

















 西门子官方商城
西门子官方商城
- {{item.name}}
更多

工艺对象实现固定停止点功能

发布时间:2025年09月05日
- 0
- 363
主要介绍工艺对象实现固定停止点功能
工艺对象实现固定停止点功能
一、固定挡块功能
在某些机械轴的基本定位控制模式下,要求驱动器支持运行到固定挡块功能。典型应用示例:以固定的转矩拧紧、抓取、压紧工件等。本文介绍了TO工艺对象此功能的具体实现方法。

二、基于工艺对象的固定停止点组态
工艺对象固定停止点前提条件:
- S200伺服驱动器配置为速度模式;
- S200 伺服驱动器参数P2003: 参考转矩正确设置;
- 控制器为S7-1500 系列PLC,否则无法使用“MC_TorqueLimiting” 功能块;
工艺对象固定停止点的组态步骤:
1、新建项目后,添加对应的PLC新设备和SINAMICS S200 PN伺服驱动。组态S200的报文为105报文+750辅助报文,并新建工艺对象位置轴。(具体步骤,可参考上一篇文档:《转矩控制:S7-1500(T)工艺对象实现附加转矩控制(S200 PN)》)
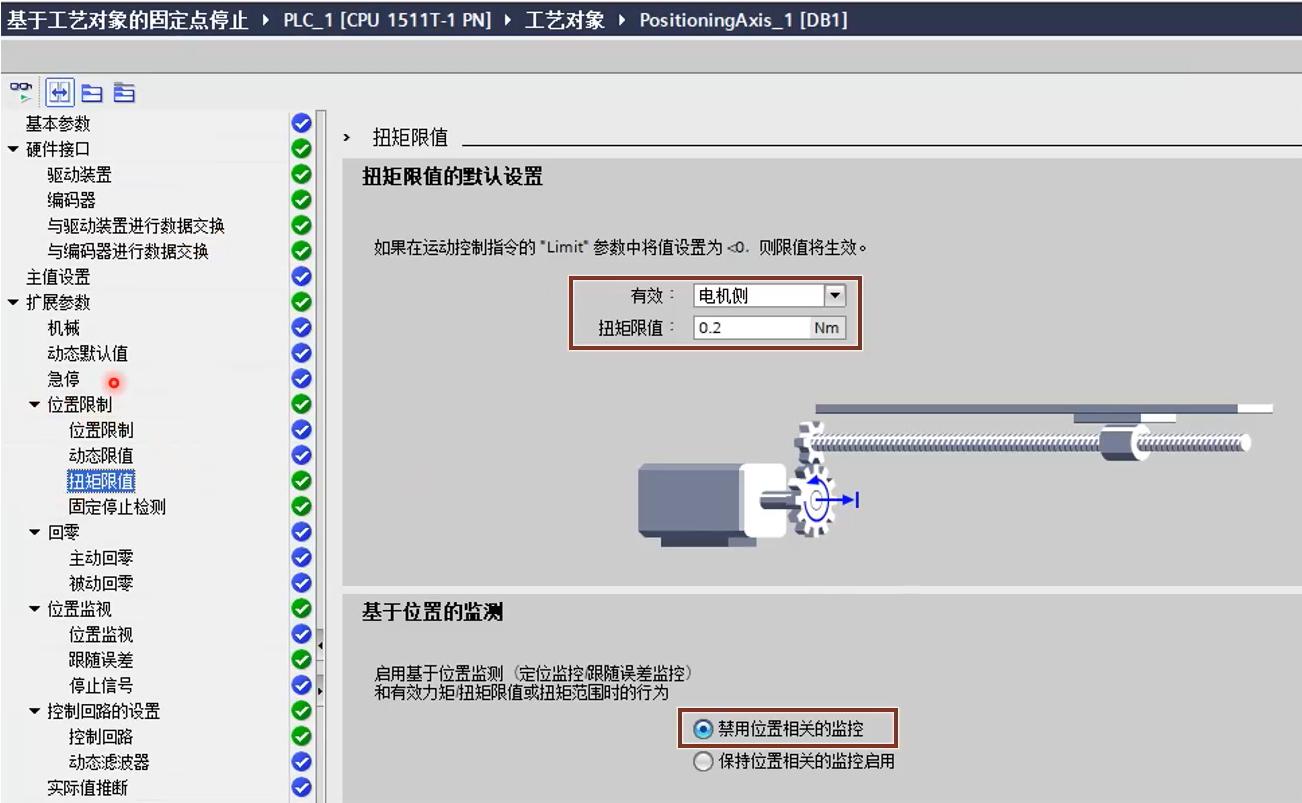
2、在工艺对象组态中,“扩展参数”>> “位置限制” >> “扭矩限制” 中,将“有效”设置为“电机侧”,并且“禁用位置相关的监控“。
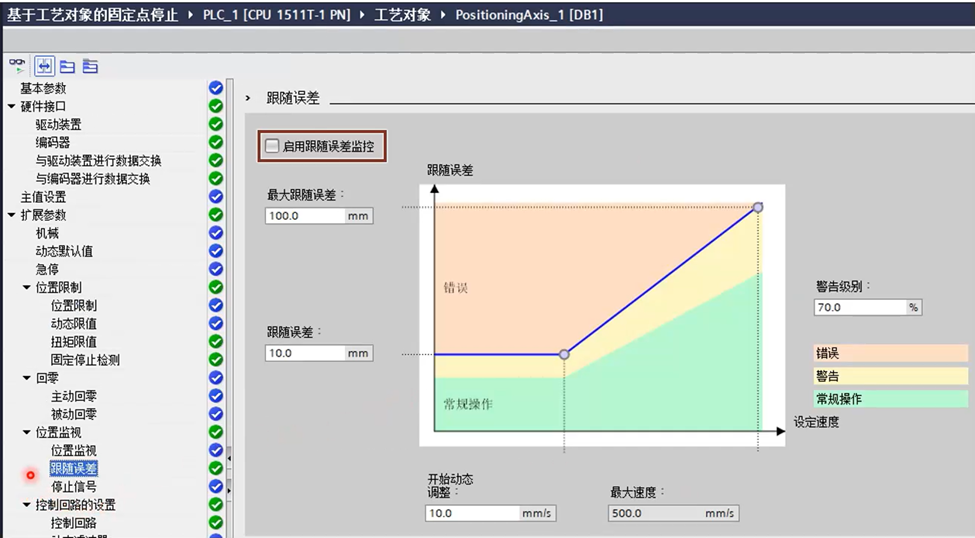
3、在工艺对象组态中,“扩展参数”>> “位置监控” >> “跟随误差” 中,取消勾选“启用跟随误差监控”。
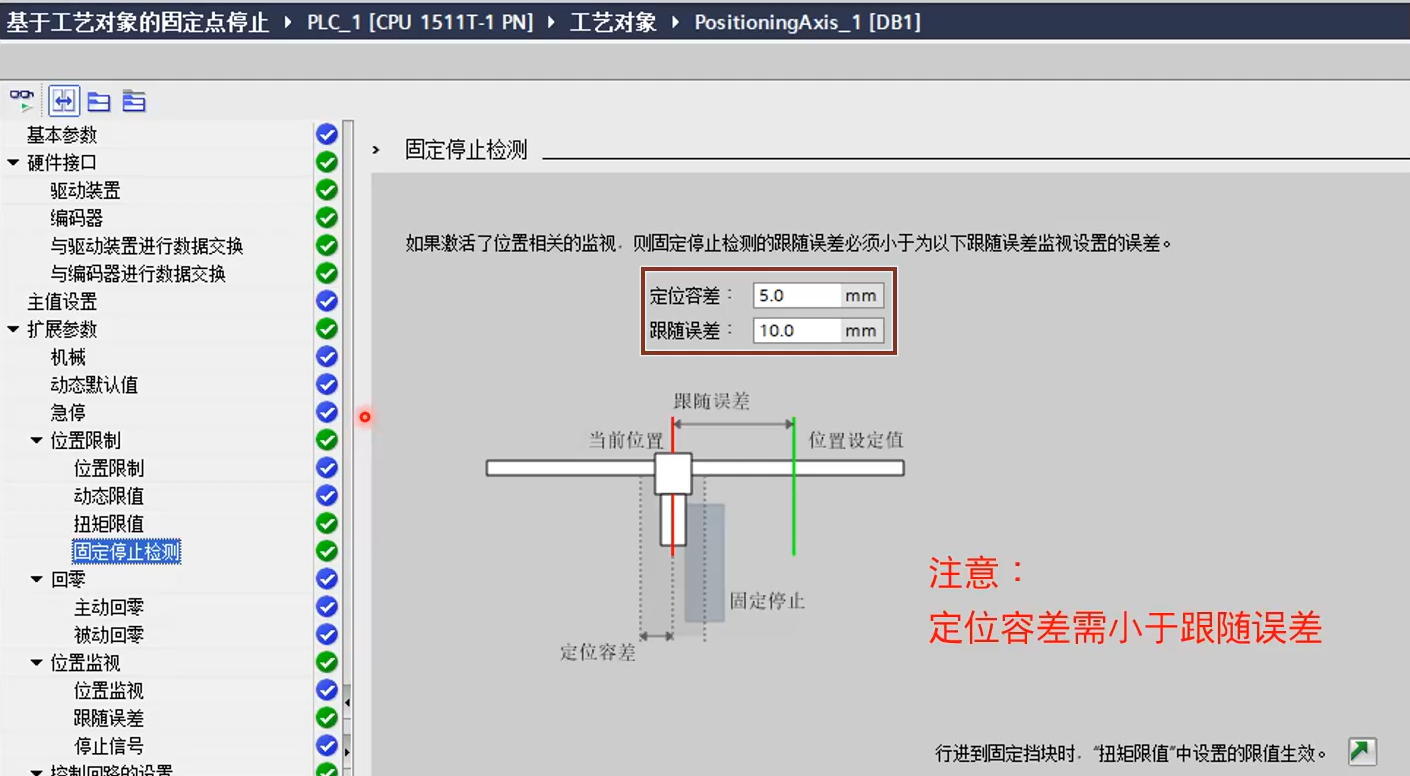
4、配置工艺对象“固定停止点”功能的参数设置,设置“定位容差”和“跟随误差”。其中,跟随误差用于判断工艺夹紧和拧紧的位置到达,定位容差用于限制到达固定停止点后的位置偏移。注意:定位容差需要小于跟随误差。
5、在程序中调用“MC_TorqueLimiting” 功能块,路径“工艺”>> “运动控制”>> “扭矩数据”;

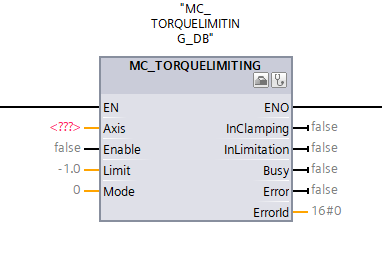
“MC_TorqueLimiting” 功能块管脚含义
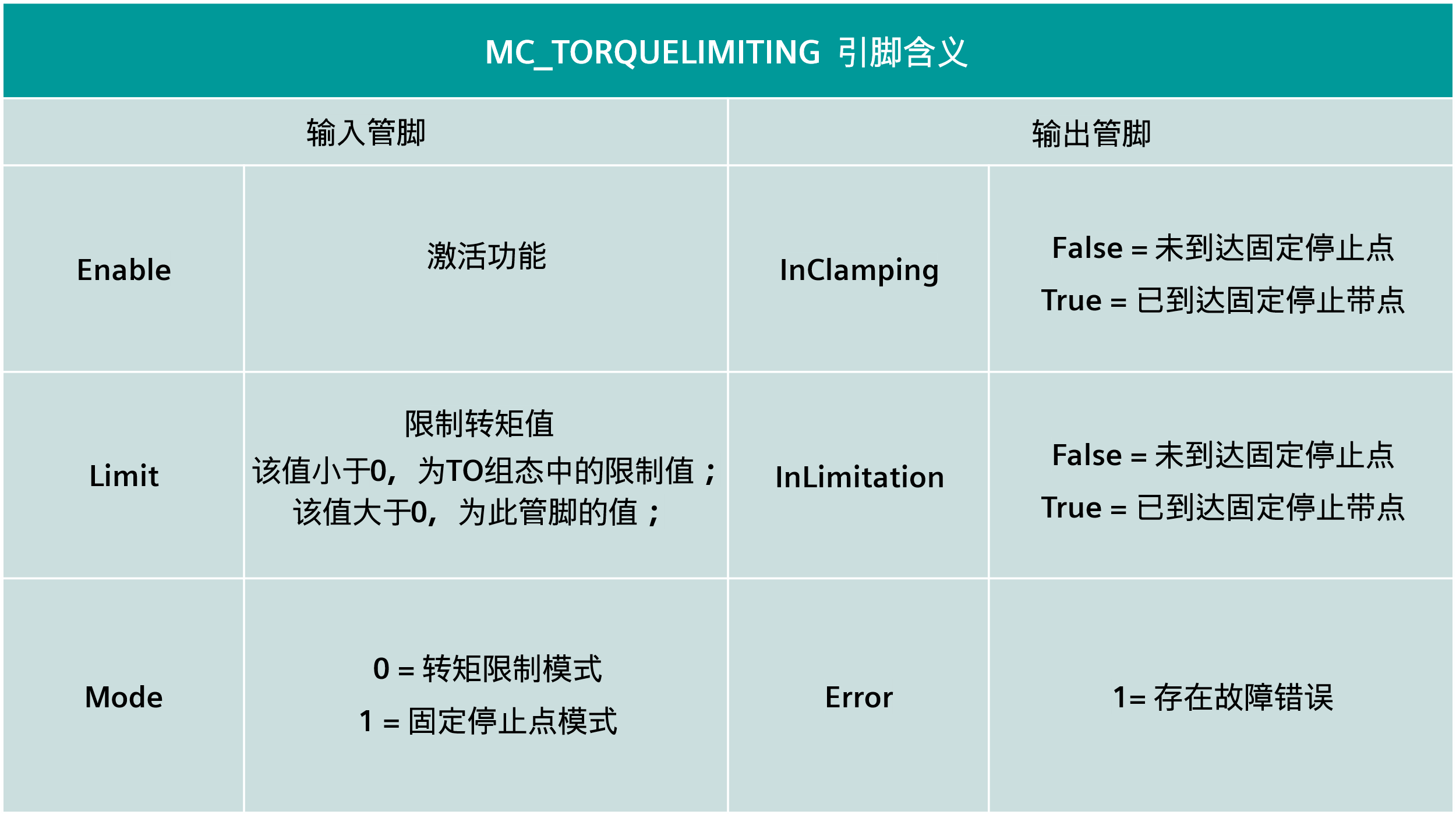
通过程序控制,将“MC_TorqueLimiting” 功能块的mode管脚设置为1,开启其他运动控制指令,如执行绝对定位任务等,即可执行寻找固定停止点的位置。
三、参考视频:
跟我学SINAMICS S200之基于工艺对象的固定点停止-跟我学SINAMICS S200之转矩功能及其应用-系列课程-西门子1847工业学习平台官网

- 评论
更多
-
分享
扫码分享
- 收藏 收藏
- 点赞 点赞
- 纠错 纠错





{{item.nickName}}