

















 西门子官方商城
西门子官方商城
- {{item.name}}
更多

TO 速度轴工艺对象组态

发布时间:2025年03月28日
- 0
- 1272
主要介绍S7-1500 PLC中 TO速度轴组态。
TO 速度轴工艺对象组态
在1500PLC中组态速度轴工艺对象,S200可以使用1、2、3、5、102、105号报文,这种方式PLC运算负担较大,但是可以使用MC_Power、MC_MoveVelocity等PLC Open标准功能块进行控制。
S200 PN与1500PLC采用PROFINET RT通信方式并使用报文2,项目步骤如下:
1、创建TIA 项目并组态PLC和S00 PN(注意固件版本要与实际设备一致)

本例使用的是Startdrive进行组态,也可以用S200 PN GSD文件进行组态,GSD文件下载链接:
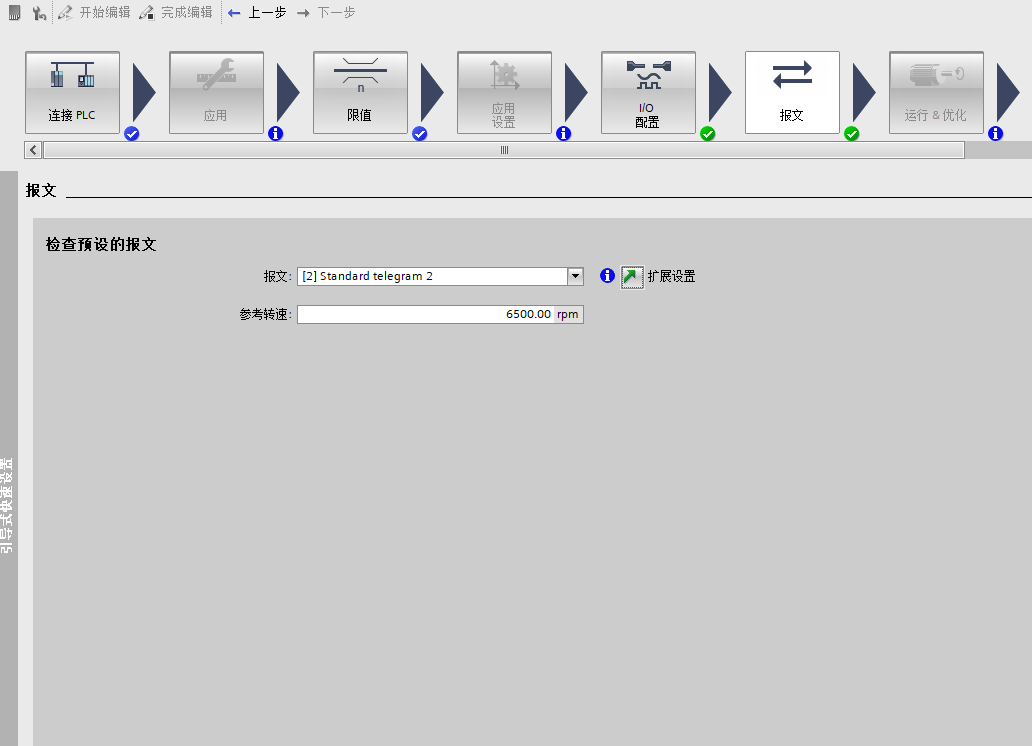
2、建立网络连接并设置正确的IP地址和名称(包括PLC地址以及S200的地址和名称)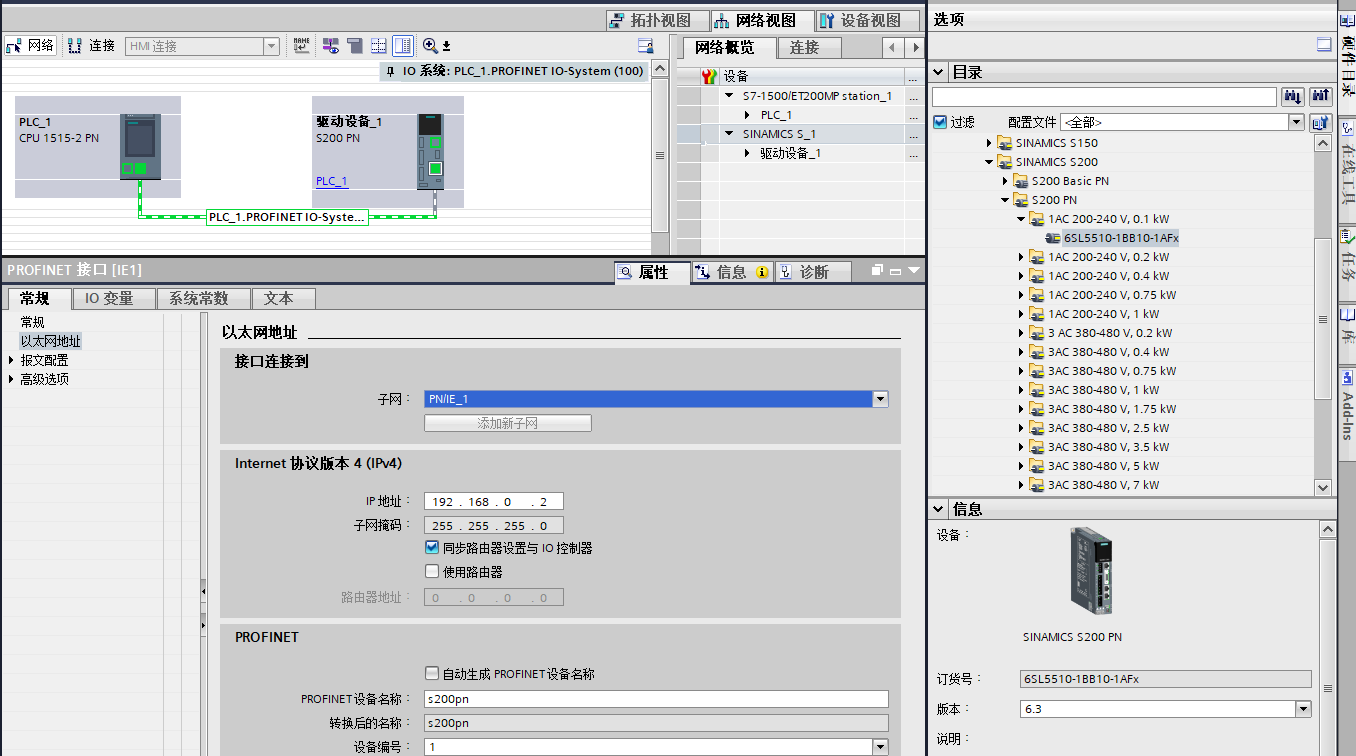 3、在S200 PN的“引导式快速设置”中将“分配运动控制”选到PLC侧并更改通信报文为标准报文2
3、在S200 PN的“引导式快速设置”中将“分配运动控制”选到PLC侧并更改通信报文为标准报文2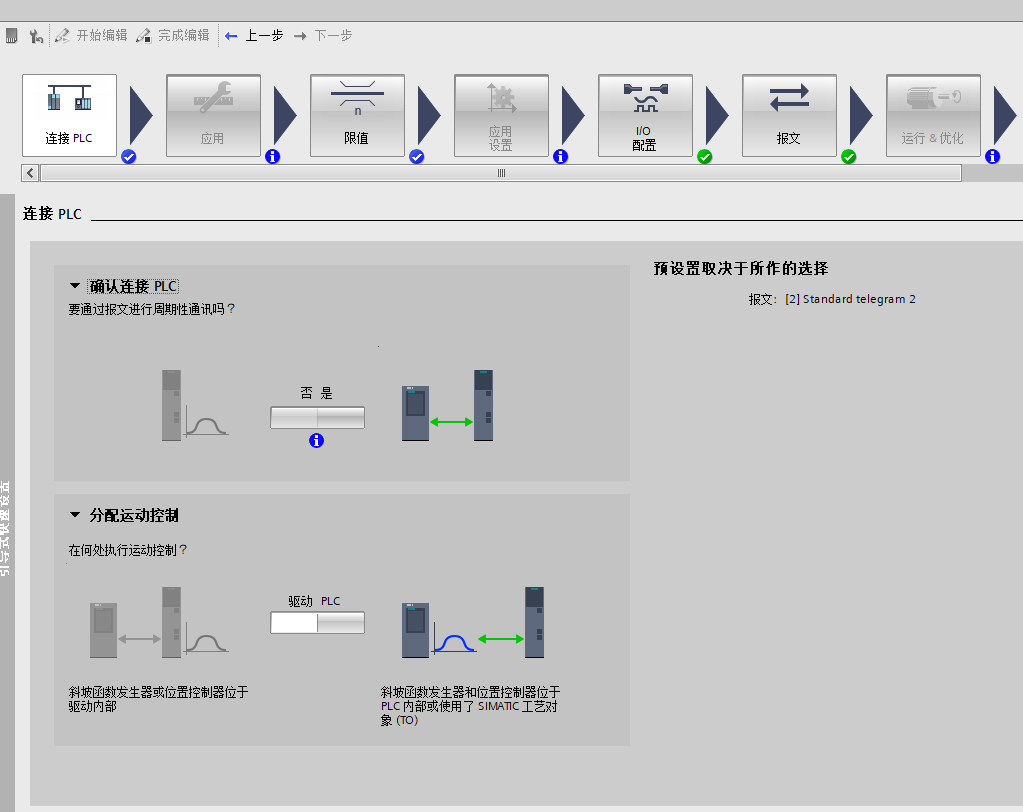
(插入PN组态速度链接)
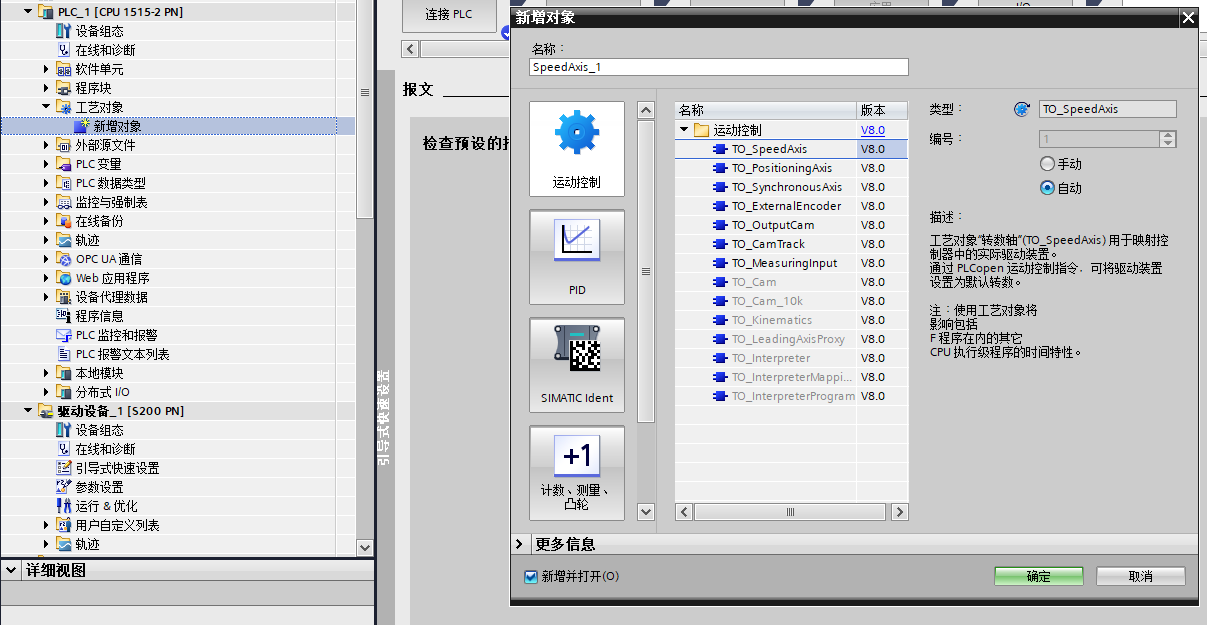
4、在项目树中找到PLC-“工艺对象”双击“新增对象”并选择新建速度轴“TO_SpeedAxis”
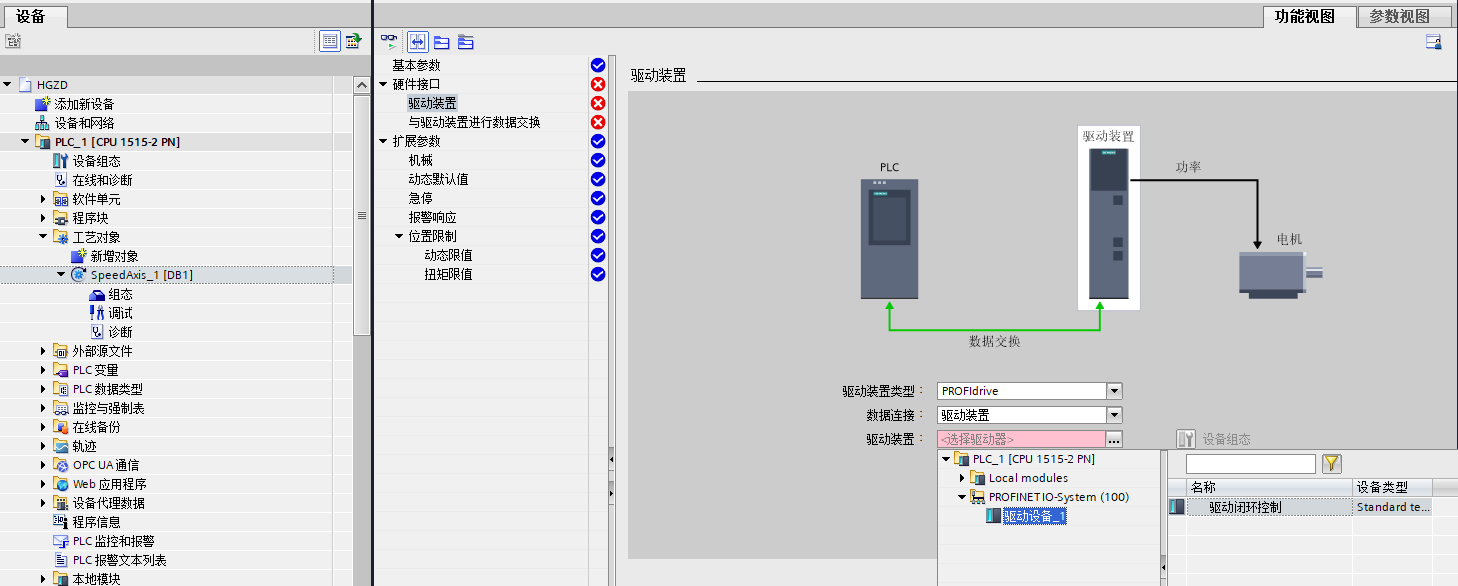
5、在新添加的工艺对象中双击“组态”进入组态页面,找到“硬件接口”下的“驱动装置”将组态好的S200驱动添加到“驱动装置”中
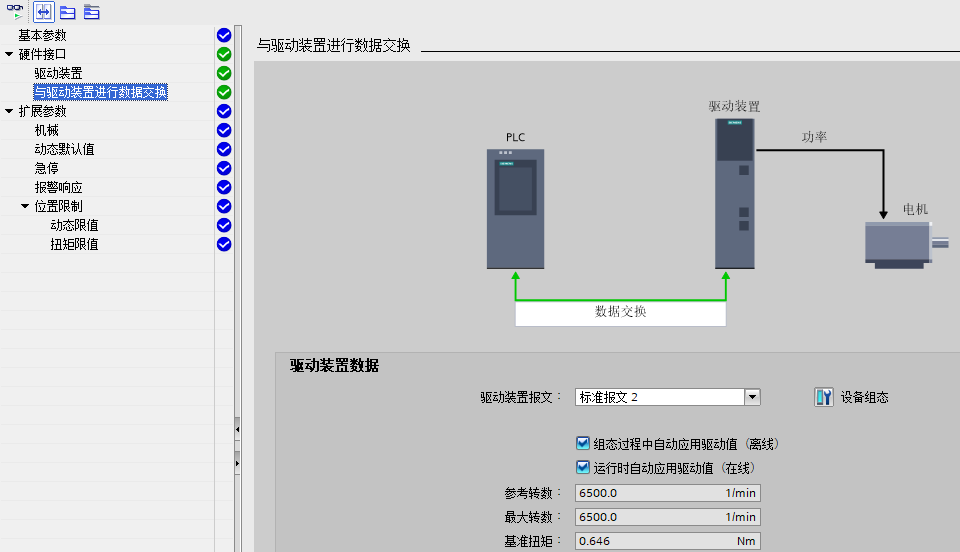
6、“与驱动装置进行数据交换”可勾上“运行时自动应用驱动值(在线)”选项
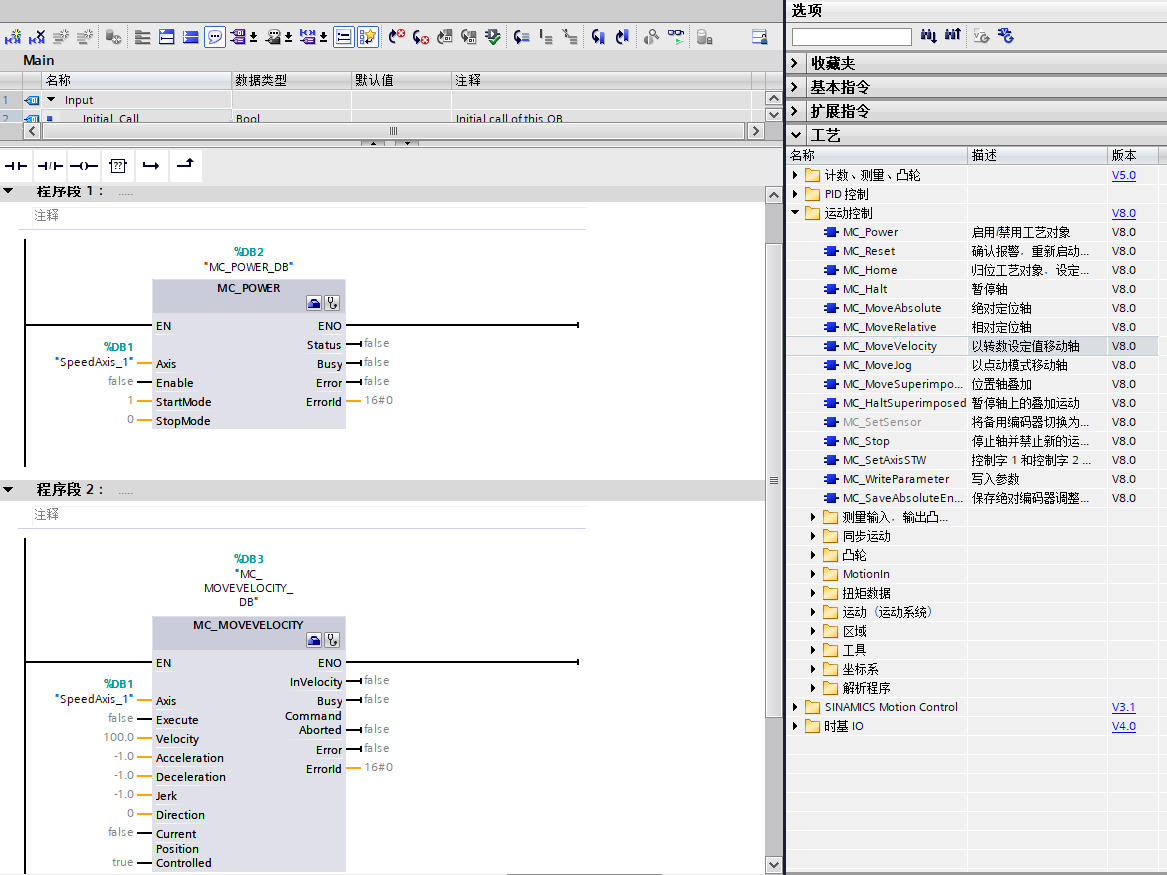
7、下载工艺对象,然后可以在组织块中调用成熟的PLC Open标准程序块如MC_Power、MC_MoveVelocity等进行速度控制,功能块使用请参考TIA帮助中内容。

- 评论
更多
-
分享
扫码分享
- 收藏 收藏
- 点赞 点赞
- 纠错 纠错





{{item.nickName}}