

















 西门子官方商城
西门子官方商城
- {{item.name}}
更多

S7-1200/S7-1500(T)转矩限幅控制(不组态工艺对象)(V90 PN)

发布时间:2024年01月08日
- 0
- 2576
本章主要讲解S7-1200/S7-1500(T)转矩限幅控制(不组态工艺对象)(V90 PN)的方法。
S7-1200/S7-1500(T)+V90 PN版驱动器使用102报文不组态轴工艺对象时转矩限幅及附加转矩给定功能的实现
在收放卷应用中为了减少CPU的负荷率可以采用不组态速度轴工艺对象,而直接通过标准报文102加附加报文750实现发送驱动报文的控制字、速度给定、转矩限幅及附加转矩给定的功能。
1. 对驱动的要求
V90 PN伺服驱动器固件版本FW V1.3,速度控制模式,102报文+750附加报文。
2. 调试软件要求
(1) 用于Portal V15/V15 SP1平台的V90 HSP0185硬件支持包 或GSD文件(GSDML_file_v2.32_sinamcis_v90pn_20180321)
使用HSP文件方式只能和S7-1500(T)进行组态,而使用GSD文件方式则可以和S7-1200/S7-1500(T)进行组态
GSD文件点击此处跳转到下载页面
(2) V-assistant v1.05.05及以上,点击此处跳转到下载页面
3. 组态方法
(1) 如果使用HSP组态V90 PN(S7-1500(T)),在网络视图中为V90 PN驱动配置控制报文,在"报文"处选择"西门子报文102, PZD-6/10"用于轴的速度控制,在"附加报文"处选择"附加报文750,PZD 3/1"用于附加转矩及转矩限幅控制:

注意:使用HSP组态时V90默认是105报文,IRT等时同步模式,由于本例使用的102报文不支持等时同步模式,因此配置项目时,需要在同步域设置中将PLC及V90均设置为RT“未同步”模式,IRT等时同步模式不在此文介绍范围。

(2) 如果使用GSD文件组态V90 PN(S7-1200/S7-1500(T)),在设备视图中为V90 PN驱动配置控制报文,分别添加"西门子报文102, PZD-6/10"用于轴的速度控制及"附加报文750,PZD 3/1"用于附加转矩及转矩限幅控制:

4. 转矩限幅实现方法
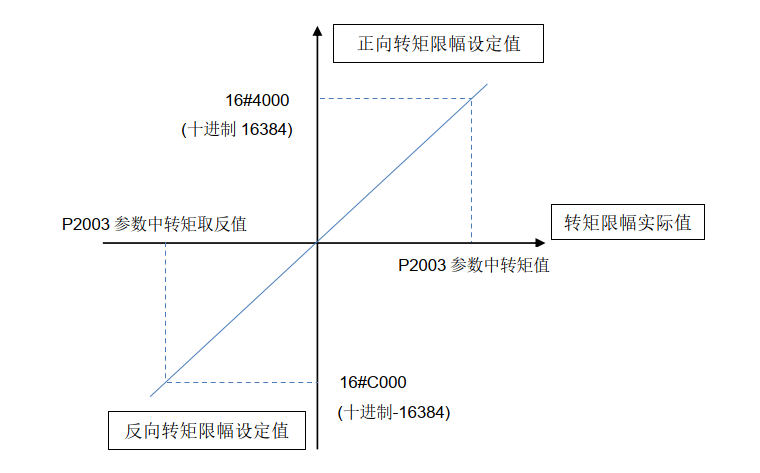
(1) 数值对应关系:
正反转矩限幅值设定时,标定依据如下图所示
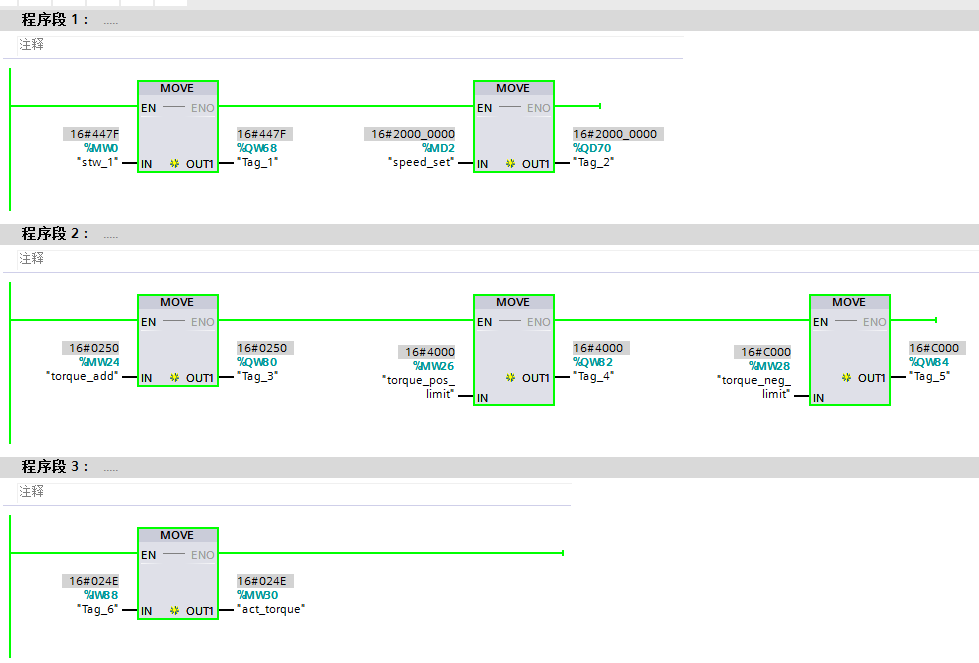
(2) 轴的控制编程(程序仅用于测试功能):
注意:正向限幅值是正数,负向限幅值是负数。编程时如果没有给正反向限幅组态的地址设置限幅值,则这两个地址的数值默认是0,代表限幅值为0,此时电机无法旋转。如果正向限幅值给了负数或反向限幅值给了正数,则电机运转异常。

750报文包含:
3个控制字:分别为附加转矩给定(地址QW80)转矩正向限制值(地址QW82), 转矩负向限制值(地址QW84),本例仅测试正反限幅功能,并未用到转矩设定功能,因此转矩设定地址QW80无效,在此将其设置为0。控制字地址见上图红框所示。
1个状态字:实际转矩(I地址W88)

(3) 转矩计算:
步骤2例程运行时用V-ASSISTANT软件读取的实际转矩值
P2003参数的实际值

计算结果:
公式:转矩实际值=转矩设定值÷(16#4000)×P2003
为了方便计算,将十六进制转换成十进制进行运算,16#0230转换到十进制是560,16#4000转换成十进制是16384,P2003=6.3270 Nm
560÷16384x6.3270=0.216255,和V-ASSISTANT软件监控的0.2166相符。
注意:计算值和监控值有差异是由于没有同时采集,大致相符即可。
5. 附加转矩给定实现方法
(1) 数值对应关系:
附加转矩设定值标定依据如下图所示

(2) 要实现转矩模式控制,需要激活102报文控制字STW 1.14,然后通过750报文的附加转矩给定发送设定值。

(3) 程序编写(程序仅用于测试功能):控制字STW1 设置为16#447F,代表激活转矩控制模式,转矩给定值设置为16#0250 ,转矩反馈值是16#024E,本例介绍转矩控制功能,因此将正反向转矩限幅值都设置为最大值,QW82=16#4000,QW84=16#C000。
(4) 转矩计算
步骤3例程运行时用V-ASSISTANT软件读取的实际转矩值

计算结果:
公式:转矩实际值=转矩设定值÷(16#4000)×P2003
为了方便计算,将十六进制转换成十进制进行运算,16#024E转换到十进制是590,16#4000转换成十进制是16384,P2003=6.3270 Nm
590÷16384×6.3270=0.22783,和V-ASSISTANT软件监控的0.2290相符。
注意:计算值和监控值有差异是由于没有同时采集,大致相符即可。
6. 转矩到达限制值判断方法
根据102报文MELDW.1判断是否到达限制值,如果MELDW.1=1代表未到达限制值,MELDW.1=0 代表已到达限制值
常问问题
1、V90 PN可以不创建轴工艺对象进行直接转矩控制吗?
可以,V90 PN需使用新固件FW V1.3,在标准报文102上增加750附加报文:
V90 PN可以编写程序激活控制字STW 1.14使其进行转矩控制模式,通过750报文的附加转矩给定发送转矩设定值。
2、轴工艺对象可以进行转矩限幅控制吗?
可以,V90 PN需使用新固件FW V1.3,在标准报文上增加750附加报文:
S7-1500(T) 需Portal V15/V15 SP1 及对应的V90 HSP0185,可以通过"MC_TorqueAdditive" 命令给定附加转矩值,"MC_TorqueLimiting"命令来激活并指定力矩/扭矩限制。
3、PLC中不创建轴工艺对象可以进行转矩限幅控制吗?
可以,V90 PN需使用新固件FW V1.3,在标准报文102上增加750附加报文。在收放卷应用中为了减少CPU的负荷率可以采用不组态速度轴工艺对象,而直接发送轴的控制字、速度给定、转矩限幅及附加转矩给定。
4、750报文包括哪些控制字及状态字?
附加报文750,PZD 3/1包含:
•3个控制字,分别为附加转矩给定、转矩正向幅及转矩反向限幅。
•1个状态字:实际转矩

- 评论
更多
-
分享
扫码分享
- 收藏 收藏
- 点赞 点赞
- 纠错 纠错





{{item.nickName}}