

















 西门子官方商城
西门子官方商城
- {{item.name}}
更多

使用TM PTO2发脉冲

发布时间:2025年12月02日
- 0
- 905
本章节介绍 S7-1200 G2 使用 ET200 SP TM PTO2 工艺模块发送 PTO 脉冲
S7-1200 G2 CPU 控制 PTI 类型的驱动器,可以通过扩展 ET200 分布式子站+TM PTO 模块的方式来实现。
常见的应用场景如下:
V1.0 的 S7-1200 G2 CPU,其本体集成的 PTO 脉冲发生器不能与运动控制工艺对象结合使用;
需要更多的发送 PTO 脉冲的轴。
目前,有两款 TM PTO 模块可供 S7-1200 G2 CPU 使用:
ET 200MP 分布式 IO 站点下使用 TM PTO 4 模块,支持 4 路 PTO 脉冲输出,可以控制 4 个驱动器;
ET 200SP 分布式 IO 站点下使用 TM PTO 2 模块,支持 2 路 PTO 脉冲输出,可以控制 2 个驱动器。
1. 概述
本文主要介绍 S7-1200 G2 CPU 使用 ET200SP 工艺模块 TM PTO 2x24V 结合工艺对象方式通过 PTO(脉冲串输出)连接驱动装置的参数配置及组态步骤。
该工艺模块与 S7-1200 G2 搭配使用时,需要安装在 ET200SP 分布式 IO 上使用,整个系统的结构图如图1.1所示。
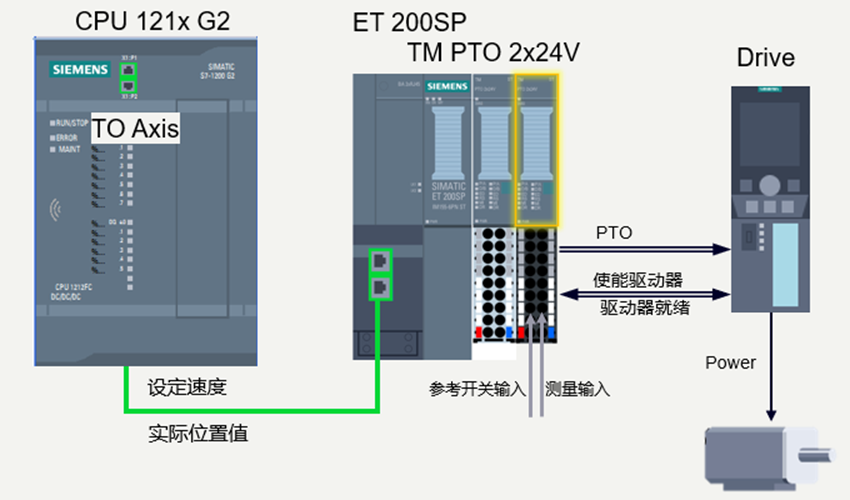
图1.1 硬件结构图
测试例程中用到的主要硬件参见表1-1,软件参见表1-2。
表1-1 主要硬件列表
| 名称 | 订货号 | 固件版本 |
| CPU 1214C DC/DC/DC | 6ES7 214-1AH50-0XB0 | V1.0.2 |
| IM 155-6 PN/3 HF | 6ES7 155-6AU30-0CN0 | V4.2 |
| TM PTO 2x24V | 6ES7 138-6EB00-0BA0 | V1.0 |
表1-2 软件环境
| 名称 | 版本 | 备注 |
| STEP 7 Professional | V20 Update4 |
2. 工艺模块 TM PTO 2x24V 简要说明
ET200SP 工艺模块TM PTO 2x24V,可连接两个步进电机轴。该模块通过 PROFIdrive 报文 1 和 81 的方式连接到工艺对象,并作为驱动器的接口将实际位置值作为输出的步数。
2.1 引脚分配和含义说明
该模块针脚分配和含义说明如图2.1所示。

图2.1 针脚分配图
(1) 24 V 脉冲输出信号
工艺模块可在每个通道输出 24 V 脉冲信号 P/A 和 D/B。将 P/A 信号连接到 Chn.P/A 数字量输出,并将 D/B 信号连接到数字量输出 CHn.D/B。有关可输出信号类型的概述,请参见章节 2.2 输出信号类型。
(2) 数字量输入 RS、MI 和 DR
每个通道有三个数字量输入,数字量输入可用作相应驱动器控制的附加功能参见表2-1。
表2-1 数字量输入含义说明
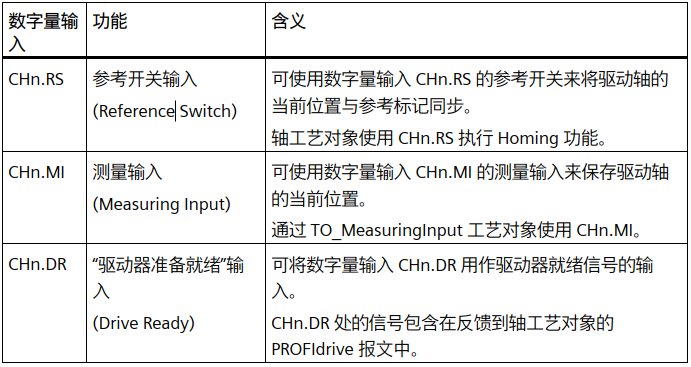
表中的 n 表示通道号
(3) 数字量输出 ED
每个通道有一个数字量输出,可以使用数字量输出 CHn.ED 来使能驱动器。
2.2 输出信号类型
工艺模块支持 4 种信号类型输出,要确保驱动器支持的信号类型与模块的输出类型相匹配。
(1)PTO(脉冲 (P) 和方向 (D))
一个输出 (P) 控制脉冲,一个输出 (D) 控制方向。脉冲生成时,D 为“高电平”(有效),则为反向。脉冲生成时,D 为“低电平”(无效),则为正向。 如图2.2所示
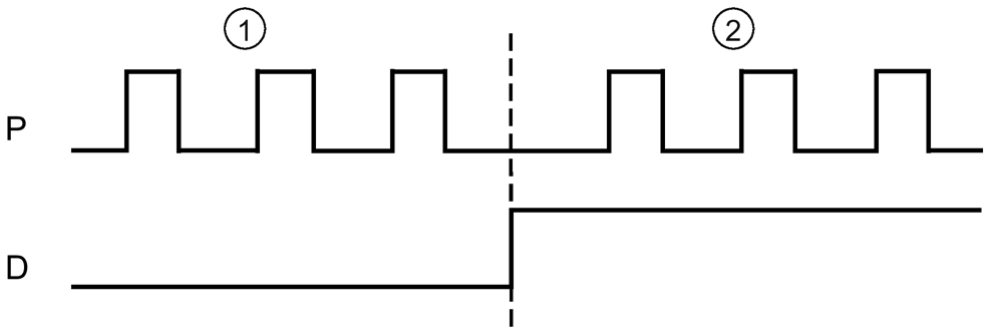
图2.2 脉冲加方向
① 正旋转方向
② 负旋转方向
(2)PTO(脉冲 (A) 和脉冲 (B))
一个输出 (A) 的输出脉冲对应正向,另一个输出 (B) 的输出脉冲对应负向。 如图2.3所示
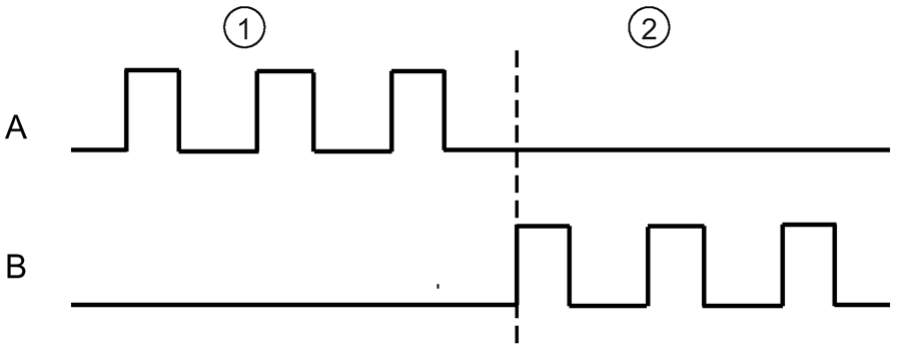
图2.3 双向脉冲
① 正旋转方向
② 负旋转方向
(3)PTO(A、B 相移)
输出脉冲将由两个具有指定转速但相移 90 度的输出进行输出。这涉及单重脉冲输出,其中脉冲的持续时间即为在信号 B 处于低电平时,信号 A 的两次跳转之间的时间。 在信号 B 处于低电平状态时,信号 A 的上升沿将生成正向转动。在信号 B 处于低电平 状态时,信号 A 的下升沿将生成负向转动,如图2.4所示。
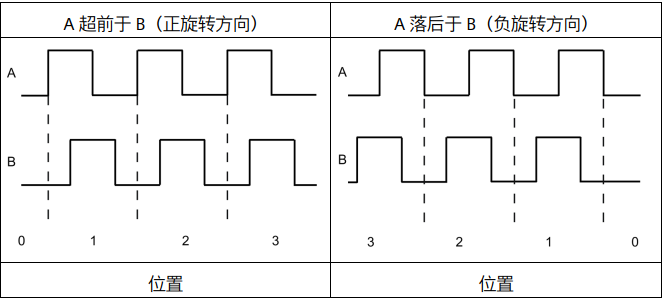
图2.4 A、B相移
(4)PTO(A、B 相移,四重)
输出脉冲将由两个具有指定转速但相移 90 度的输出进行输出。该信号类型涉及一个四倍频脉冲输出,每个沿转换对应于一个增量。因此,信号 A 的一个完整周期包含四个增量。这两个输出的信号频率均为 100 kHz,举例来说,通过这种方法可将它们用于输出一个每秒提供 400,000 个增量的控制信号。正向生成计数脉冲还是反向生成计数脉冲由一个信号的边沿方向和另一信号的逻辑状态具体决定。如图2.5所示。
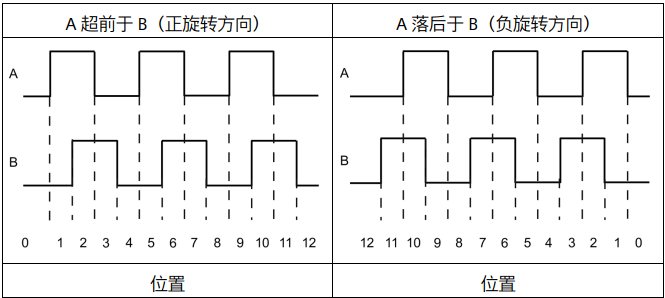
图2.5 A、B 相移 四倍频
本文档只介绍了与本示例功能有关的参数设置,模块更多的内容请参考工艺模块的文档,点击下载:SIMATIC ET 200SP 工艺模块 TM PTO 2x24V 设备手册:链接
3.项目组态和配置
3.1 工艺模块 TM PTO 2x24V 参数组态
(1)将 TM PTO 2 工艺模块添加到 ET200SP 子站相应插槽上,如图3.1所示。
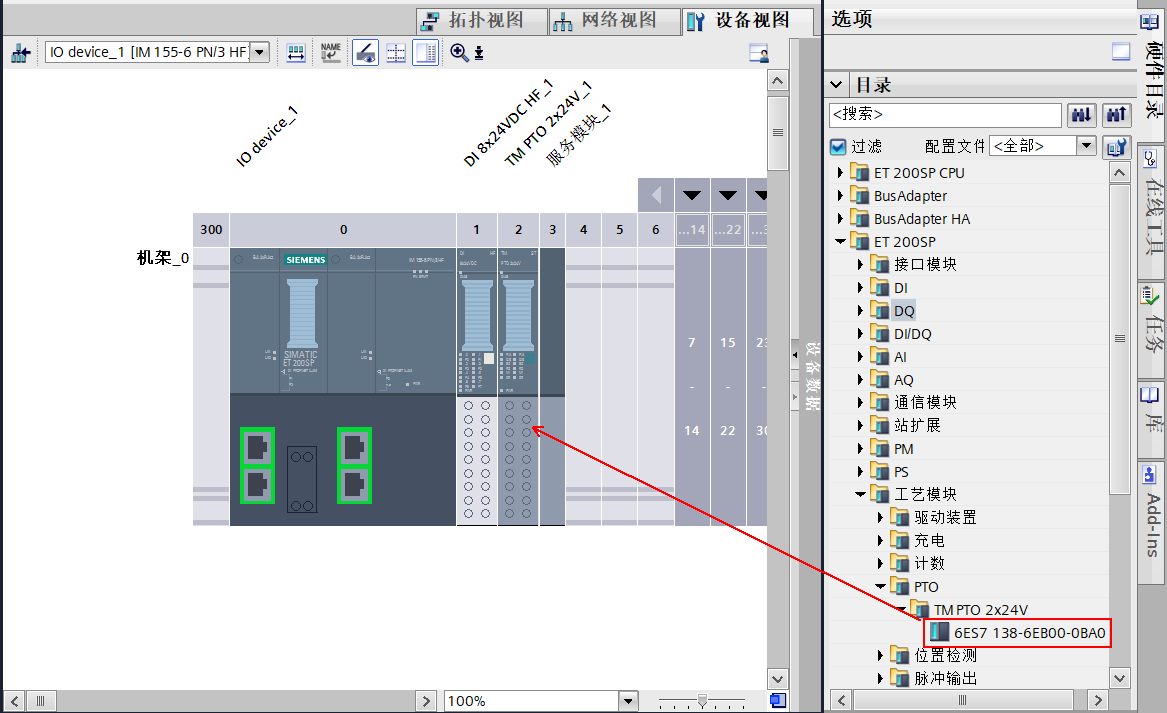
图3.1 添加工艺模块
(2)组态通道操作模式
选择相应通道,根据所连接的驱动器信号接口类型选择通道的操作模式,本示例中选择信号类型为 PTO(A、B 相移),如图3.2所示。
反向时脉冲暂停:表示选择方向改变和新方向上第一个脉冲的输出之间的最短时间。
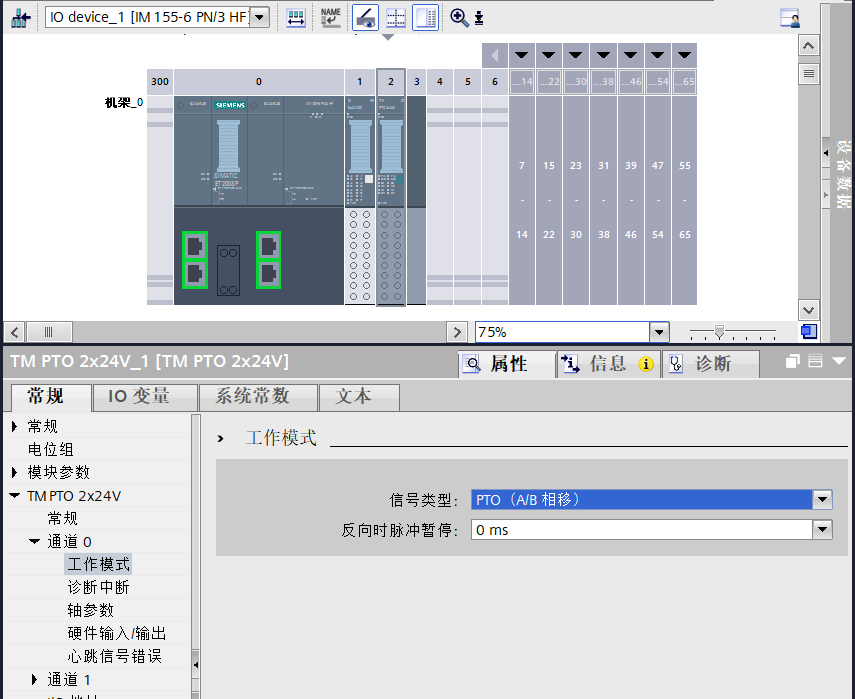
图3.2 操作模式
(3)轴参数设定
根据连接的驱动器参数填写模块通道的轴参数,如图3.3所示。
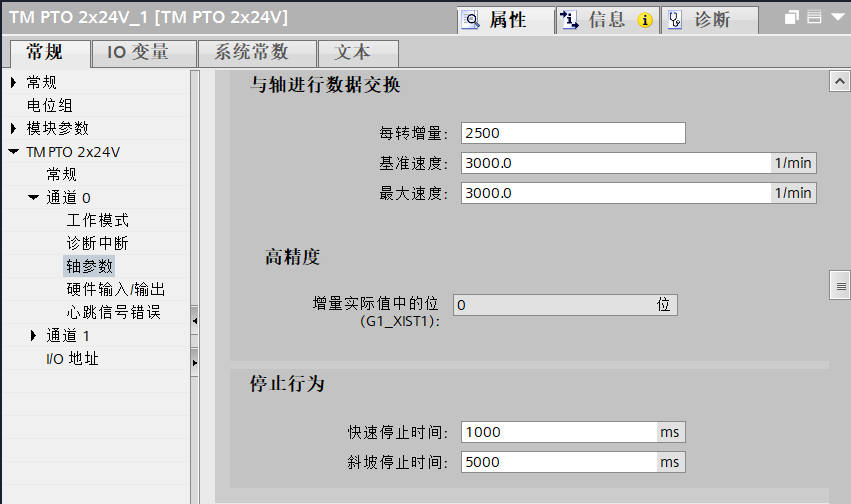
图3.3 轴参数
每转增量:填写驱动器转动一周对应的脉冲数,示例中,模板发送 2500 个脉冲驱动器转一圈
基准速度:输入驱动器以 100% 的转速设定值旋转时的速度
最大速度:输入应用的最大允许速度,该值不能超过参考速度值的两倍
快速停止时间 (OFF3):执行快速停止时从最大速度到静止所需的时间
斜坡停止时间 (OFF1):在执行斜坡停止时从最大速度到静止所需的时间
(4)硬件输入/输出
这个界面设置模块每个通道的数字量输入/输出的功能,用户可根据自己的实际需要选择启用对应的功能。
示例中,启用“将 ED 用作使能驱动器”、“将 RS 用作参考开关”、“将 MI 用作测量输入”,如图3.4所示。
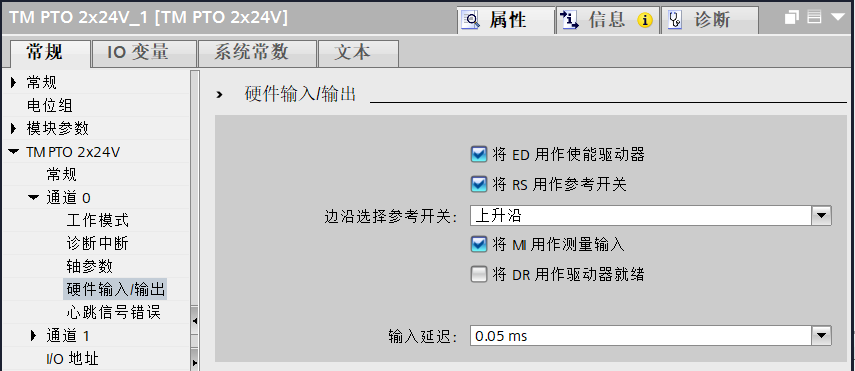
图3.4 硬件输入/输出
(5)示例硬件接线,如图3.5所示。
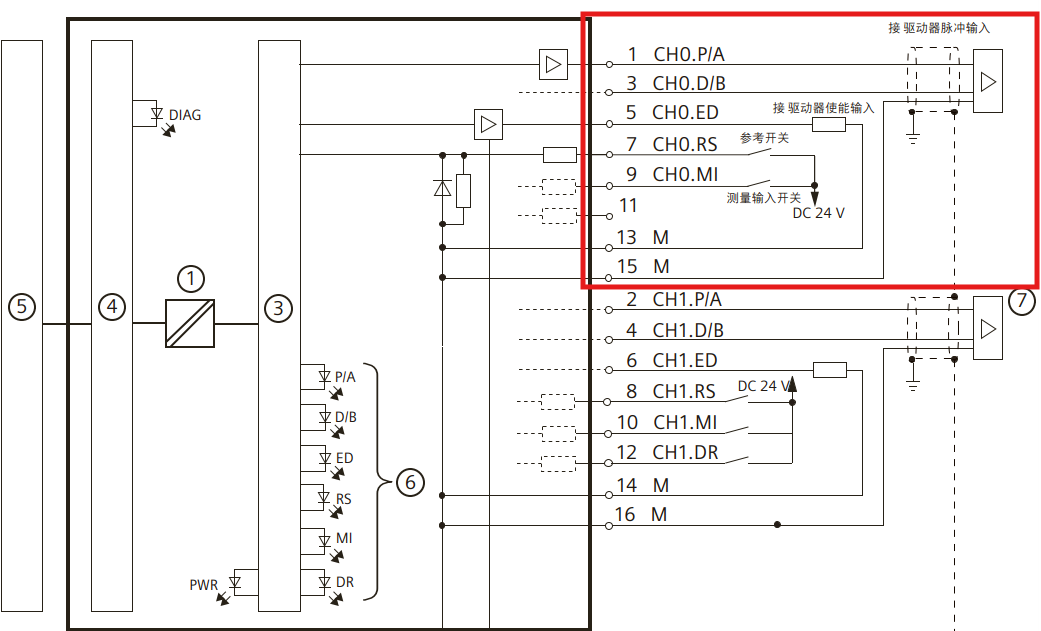
图3.5 硬件接线示意图
3.2 轴工艺对象参数组态
(1)创建一个定位轴工艺对象,工艺模块的控制与反馈是采用 PROFIdrive 接口的标准报文 1 和 81 实现的。因此,在组态界面“驱动装置”中类型选择“PROFIdrive”,浏览找到 ET200SP 子站上的 TM PTO 2 工艺模块并选择需要的通道,示例选择之前完成组态的通道 0,如图3.6所示。
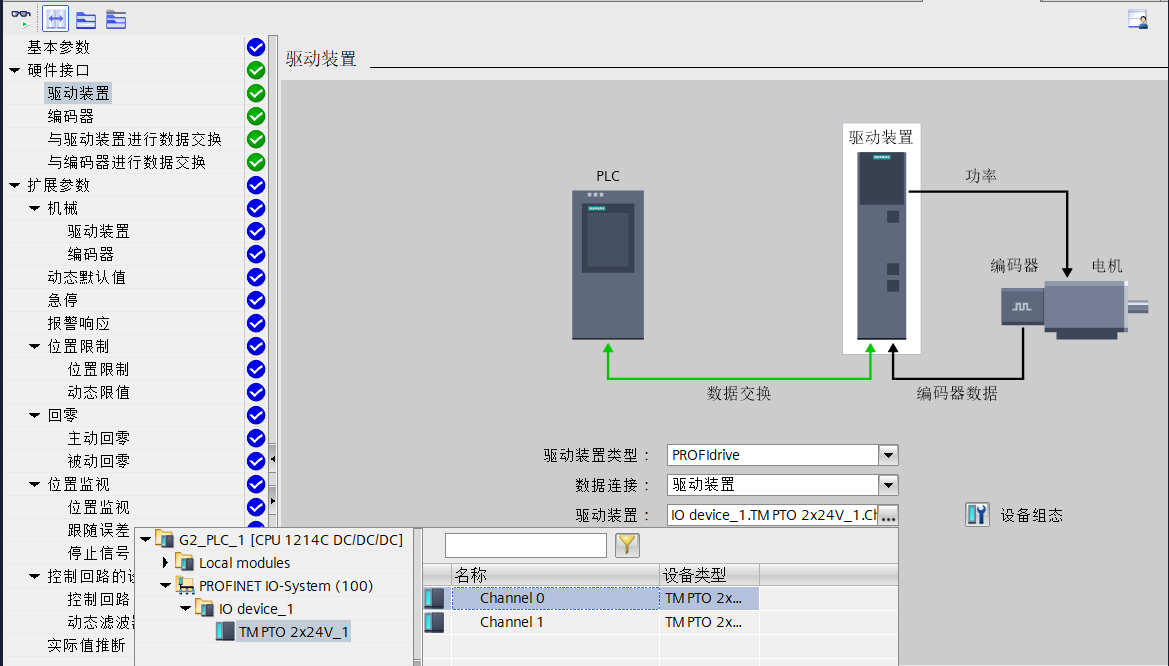
图3.6 选择驱动装置
(2)连接编码器
“编码器”界面选择 TM PTO 2 对应通道的编码器,位置反馈由 TM PTO 2 工艺模块的反馈接口提供。由于不是采用真实的编码器做位置反馈,因此是开环位置控制,如图3.7所示。
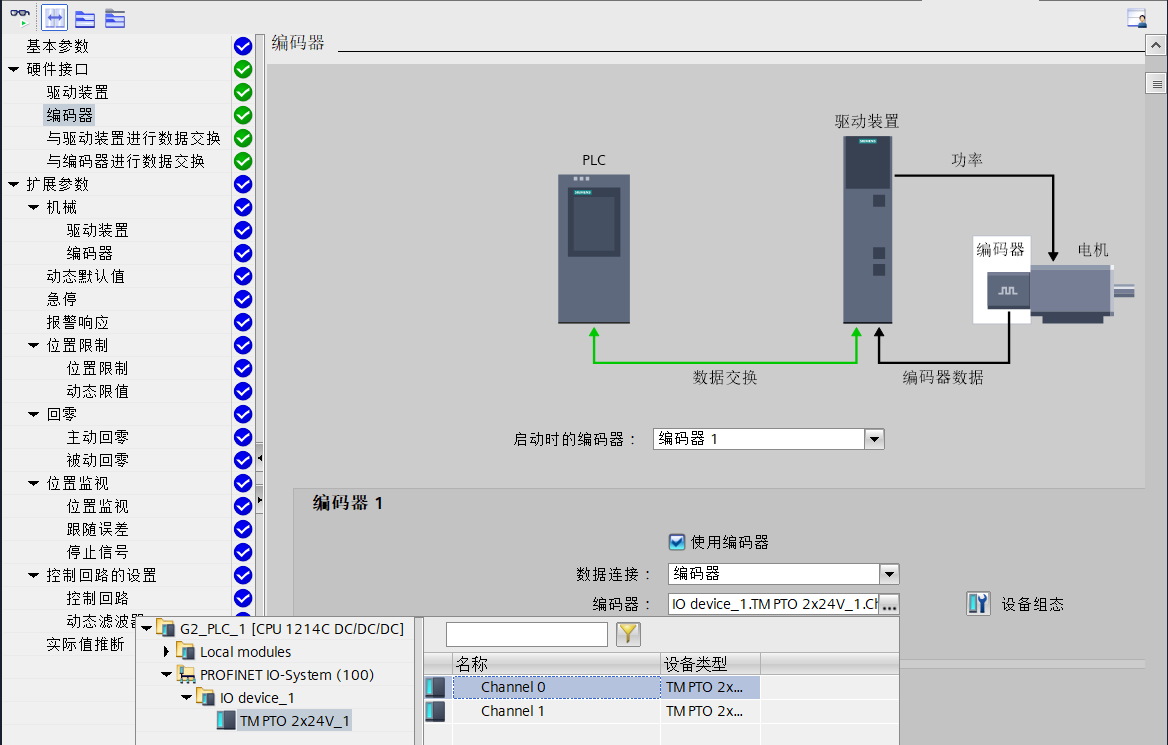
图3.7 连接编码器
(3)与驱动装置进行数据交换
TM PTO2 工艺模块的控制接口是标准报文 1,可以选择“组态过程中自动应用驱动器值(离线)”,此时之前在 TM PTO2 工艺模块通道 0 中定义的相关参数自动传输到工艺对象中,如图3.8所示。
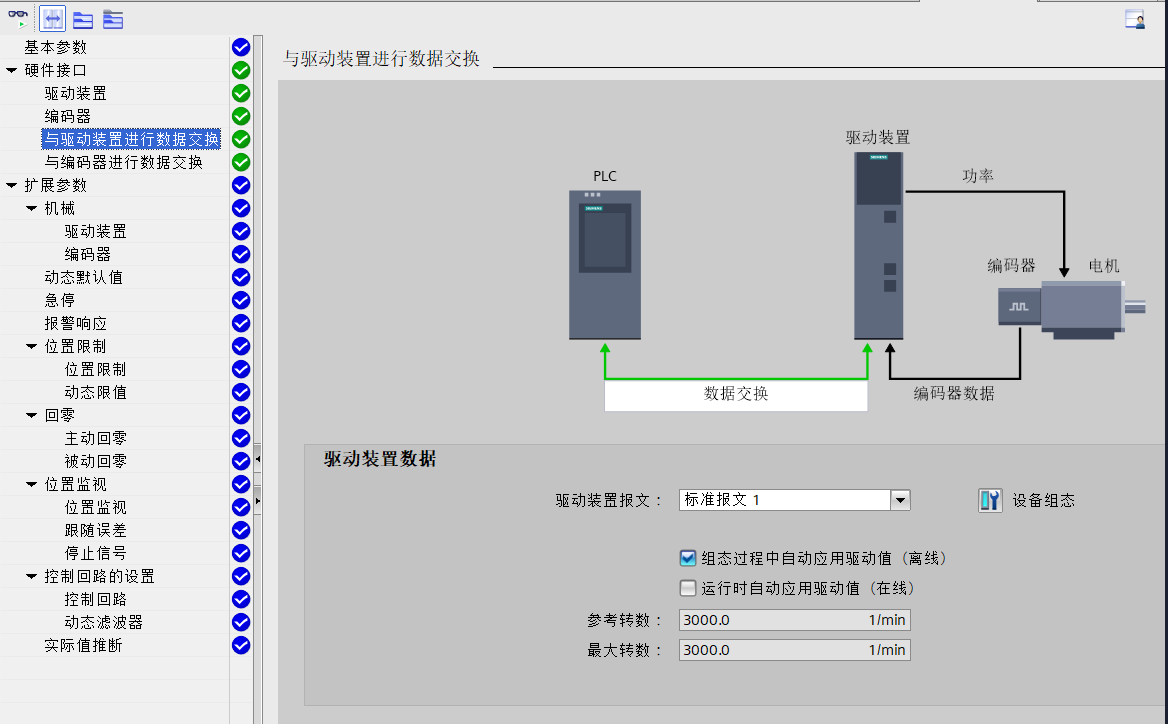
图3.8 与驱动装置进行数据交换
(4)与编码器进行数据交换
在与编码器进行数据交换界面, TM PTO2 工艺模块的提供的编码器报文是标准报文 81。选择 “组态过程中自动应用编码器值(离线)”,此时在 TM PTO2 工艺模块通道 0 中定义的相关参数,自动传输到工艺对象中,如图3.9所示。
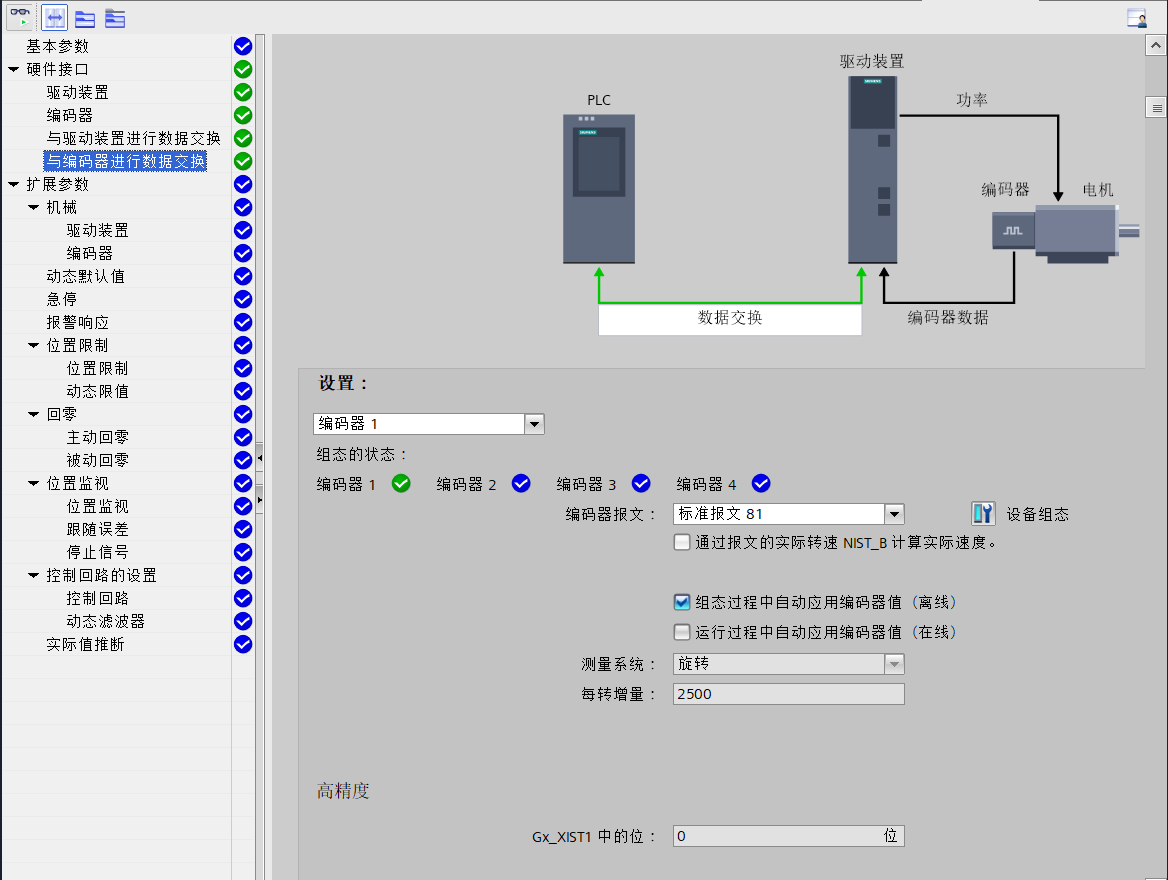
图3.9 与编码器进行数据交换
本示例中工艺模块中定义“每转增量”为 2500,表示发送 2500 个脉冲驱动电机转一圈,此参数被传送到工艺对象的编码器参数中, 工艺对象根据参数“每转增量”来解析工艺模块传送过来的位置反馈值。当位置反馈值增加 2500 时,表示电机位置转一圈。
(5)主动回零设置
在工艺模块通道组态中,启用了“将RS用作参考开关”功能,将参考点开关接到 TM PTO2 工艺模块的 CH0.RS 端子上。因此在主动回零需要选择回零模式“通过 PROFIdrive 报文使用零位标记”,其他回零参数根据实际要求进行设置,如图3.10所示。
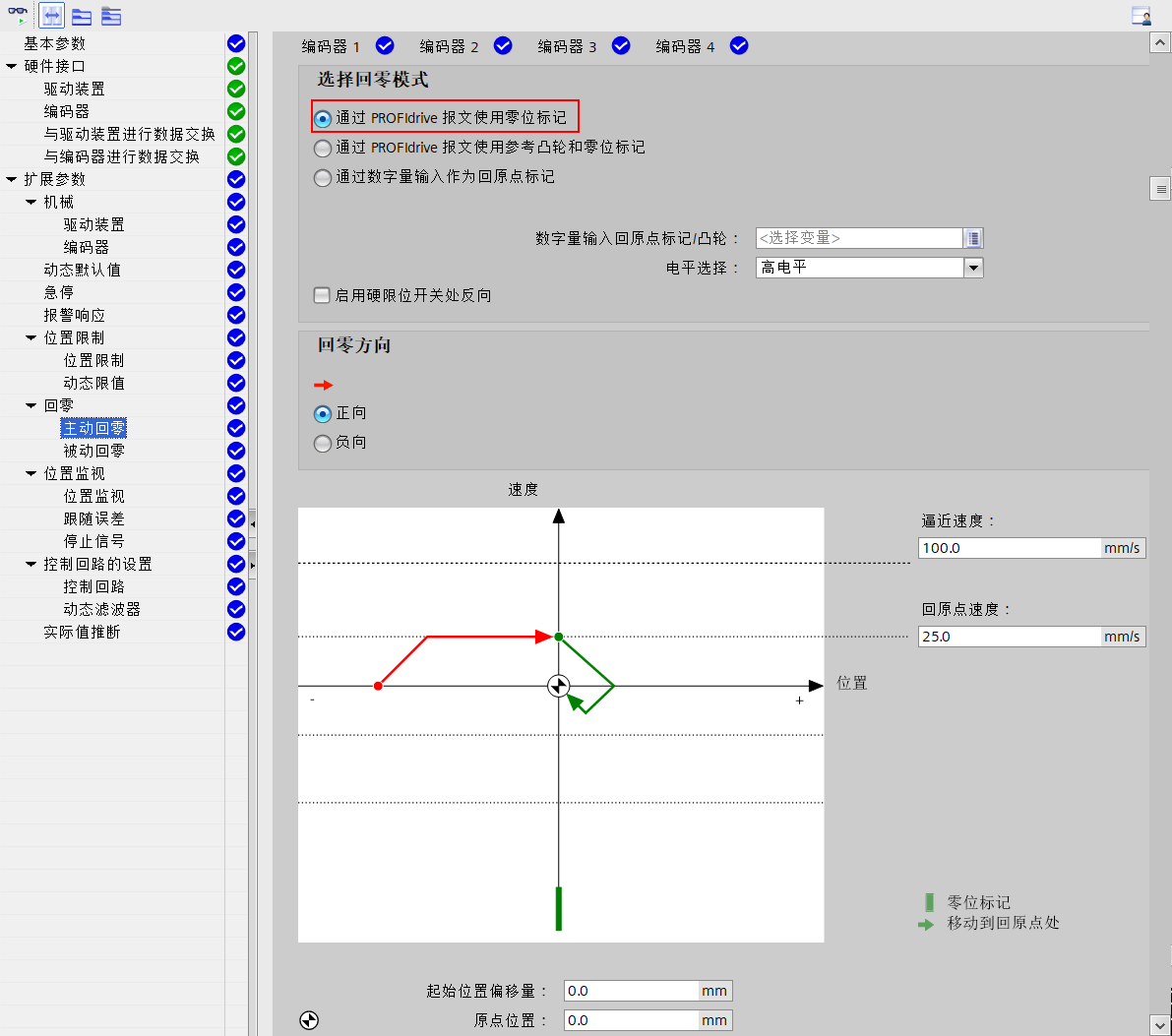
图3.10 主动回零设置
(6)测量输入
在工艺模块通道组态中,启用了“将 MI 用作测量输入”功能。将测量输入开关接到 TM PTO2 工艺模块的 CH0.MI 端子上,当开关接通时可以输出一个实际位置值。使用这个功能要添加测量输入工艺对象,并在硬件接口中选择测量输入类型“使用 PROFIdrive 报文进行测量(驱动装置或外部编码器)”,选择测量输入编号“1”,如图3.11所示。
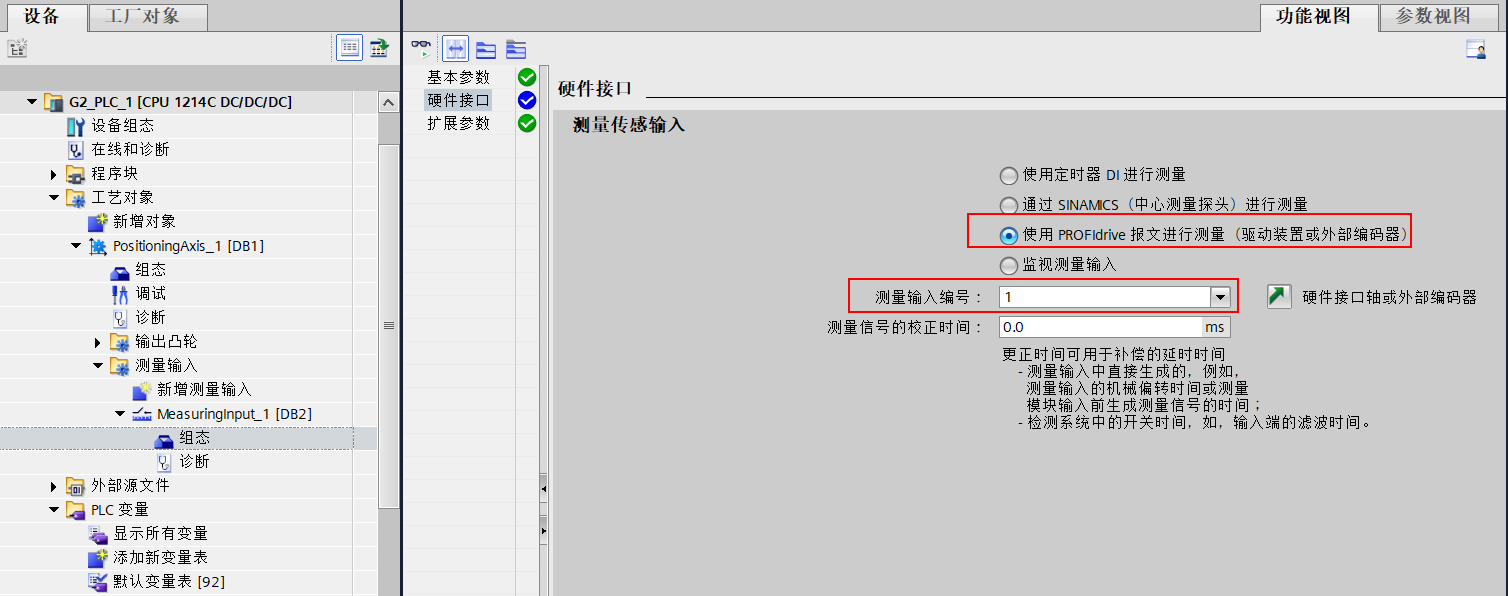
图3.11 测量输入
3.3 轴控制编程
(1)编写 MC_Power 指令,在用户程序中使能工艺对象及驱动器。在实际应用中,如要希望启动轴时不出现异常报警(比如在 PLC 与 TM PTO2 工艺模块的通信还没有建立起来就给轴使能命令等),在编程时应考虑将驱动器和编码器的状态字做为启动命令“MC_Power”的联锁信号,如图3.12所示。
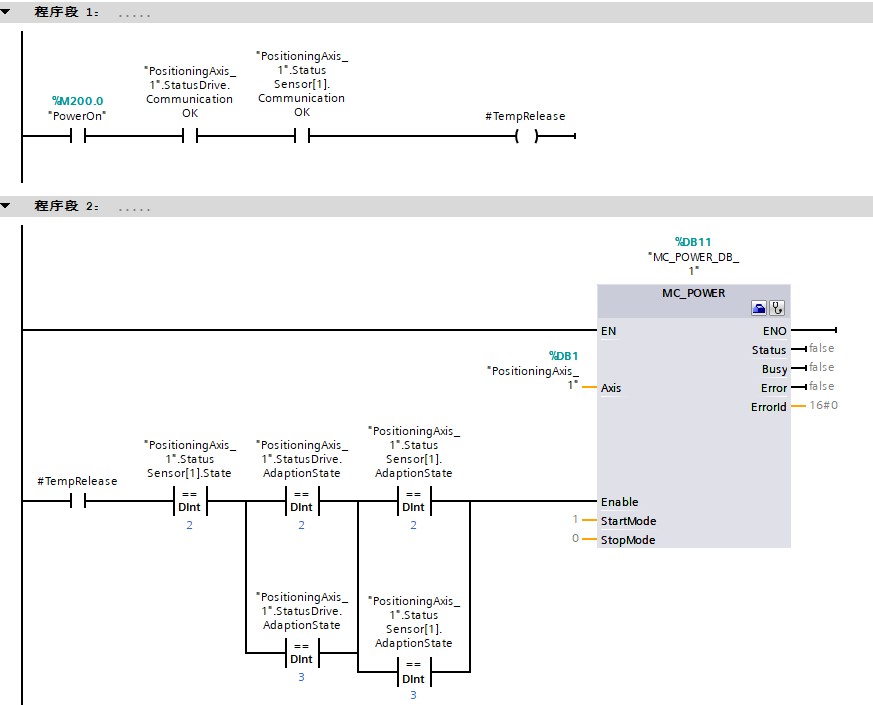
图3.12 编写 MC_Power 指令
(2)编写 MC_Reset 指令,在用户程序中对所有工艺报警进行确认。编写 MC_Stop 指令,在实际应用中停止轴的所有运动,并阻止工艺对象进行新的运动作业,如图3.13所示。
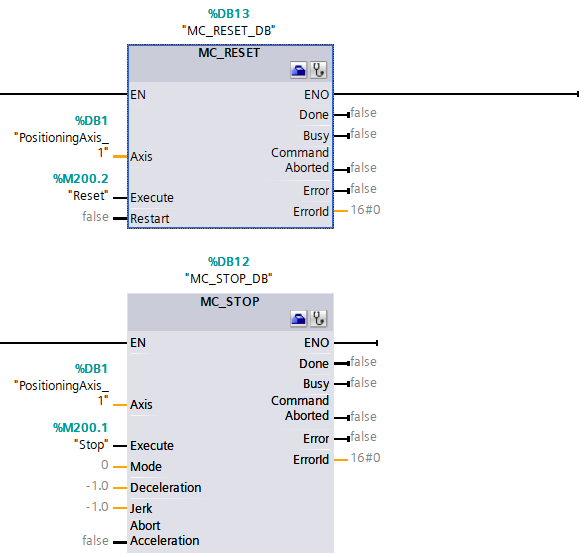
图3.13 编写 MC_Reset 和 MC_Stop 指令
(3)编写 MC_Home 指令,控制位置轴进行主动回原点,Mode=3。激活指令后,驱动按照工艺对象中的组态开始主动回原点。当触碰到接到 TM PTO2 工艺模块的 CH0.RS 端子上参考点开关后,移动到回原点处,将轴的位置设定为 "Position" 参数中的值(0.0),如图3.14所示。
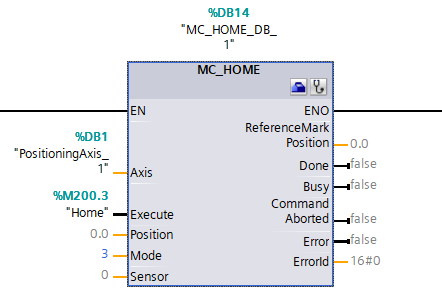
图3.14 编写 MC_Home 指令
(4)编写 MC_MoveAbsolute 指令,在完成回原点后,控制位置轴移动到某个绝对位置(500.0),如图3.15所示。
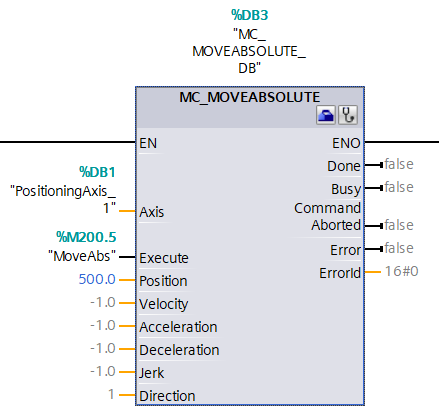
图3.15 编写 MC_MoveAbsolute 指令
(5)编写 MC_MoveJog 指令,可以在点动模式下移动轴,如图3.16所示。
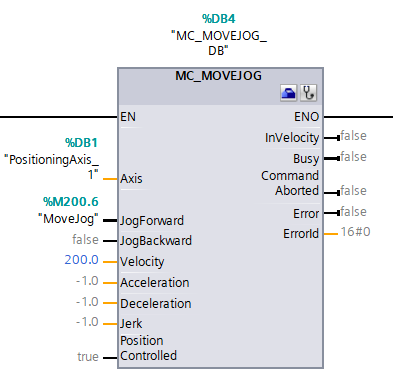
图3.16编写 MC_MoveJog 指令
(6)编写 MC_MeasuringInput 指令,ET200SP 工艺模块 TM PTO2 只支持使用 MC_MeasuringInput 指令进行一次测量。当接到 TM PTO2 工艺模块的 CH0.MI 端子上的开关出现一个上升沿时(Mode=0)可以输出一个实际位置值,如图3.17所示。
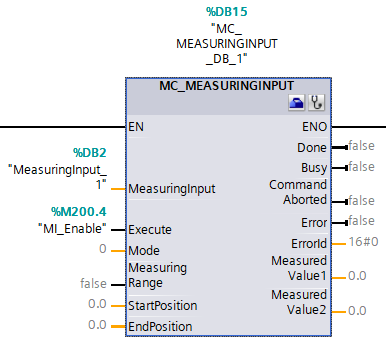
图3.17 编写 MC_MeasuringInput 指令
(7)程序中使用的 PLC 变量和含义,如图3.18所示。
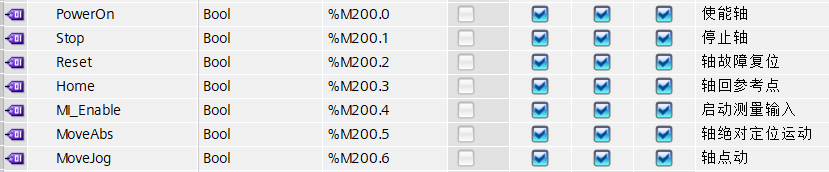
图3.18 PLC 变量表
4.项目测试
在轴的诊断编辑器中监测轴的状态位、运行的速度、位置设定值及实际值。
(1)设置“PowerOn”为TRUE,使能位置轴,MC_Power 指令执行,如图3.19所示。
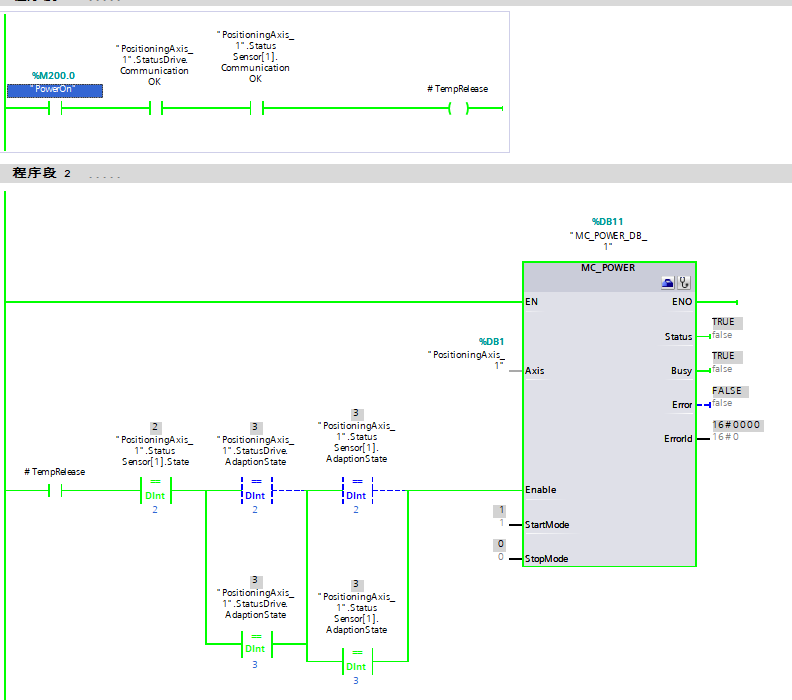
图3.19 MC_Power 指令执行正常
工艺对象置位工艺模块 TM PTO 2 的数字量输出 CH0.ED,使能驱动器。监控轴状态没有错误,显示“已启用”,如图3.20所示。
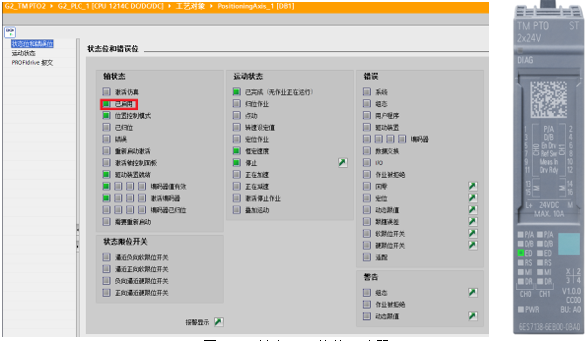
图3.20 轴启用,使能驱动器
(2)设置“MoveJog”为 TRUE,轴以指定速度 200.0mm/s 进行运动,如图3.21所示。
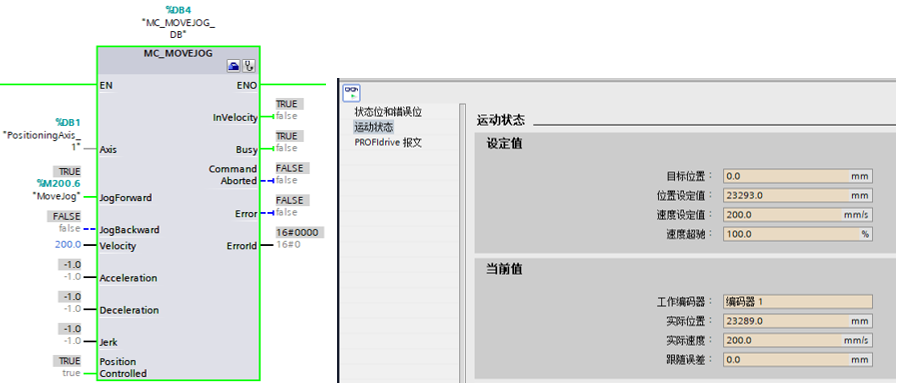
图3.21 轴点动
可以在轴移动过程中,设置“MI_Enable”为 TRUE,启动测量输入。
当工艺模块上连接的测量输入开关(CH0.MI)闭合时,可以在 MC_MeasuringInput 指令的 MeasuredValue1 得到测量值(100447.0)。后续如果需要停止轴,可复位“MoveJog”的“JogFoward”参数。
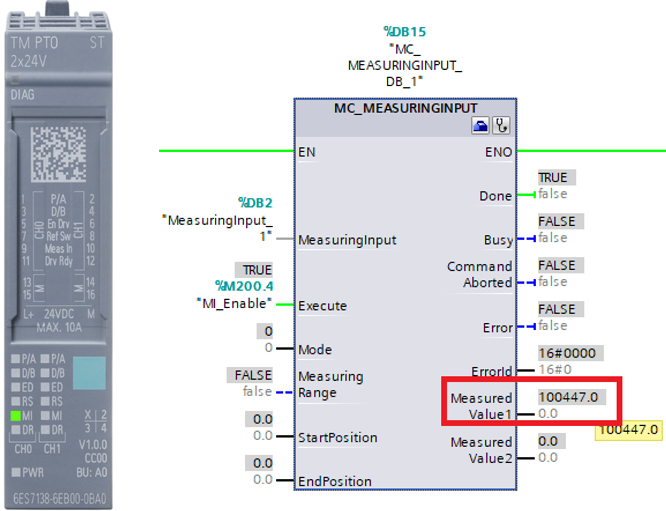
图3.22 模块上测量输入开关闭合时得到当前位置值
(3)设置“Home”为 TRUE,MC_Home 指令输出 Busy=TRUE,说明开始对轴进行回零操作,轴按照工艺对象的组态进行主动回零动作(正向,25.0mm/s 的速度寻找参考开关),如图3.23-25所示。
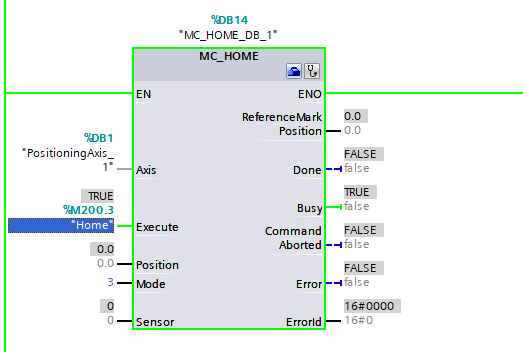
图3.23 激活轴回零
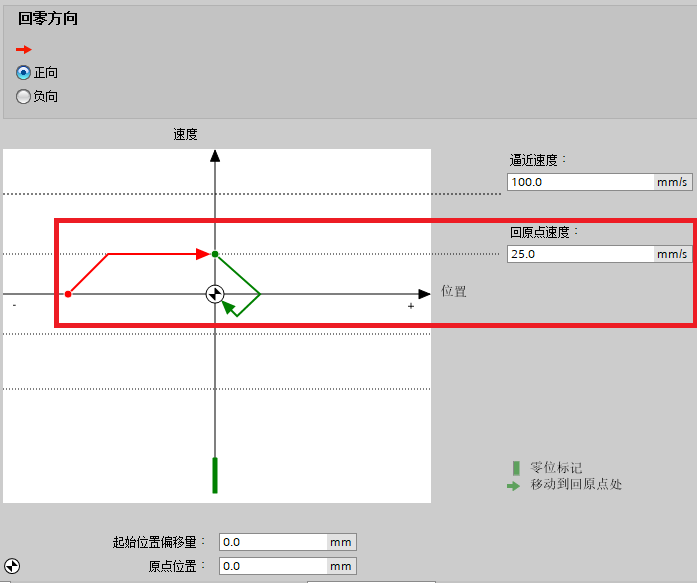
图3.24 轴回零设置
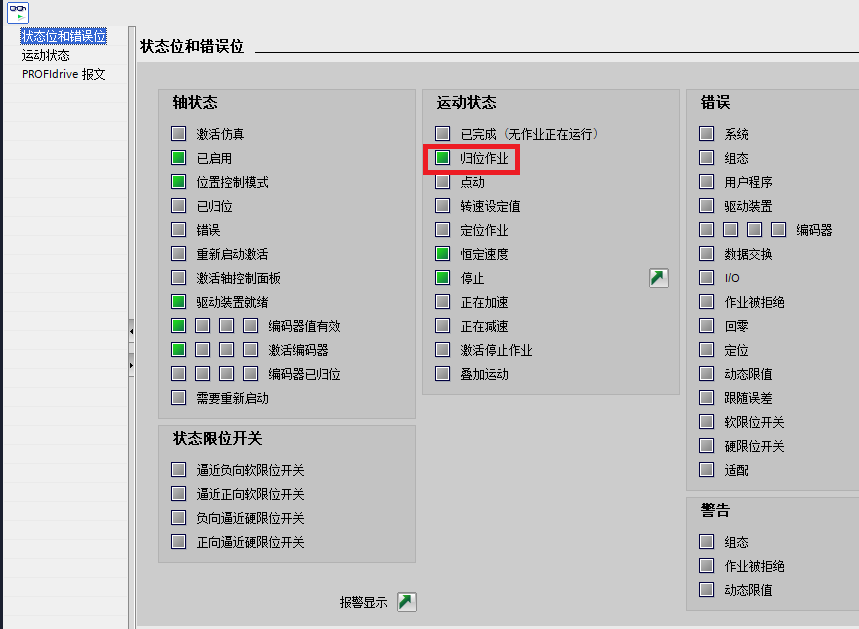
图3-25 轴执行回零动作
当触碰到工艺模块上连接的参考开关(CH0.RS)时,轴移动到原点处,并将位置值设置为 0.0mm,同时置位“已归位”标志。说明回原点完成,如“Home”保持为TRUE,则可看到 MC_Home 指令的输出 Done=TRUE,如图3.26-28所示。
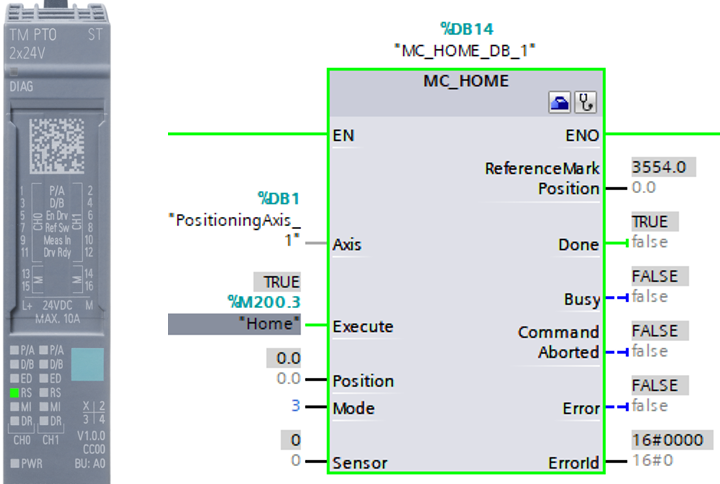
图3.26 触碰参考开关后轴回零作业完成
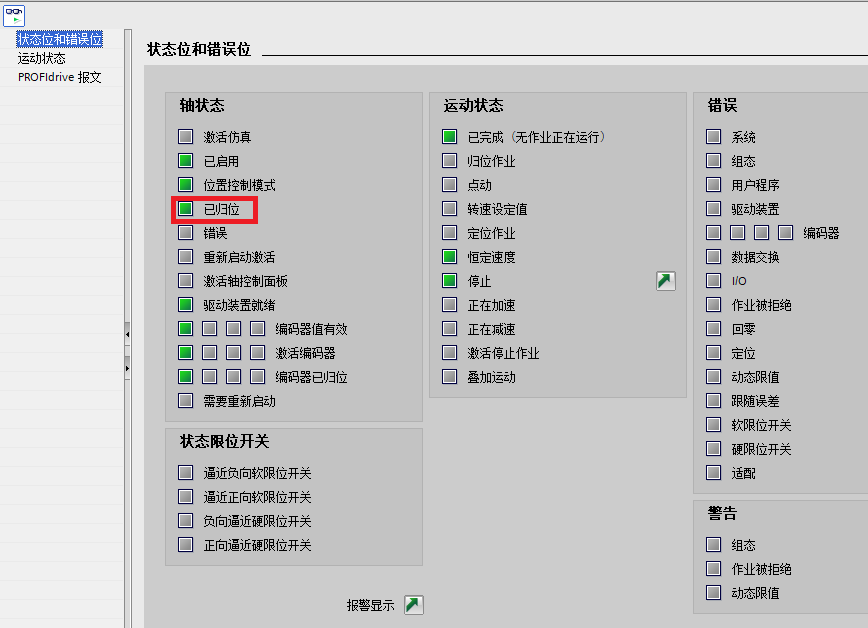
图3.27 轴状态已归位
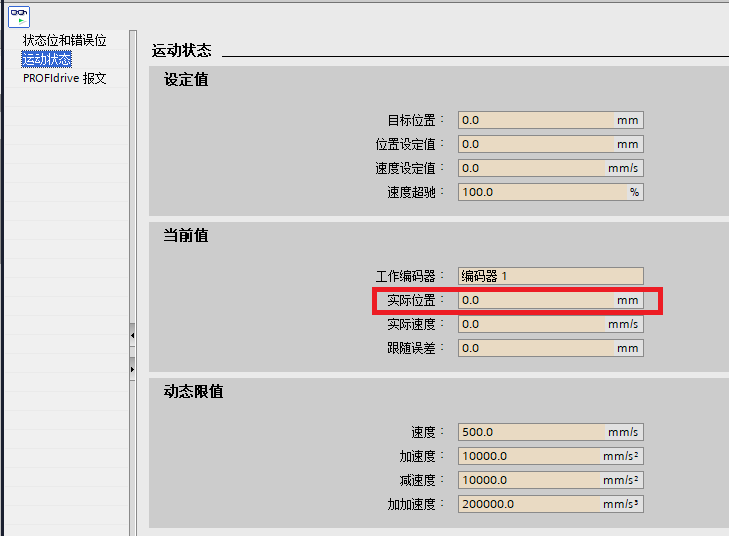
图3.28 当前位置设置为工艺对象中组态位置(0.0mm)
(4)回零完成后,轴可以进行绝对运动。设置“MoveAbs”为 TRUE,让轴绝对定位到 Position (500.0 mm),如图3.29-30所示。
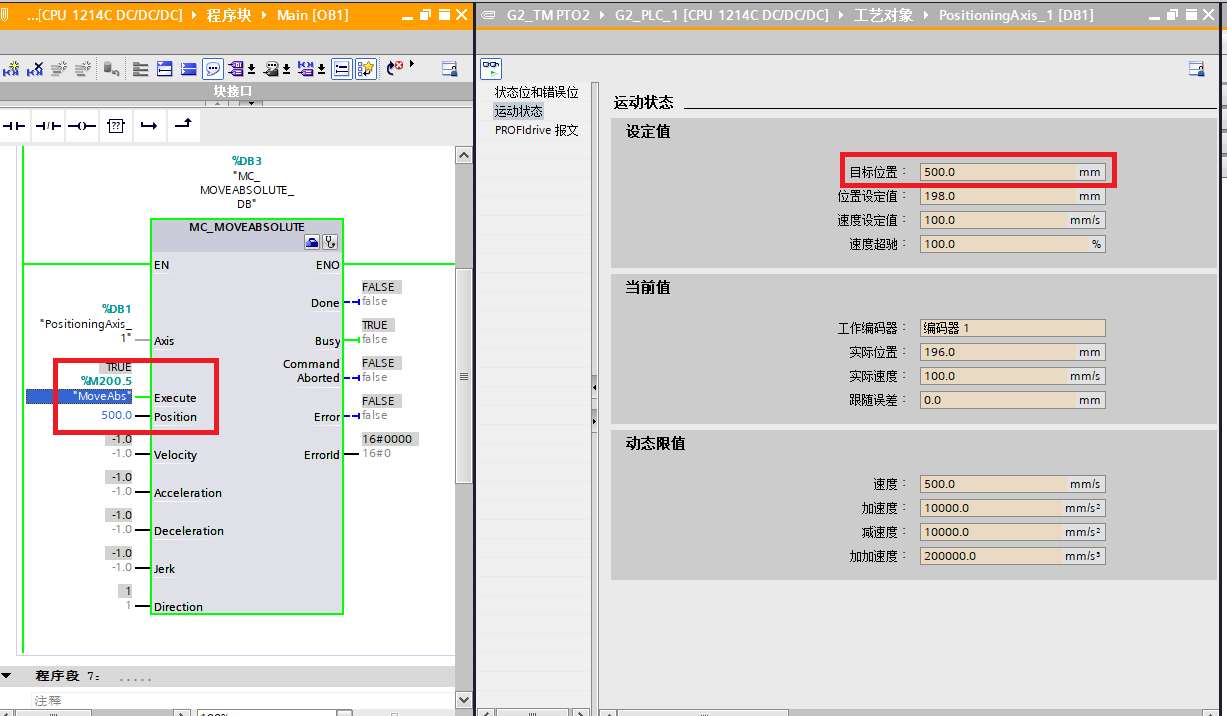
图3.29 轴进行绝对运动的过程中
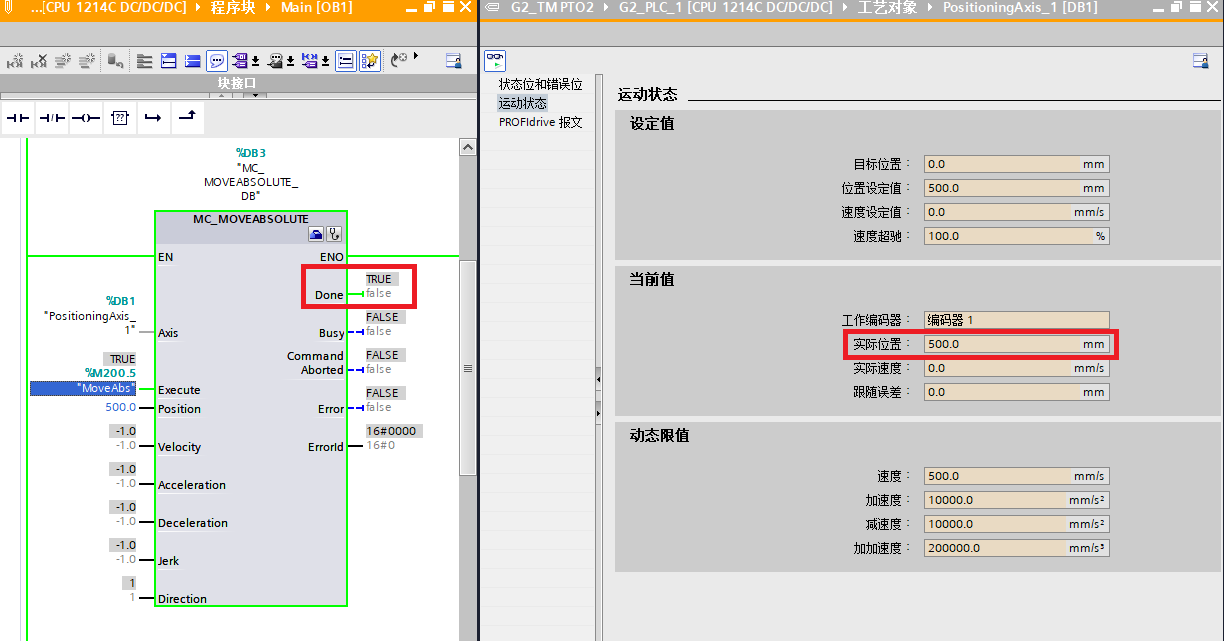
图3.30 轴运动到设定位置
(5)在轴运动过程中,可以随时设置“Stop”为 TRUE,通过 MC_Stop 指令停止轴的所有运动。
(6)轴运动过程中如果出现故障,可以设置“Reset”为 TRUE,通过 MC_Reset 指令对轴的故障进行确认,之后将其设置为 FALSE。

- 评论
更多
-
分享
扫码分享
- 收藏 收藏
- 点赞 点赞
- 纠错 纠错






{{item.nickName}}