

















 西门子官方商城
西门子官方商城
- {{item.name}}
更多

齿轮同步

发布时间:2025年11月25日
- 0
- 770
本章节讲解 S7-1200 G2 齿轮同步相关内容
S7-1200 G2 的同步运行功能由同步工艺对象提供,同步运行关系至少包含一个引导轴(主轴)和一个跟随轴(从轴)。引导轴可以是一个位置轴或者外部编码器工艺对象,跟随轴的位置和速度给定值由引导轴产生的物理量(含位置、速度和加速度)经过同步对象的计算处理后赋值给跟随轴,从而实现同步运行。
通过齿轮 (Gear) 同步功能可实现引导轴与跟随轴间的线性传递函数的功能,与机械中的齿轮功能相同,指定的齿轮比用于定义引导轴与跟随轴间的线性位置关系,如图1所示。
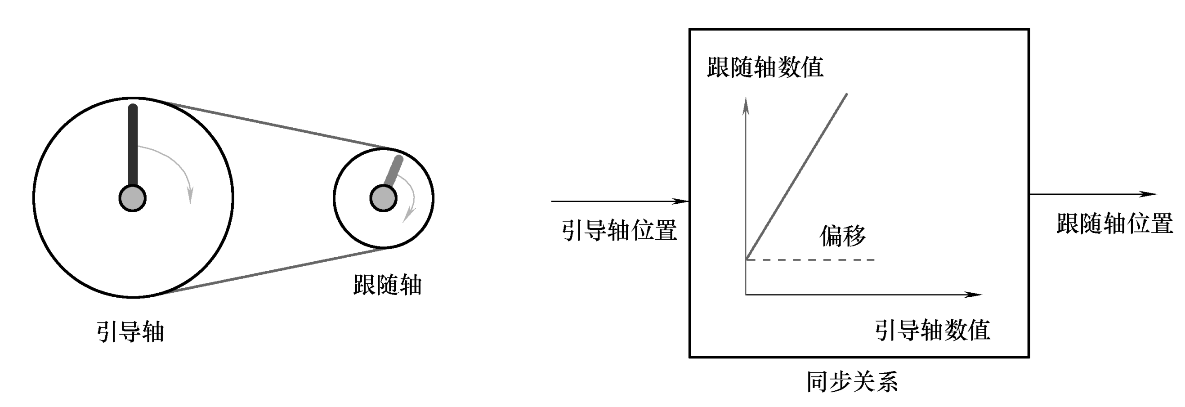
图1 齿轮同步主从值的关系
使用同步命令使引导轴与跟随轴同步运行。同步分为 4 个阶段:
- 等待同步(跟随轴等待开始建立同步运动的条件满足)
- 建立同步(跟随轴根据指定的方式与引导轴建立同步关系)
- 同步运行(跟随轴与引导轴同步运动)
- 结束同步(通过其它指令替代同步运动)
应注意:
- 在已经开始建立同步和同步运行阶段,跟随轴组态的动态限制无效,驱动器的最大速度作为跟随轴的动态限制;
- 如果此时引导轴进行回零操作或者进行快速的位置或者速度调整,跟随轴可能会达到驱动器的最大速度。
相对齿轮同步功能
S7-1200 G2 V1.0 和 V4.0 版本,仅支持相对齿轮同步功能,控制命令为“MC_GearIn”。
要实现引导轴和跟随轴的相对齿轮同步,首先要正确组态同步轴工艺对象,在同步轴的组态“工艺对象→组态→主值互连”选项中,必须为跟随轴指定主值来源,可以指定与引导轴的设定值同步或者与引导轴的实际值同步,如图2所示。
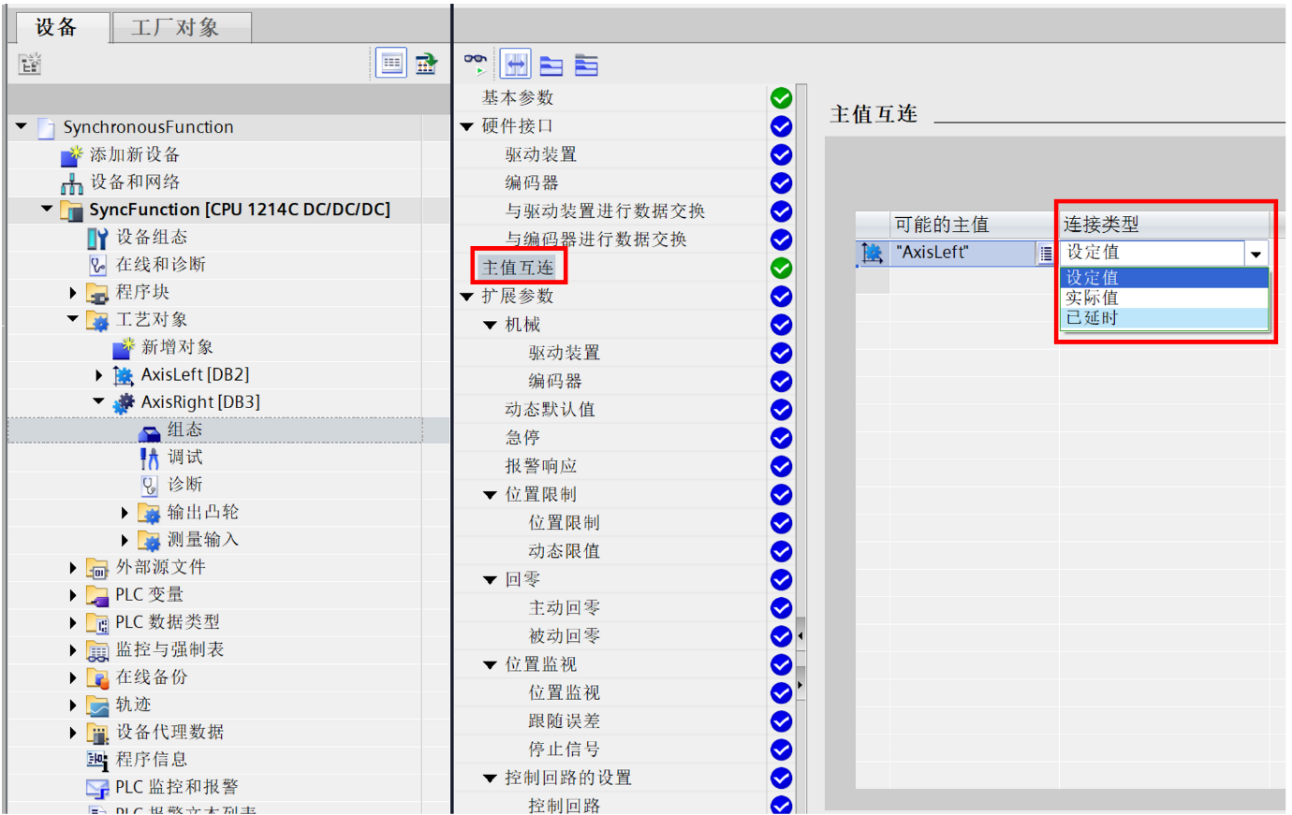
图2 为跟随轴指定主值
S7-1200 G2 通过“MC_GearIn”命令建立引导轴和跟随轴的相对齿轮同步,即不指定建立同步的引导轴位置。建立同步过程中,跟随轴的动态特性通过命令的输入参数“Acceleration” “Deceleration”和“Jerk”定义。通过输入参数“RatioNumerator”和“RatioDenominator”,将齿轮比指定为两个整数之间的关系(分子/分母),命令如图3所示。
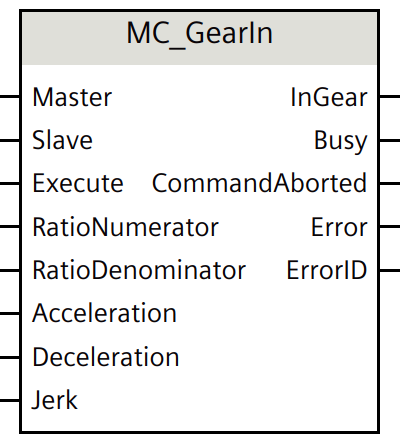
图3 MC_GearIn 命令
(1)“MC_GearIn”命令输入/输出参数说明见表1。
命令说明如下:
1)建立同步关系所持续的时间和建立同步完成运动的距离与“MC_GearIn”命令的开始时间、开始时跟随轴的动态值、同步命令的动态参数设置及引导轴的动态值参数有关。
2)齿轮比可以指定为正数或负数,正数表示主从轴同向运行,负数表示主从轴反向运行。需要注意,仅参数“RatioNumerator”可以设置为负数。
3)引导轴处于停止状态或运动状态时,均可以启动同步操作。
4)输入参数“Acceleration、Deceleration”,设置 >0 的数值时,输入的数值生效;设置 =0 时,不允许; 设置 <0 时,使用 TO 组态的动态默认值。
5)输入参数“Jerk”,设置 >0 的数值时,输入的数值生效;设置 =0 时,使用梯形速度轮廓;设置 <0 时,使用 TO 的组态的动态默认值。
表1 “MC_GearIn”命令输入/输出参数说明
| 参 数 | 数据类型 | 功 能 |
| 输入参数 | ||
| Master | TO_PositioningAxis TO_SynchronousAxis TO_ExternalEncoder | 引导轴的 TO 对象名称 |
| Slave | TO_SynchronousAxis | 跟随轴的 TO 对象名称 |
| Execute | BOOL | 启动同步功能, 上升沿触发同步运动 |
| RatioNumerator | DINT | 齿轮比: 分子 |
| RatioDenominator | DINT | 齿轮比: 分母 |
| Acceleration | LREAL | 加速度 |
| Deceleration | LREAL | 减速度 |
| Jerk | LREAL | 加减速度变化率 |
| 输出参数 | ||
| InGear | BOOL | 同步已经建立 |
| Busy | BOOL | 命令任务正在处理 |
| CommandAborted | BOOL | 此命令被中止 |
| Error | BOOL | 命令出错 |
| ErrorID | WORD | 出错编号 |
(2) 编程示例及控制时序,如图4所示。
控制时序说明:
1) 使用“Exe_1”的上升沿,启动“MC_GearIn”(A1) 同步运动。
2) 跟随轴与引导轴建立同步关系,此时跟随轴的速度在不断增加接近引导轴 1 (TO_LeadingAxis_1) 速度。
3) “InGear_1”输出参数会在时间 ① 处置位为 TRUE,说明跟随轴已同步并与引导轴同步运动。
4) 在时间 ② 处,将由另一个“MC_GearIn”命令 ( A2 )替换 ( 超驰 ) 之前的同步操作。
5) 第一个同步命令 A1 的“Abort_1”输出参数置位为 TRUE,发出被中止的信号。
6) 跟随轴将与引导轴 2 (TO_LeadingAxis_2) 进行同步运动。
7) 第二个同步命令 A2 的“InGear_2”输出参数会在时间 ③ 处置位为 TRUE,说明跟随轴已同步并与引导轴 2 同步运动。
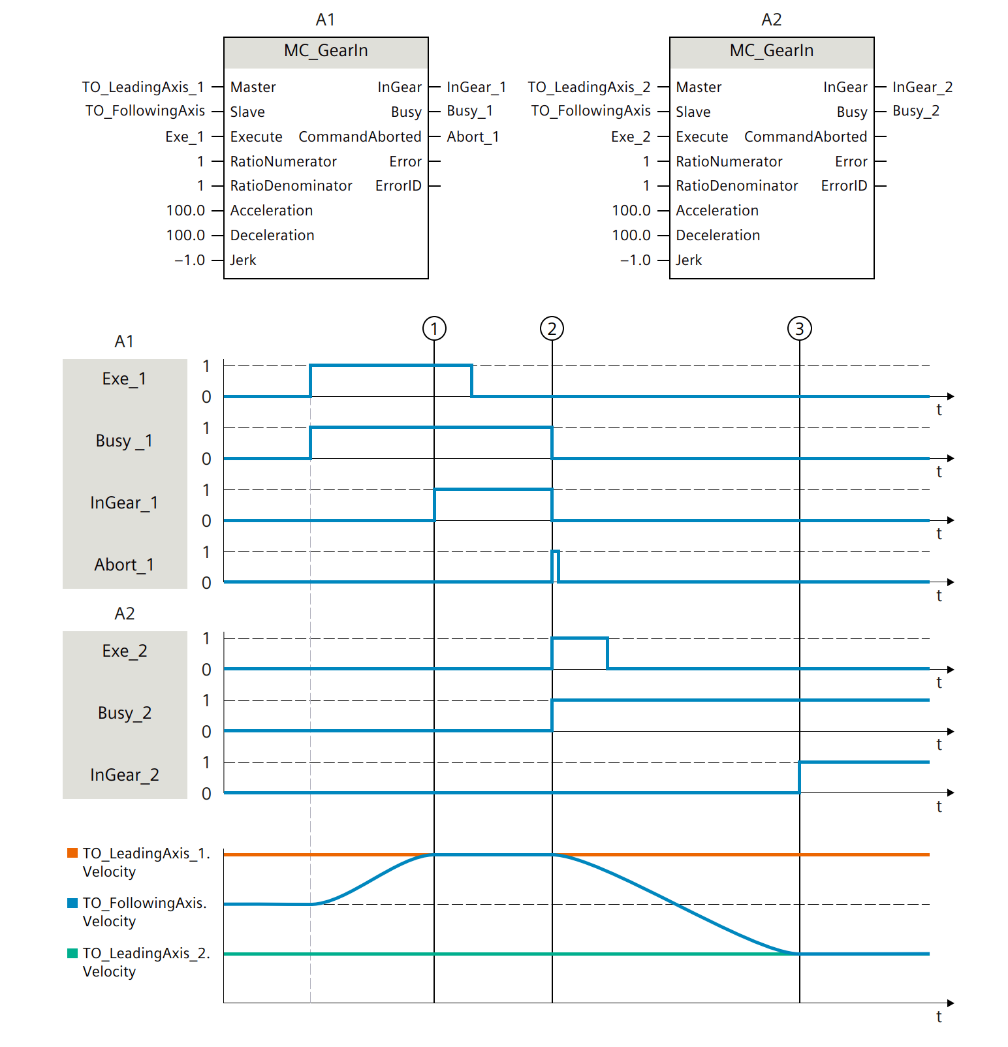
图4 编程示例及控制时序
1.3 解除相对齿轮同步
S7-1200 G2 使用运动控制命令“MC_GearOut”结束引导轴与跟随轴之间的齿轮同步,命令如图5所示。
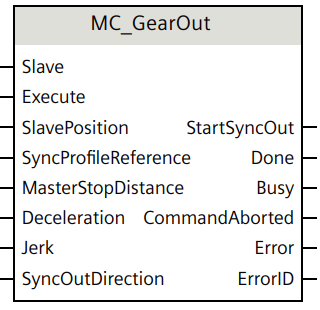
图5. “MC_GearOut”
解除同步有三种方式:
1) 使用动态参数解除同步(“SyncProfileReference”=0)
使用动态参数解除同步时,系统根据输入的各个动态参数 ( 减速度、加加速度 ) 及指定跟随轴的停止位置 (“SlavePosition”) 自动计算跟随轴的行进距离以及跟随轴的起始位置。
在跟随轴的起始位置开始解除同步,到达跟随轴的停止位置,跟随轴进入停止状态且完成解除同步。
2) 使用引导轴距离解除同步(“SyncProfileReference”=1)
根据指定的引导轴距离(“MasterStopDistance”)、跟随轴的停止位置,计算跟随轴的运动曲线及解除同步的起始位置。
在跟随轴的起始位置开始解除同步,到达跟随轴的停止位置,跟随轴进入停止状态且解除同步。
3) 解除待处理的齿轮/凸轮同步(“SyncProfileReference”=5)
待处理是指当激活同步命令时,跟随轴的同步关系还没有开始建立 ( 同步指令MC_GearIn状态为“Busy”=TRUE、“StartSync”=FALSE、“InSync”=FALSE )。
解除待处理的同步对正在进行的同步无效。
除了解除同步命令外,还可以通过对跟随轴调用其它运动命令,使用超驰的方法实现解除同步,比如可以对跟随轴调用“MC_Halt”、“MC_Stop”、“ MC_MoveAbsolute”等单轴的指令来终止同步关系。
注意:
如果同步处于待处理状态 ( 即同步指令 MC_GearIn 状态“Busy”=TRUE、“StartSync”=FALSE、“InSync”=FALSE ) 时,需要用使用“MC_Stop”来超驰同步指令。

- 评论
更多
-
分享
扫码分享
- 收藏 收藏
- 点赞 点赞
- 纠错 纠错






{{item.nickName}}