都是现做闭环优化。耗用的时间也差不多。
学而时习之,不亦说乎?温故而知新,不亦乐乎?
|
|
kdrjl 版主 经验值:146705 发帖数:36780 精华帖:452 |
18楼
主题:回复:280t转炉倾动小幅晃动问题,请帮忙诊断下
接着13楼精华贴的话题,先看下面一个摘录的信息:
 这是西门子的G120操作手册,关于速调优化的信息。不知道大家认为速调参数最好是什么图形?我是以第一个曲线为最好,系统过阻尼不超调为好。 第一点,13楼讲述的自动辨识,结果是获得的临界参数。一开始没理解,后来看了lxm650给我发来的一篇有关自动优化的文章,才受到启发。没错,自动优化,确实是给出了一个系统最大能力的调节特性参数。因为它是以变频器的最大电流进行的电机测试,而不是以电机额定电流进行的动态测试。正因为此,所以针对系统的启动时间,要向内手动修改PI参数,使他离开最大调节能力的临界参数。调整的方向才是对的。 第二点,修改 PI 参数,要两个参数值一起动,改了 P 值,就要改 I 值。保证他的乘积是按照启动时间的倍数关系来变的。 第三点,对于MM4和G系列的变频器,如果人为增加了启动时间参数(偏离所谓的最大能力的临界参数),那么,注意观察运行中的动态过程,你会发现,加速度预控会增强。加速度预控功能,对抑制系统转速超调起至关重要的作用。  也就是说,若想系统过阻尼不超调,人为去延长启动时间参数值,即可获得明显效果。当然这样做要牺牲一些系统调节的快速性。
我是你的朋友
|
|
kdrjl 版主 经验值:146705 发帖数:36780 精华帖:452 |
20楼
主题:回复:280t转炉倾动小幅晃动问题,请帮忙诊断下
其实提到速度调节器的设计话题,有很多问题可以谈。比如西门子的对称法计算:
2*启动时间 = P * I 这个太经典了,在上世纪的80年代,陈伯时老师的那本自动化专业的大专教材就有引用了。在速度调节器的设计章节,对优化计算结果的比较,还特别把这个对称法计算作为了一个比较优劣的对象。半个世纪以来的沿袭,说明他的经典,针对大多数的应用场合,这种计算所获取的技术参数足够应用了。 首先,西门子变频器的自动优化所得到的启动时间,是针对一个实测 的系统,所获取的最大能力的数据,它的针对性很强,这就是实际负载的时间常数,所以应用这个常数去计算调节器的PI参数很合适。 第二,有了这个启动时间的时间常数,西门子给出的是对称计算法,而我们可以根据自己的需要,去设计非对称的参数。这是个性化的设计和处理。
我是你的朋友
|
|
yming 版主 经验值:138911 发帖数:23251 精华帖:881 |
25楼
主题:回复:280t转炉倾动小幅晃动问题,请帮忙诊断下
实测法属于经验法。是经验的积累。
模糊控制可不是开环。模糊控制仍然是闭环反馈,一样需要被控对象的实际值。只不过控制不使用经典的PID函数。 模糊控制有简单的,也有嵌入神经网络的;自学习的。 (数据库)查表法也属于经验法之一。
学而时习之,不亦说乎?温故而知新,不亦乐乎?
|
|
yming 版主 经验值:138911 发帖数:23251 精华帖:881 |
27楼
主题:回复:280t转炉倾动小幅晃动问题,请帮忙诊断下
K版,你总说转矩、电流、转速等等闭环。而我想说的是系统惯量对闭环调整的影响。
例如:收放卷机,张力是被控对象,它是负载。而空卷到满卷(满卷到空卷)是可变的系统惯量。空卷时的系统响应和满卷时的系统响应要求不同。和被控对象是布卷料还是钢卷料情况也不同。 它和一台电机轴从空载到突然加载的系统响应要求,不是一回事儿。 所以楼主的空罐,和280吨满罐系统都要适应。要在不同的“容量”下,平滑的运行。就得手动慢慢找。
学而时习之,不亦说乎?温故而知新,不亦乐乎?
|











 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 自动化标准机型应用中心
自动化标准机型应用中心 官方商城
官方商城






