


















 西门子官方商城
西门子官方商城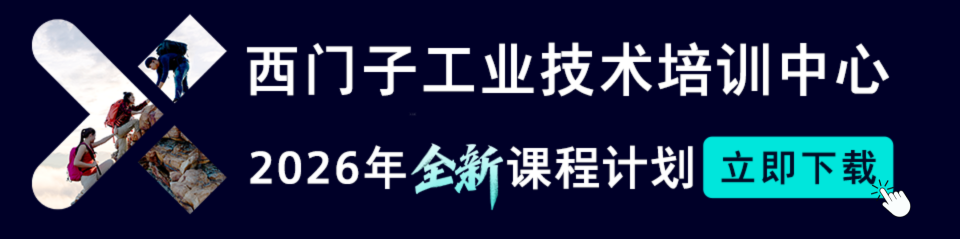
- {{item.name}}
更多

S7-1200 G2连接S200实现齿轮同步

发布时间:2026年02月12日
- 2
- 1148
本章节讲解 S7-1200 G2 连接 S200 实现齿轮同步
1.概述
S7-1200 G2 CPU支持通过PROFINET将驱动器连接为速度轴、定位轴或同步轴,能够实现轴的精确定位和同步运行。
本文档主要介绍如何使用 S7-1200 G2 CPU的相对齿轮同步功能。为了更好地理解这个功能,本文介绍一个应用示例:汽车维修台架的升降控制,机械示意如图1
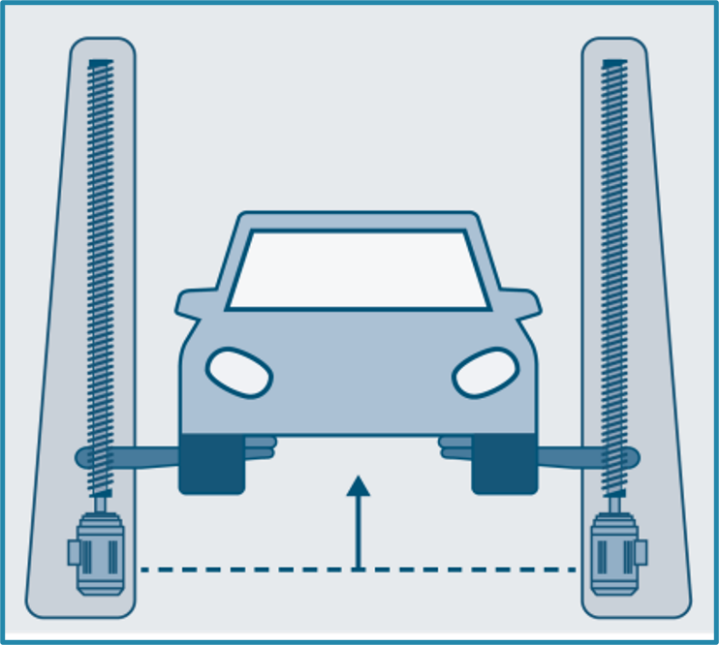
图1-1 汽车维修台架
汽车维修台架由左右两台电机共同驱动台架升降,为了保持台架水平升降,两个轴需要实现同步控制。因此示例中使用了两台 SINAMICS S200 Basic PN 驱动器,第一台驱动器(左侧)作为位置控制驱动器运行,同时作为第二台驱动器的引导轴,而第二台驱动器(右侧)则配置为同步轴运行,作为跟随轴。在 TIA Portal 中,使用S7-1200 G2 CPU 通过工艺对象控制两个 SINAMICS S200 Basic PN 驱动器,并通过运动控制指令 MC_GearIn 来实现两个驱动器的同步运行。
系统的结构图:
图1-2 硬件结构图
本应用例程中包含以下主要组件:
表1-1,硬件组件
| 名称 | 订货号 | 数量 | 固件版本 |
| CPU 1214C DC/DC/DC | 6ES7 214-1AH50-0XB0 | 1 | V1.0.2 |
| SINAMICS S200 Basic PN | 6SL5 610-1BB10-1AF0 | 2 | V6.4 HF1 |
| SIMOTICS S-1FL2 电机 | 1SL2 102-4AG00-0SC0 | 2 |
表1-2,软件组件
| 名称 | 版本 | 备注 |
| STEP 7 Professional | V20 Update4 | |
| SINAMICS Startdrive | V20 SP1 |
2.配置和参数设置
2.1 组态 PLC
1. 在左侧项目树中双击节点“添加新设备”,在设备列表中找到 S7-1200 G2 CPU 订货号,将其添加到项目中。
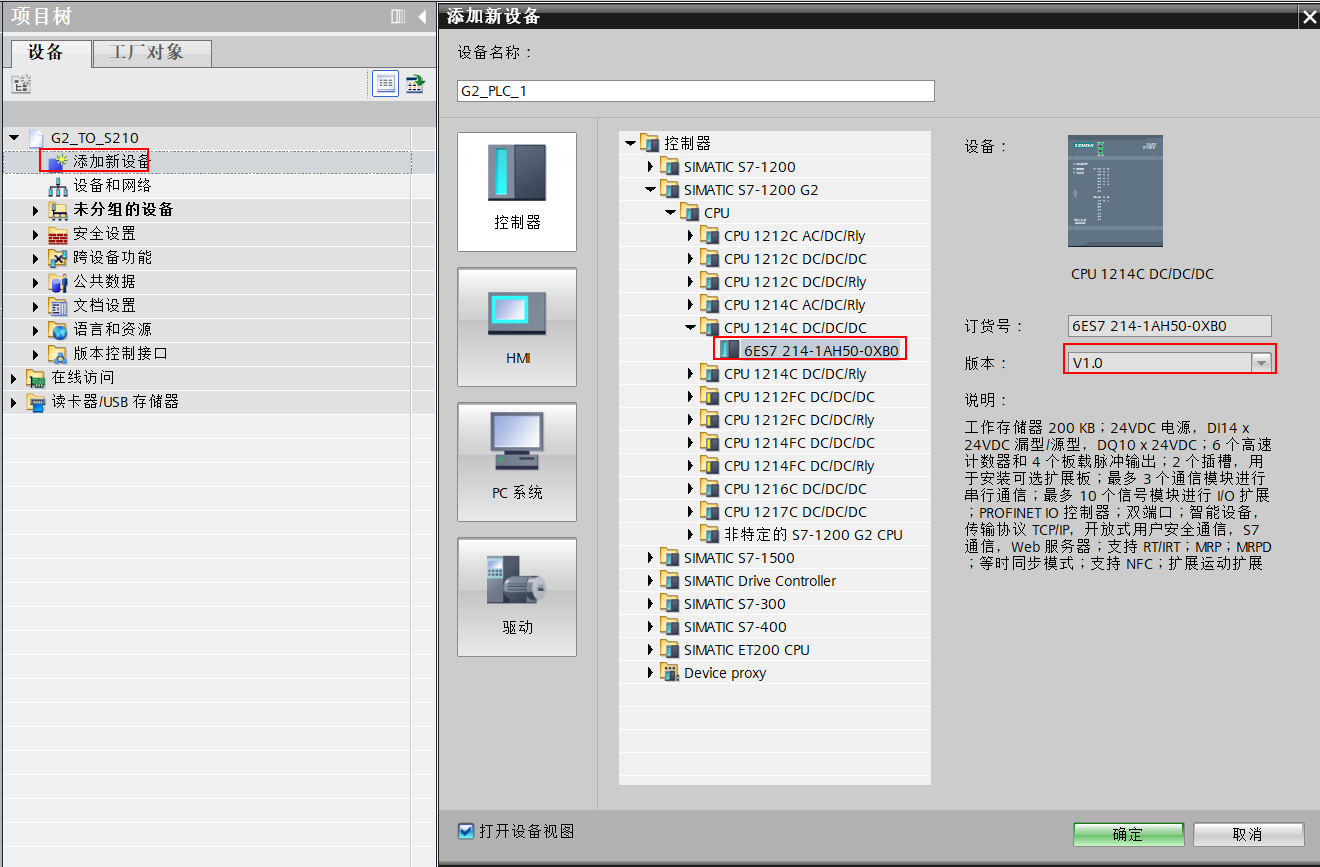
图2-1 添加 S7-1200 G2
2. 本示例主要是介绍运动控制方面的功能,不涉及安全功能,因此在 PLC 安全设置向导中,取消激活“保护机密的 PLC 数据”和选择“禁用访问控制”外,其他都采用默认设置。
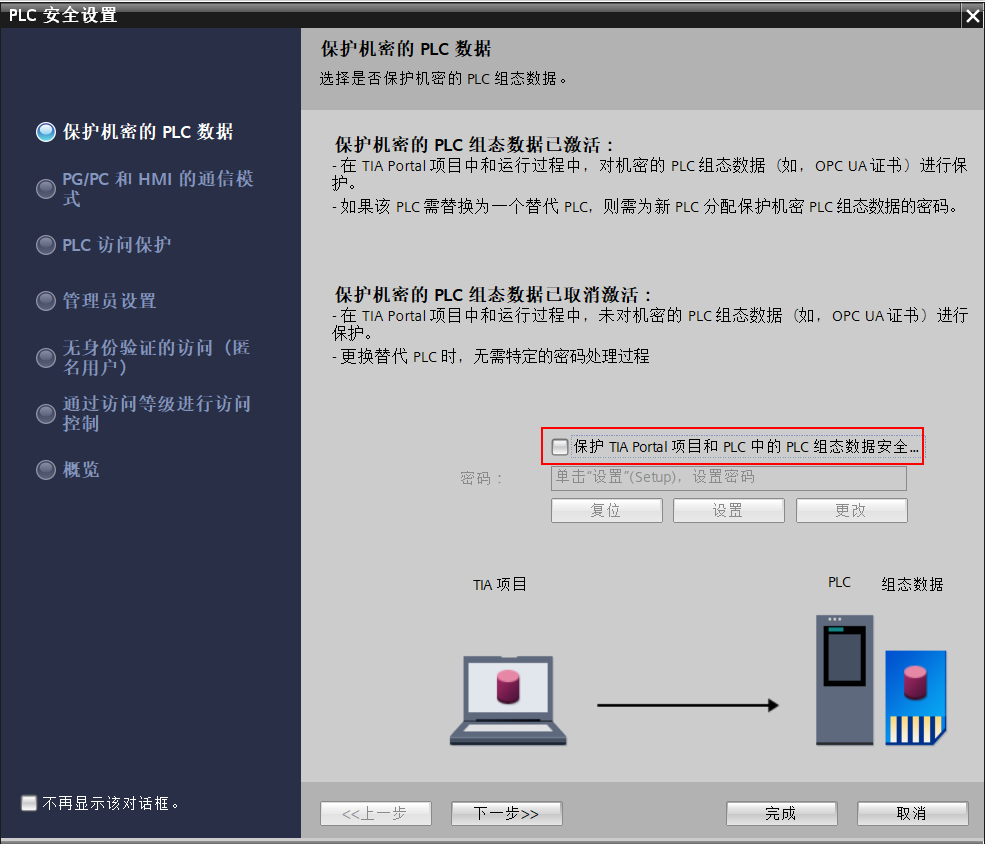
图2-2 保护机密的 PLC 组态数据取消激活
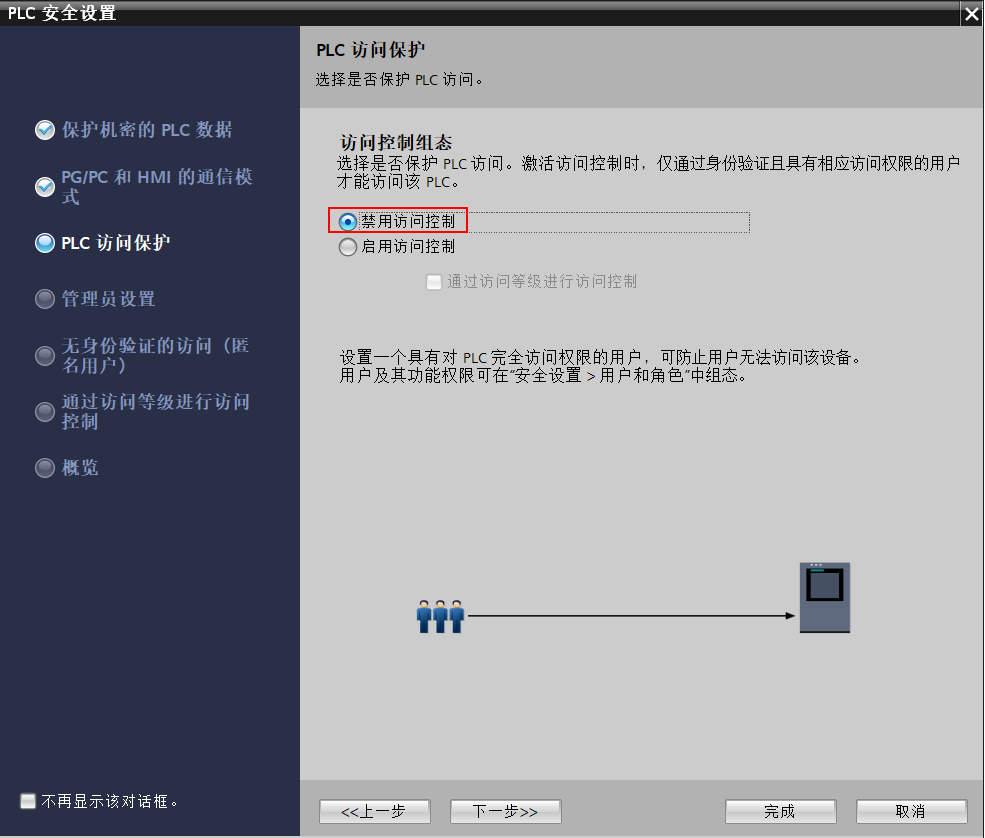
图2-3 禁用访问控制
3. 设置 CPU 的 PROFINET 接口
4. 选择“以太网地址”,新建子网“PN/IE_1”,设置 CPU 的 IP 地址。
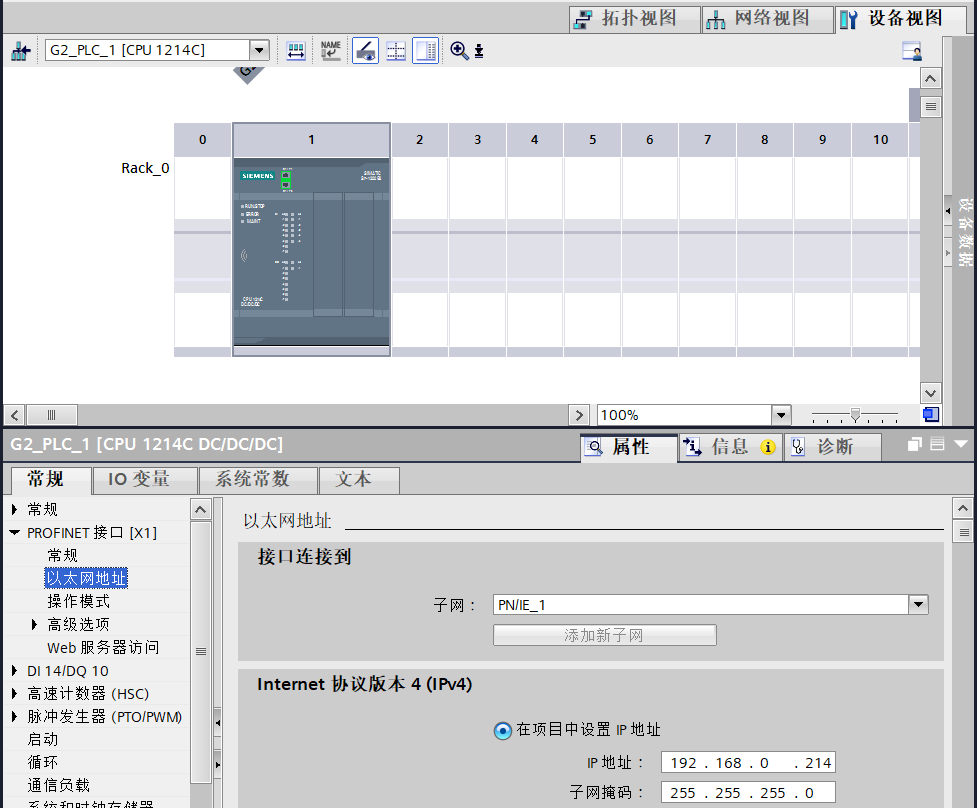
图2-4 设置以太网地址
2.2 组态 SINAMICS S200
1. 项目网络视图中,在右侧硬件目录中找到 S200 对应的型号和版本号,添加到网络视图。
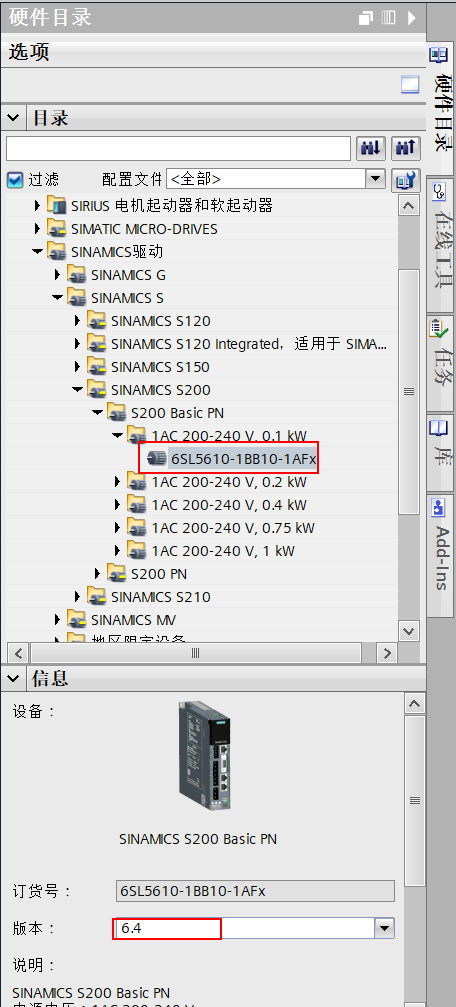
图2-5 添加 S200
2. 在“安全设置”向导中,由于本示例主要是介绍运动控制方面的功能,不涉及安全功能,因此选择“继续使用低等级安全设置”,随后的界面选择“确定”和“完成”。

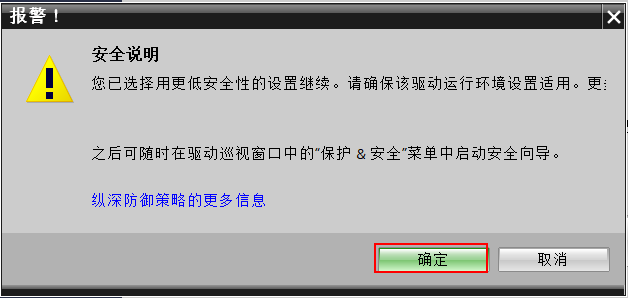
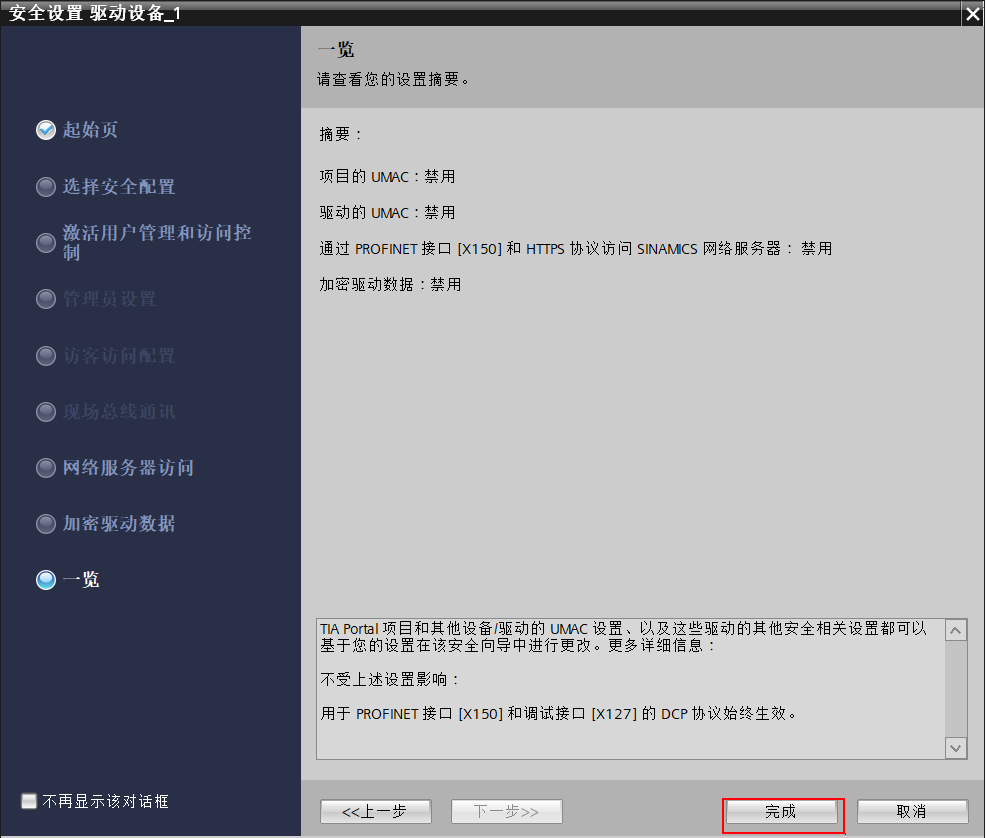
图2-6 选择低等级安全设置
3. 进入 S200 设备视图,添加所使用的电机型号,系统会自动添加电机详细信息和所分配的编码器和编码器检测模块。
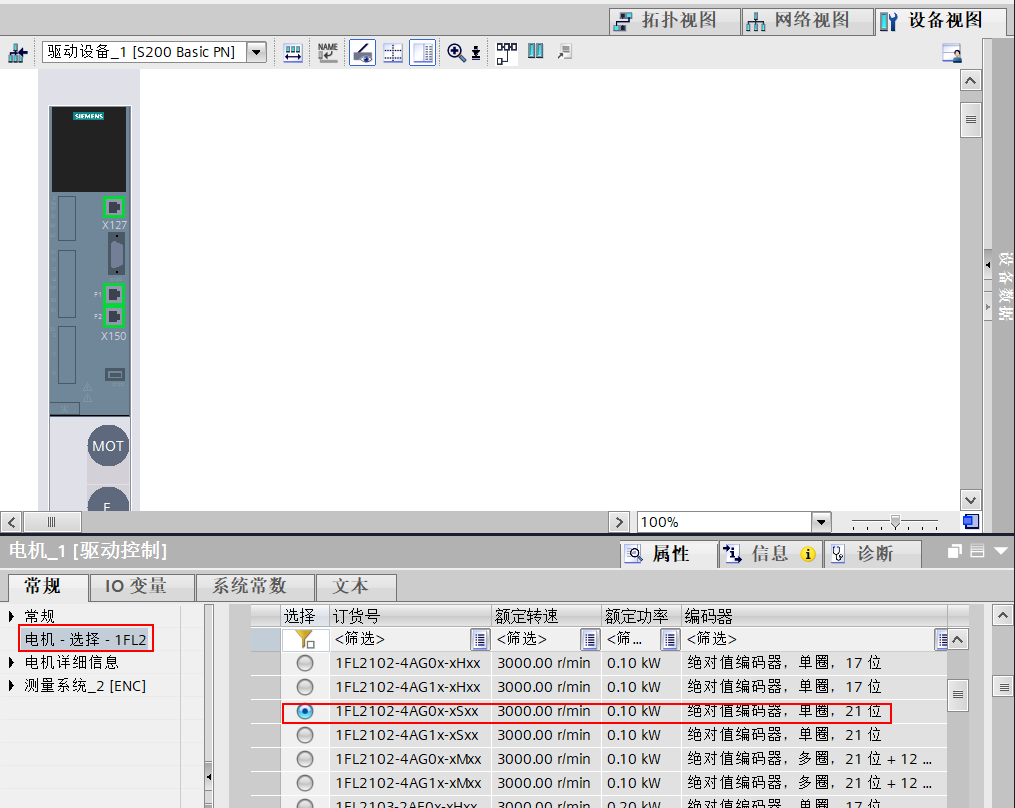
图2-7 选择 S200 电机
3. 点击 S200,进入设备视图,开始设置 PROFINET 接口 [X150] 的相关参数
设置以太网IP地址和设备名称(为了便于区分,将连接升降台架左侧的电机的 S200 的 PROFINET 设备名称手动设置为“S200_Left”),注意,不是以太网调试接口[X127]。
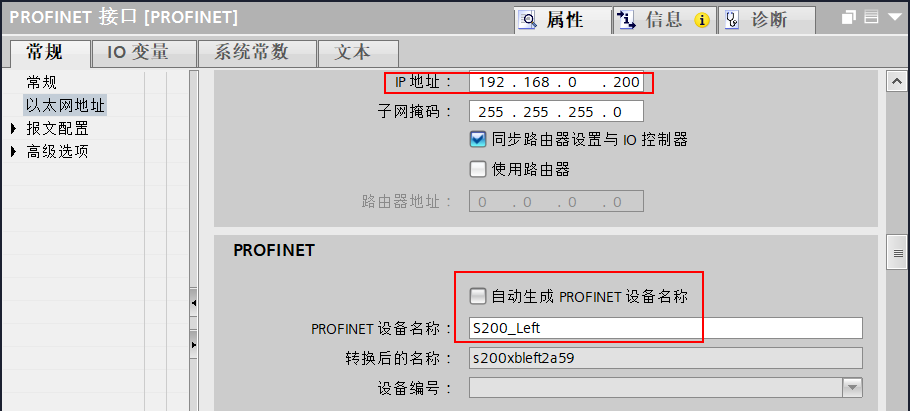
图2-8 设置 PROFINET IP 地址和设备名称
3. 相同步骤组态另一侧 S200,配置电机并设置IP地址和设备名称。
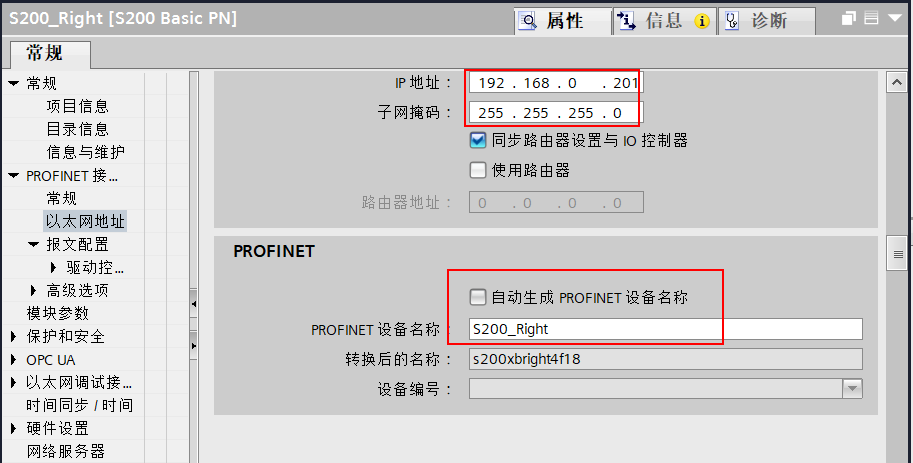
图2-9 另一台 S200 设置
2.3 连接 CPU 和 SINAMICS S200
1. 项目网络视图中,鼠标左键点击 S200 站上的“未分配”,然后选择“G2_PLC_1.PROFINET 接口_1”,再次操作另一个 S200 站。将两个 S200 站连接到 CPU。
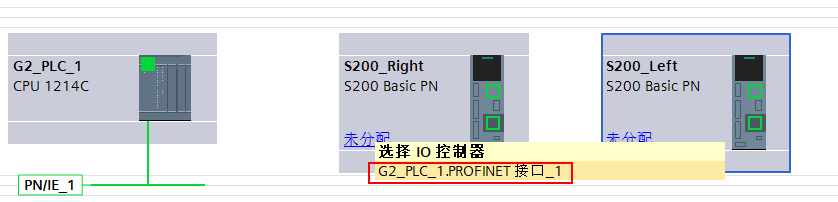
图2-10 将S200分配给IO控制器
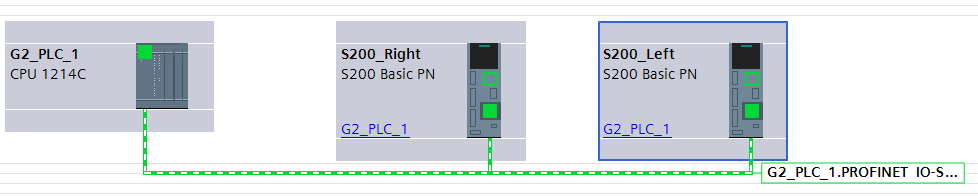
图2-11 完成两个 S200 站点的分配
2. 在“拓扑视图”中配置 S200 站点和 CPU 之间网络端口的拓扑连接(设备之间的网线连接关系)。
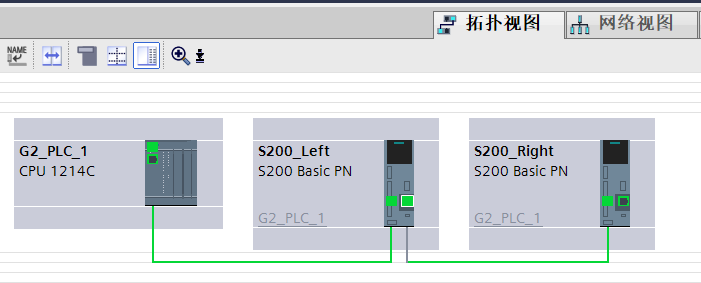
图2-12 PLC 和 S200 之间的拓扑关系
3. 配置等时同步模式
4. 设置 CPU1214C 的同步功能为“同步主站”,将发送时钟修改为“4ms”。较小的发送时钟会增加动态性,但会提高 CPU 的占用率,因此典型值为 4 毫秒。
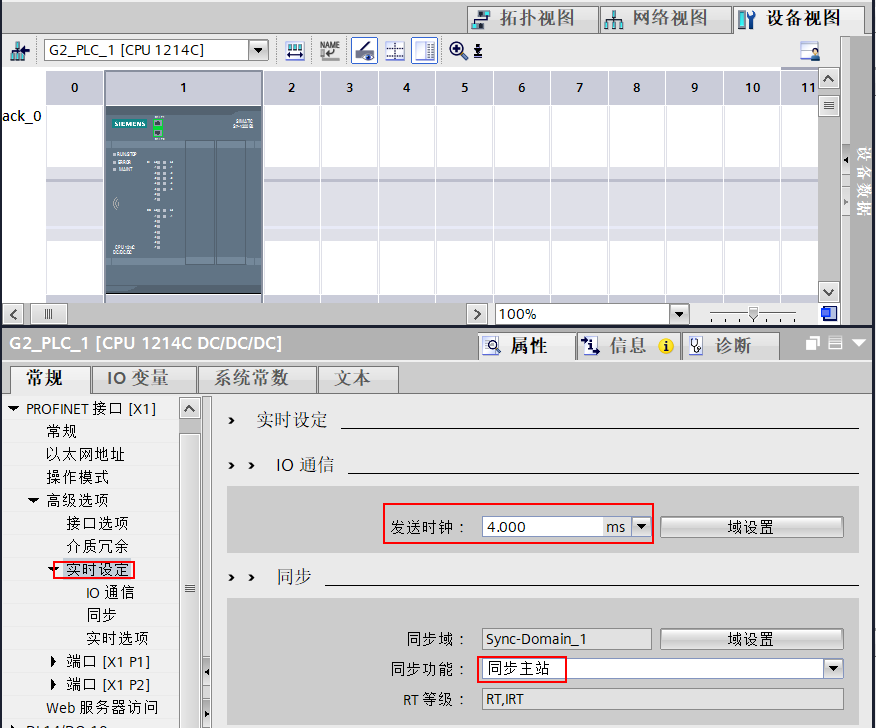
图2-13 CPU1214C 的实时设定
5. 打开“S200_Left”设备视图,在报文配置中查看报文为“西门子报文 105”,在组织程序块“自动更新”处点击红框图标,弹出窗口选择“创建”,添加系统组织块“MC-Servo”。
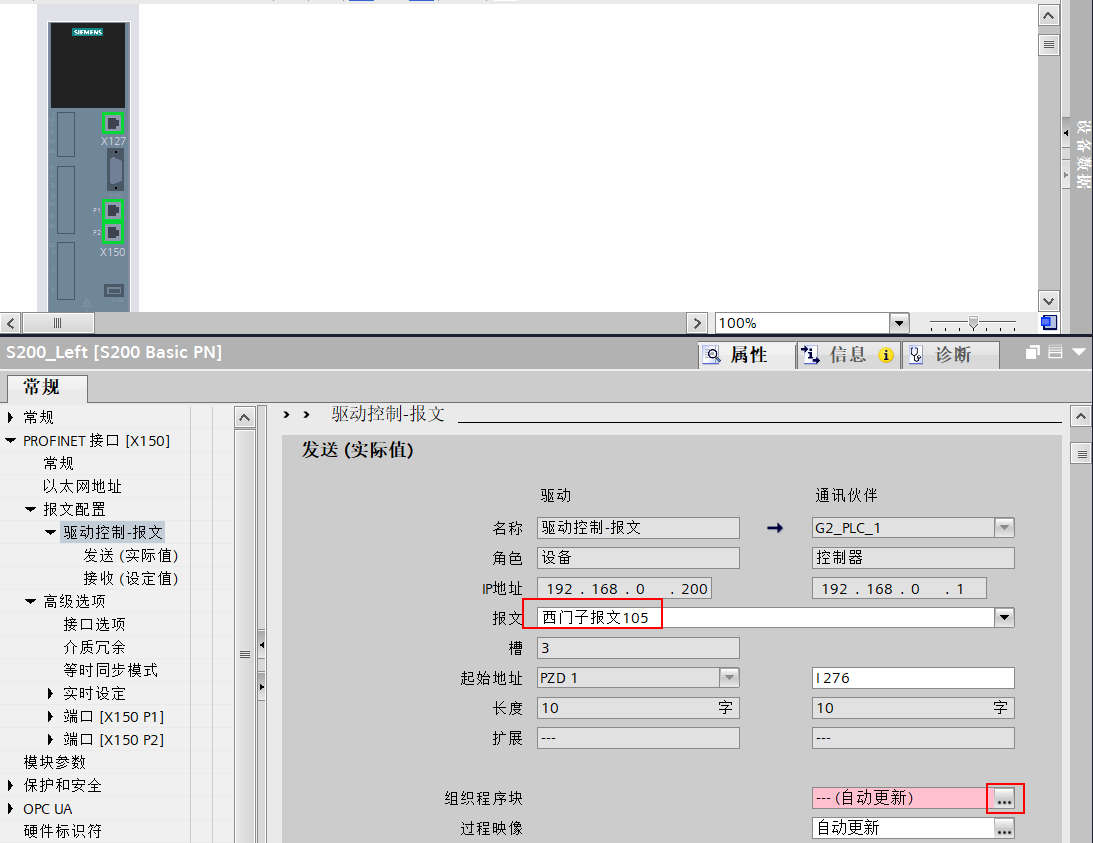
图2-14 驱动报文
图2-15 创建

图2-16 添加新块“MC-Servo”
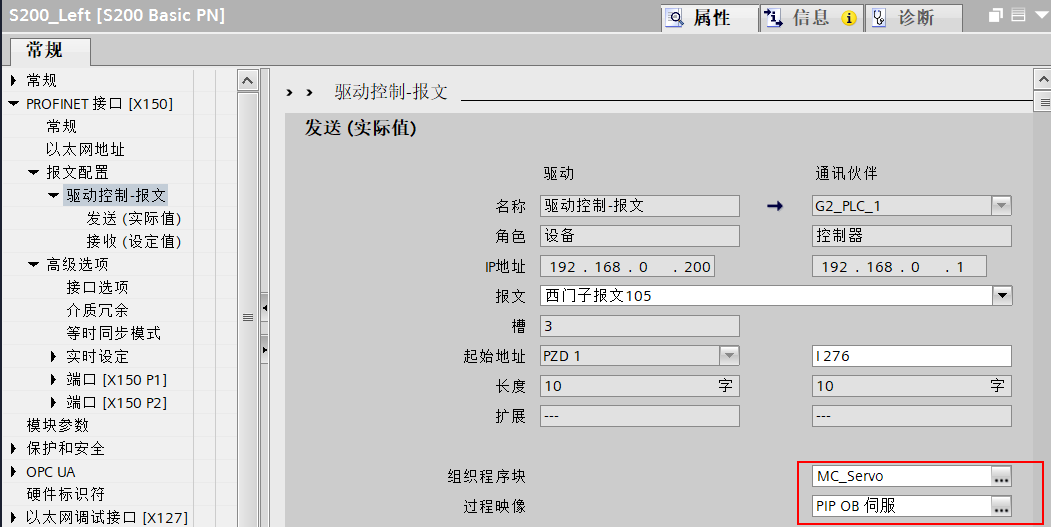
图2-17 报文分配组织块“MC_Servo”
6. 在高级选项中,确认“等时同步模式”已经勾选。
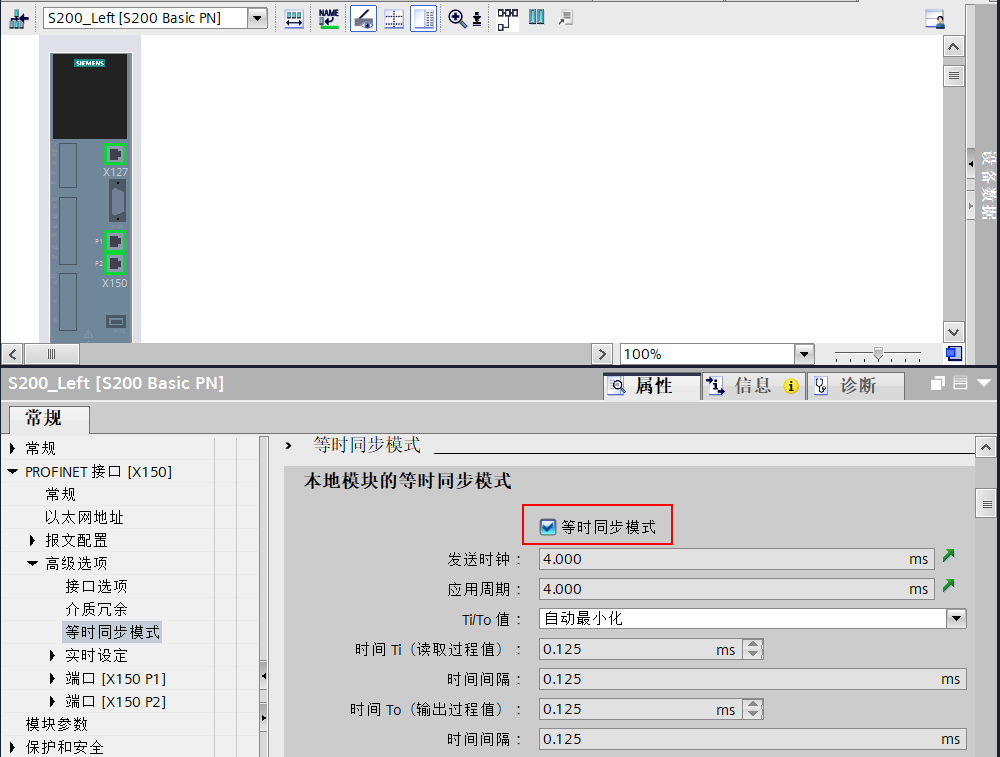
图2-18 激活等时同步模式
7. 然后进入“S200_Right”设备视图进行第2)、3)步相同操作,在分配报文组织块时可以直接选择前面已经创建的“MC_Servo”。
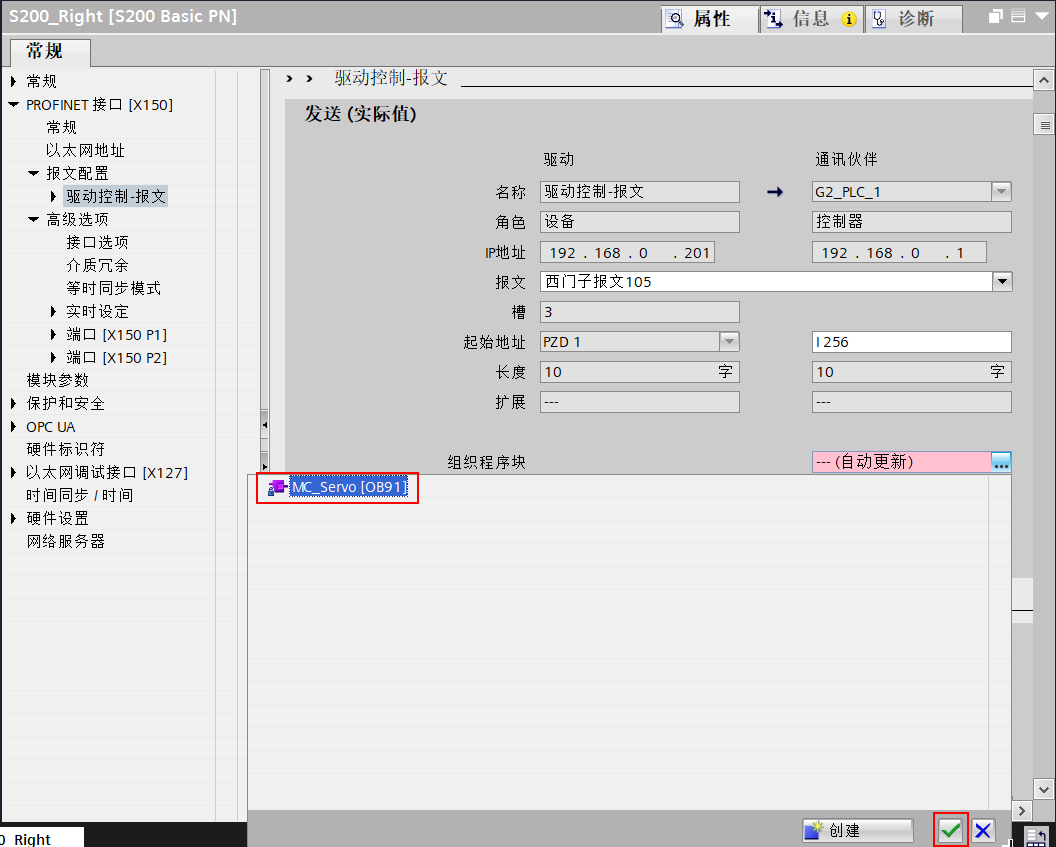
图2-19 直接选择已创建的“MC_Servo”
8. 设置“MC_Servo”组织块的循环时间。左侧项目树中,在“程序块”下找到“MC_Servo”。鼠标右击,弹出菜单选择“属性”,修改“周期”为“同步到总线”,并在“发送时钟的来源”下拉菜单选择“PROFINET IO-System (100)”。
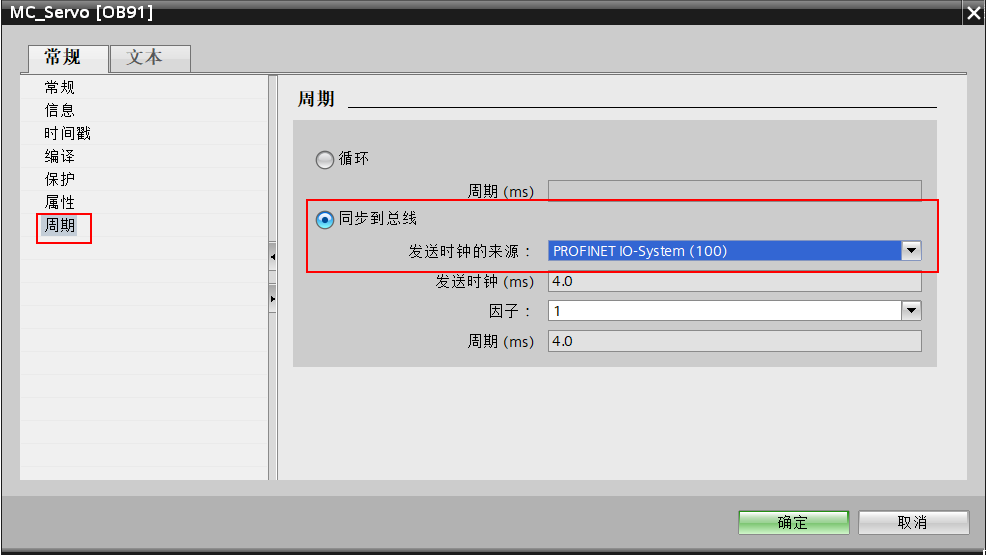
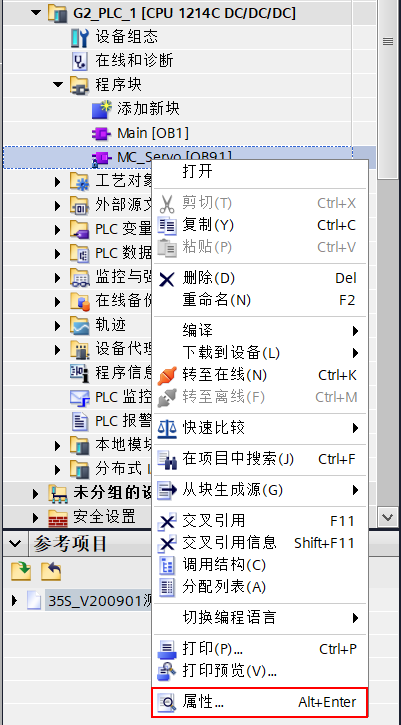
图2-20 设置“MC_Servo”周期属性
2.4 创建和配置轴工艺对象
在这一章节里,要创建两个轴工艺对象,一个定位轴作为引导轴,一个同步轴作为跟随轴。
2.4.1创建一个定位轴工艺对象
1. 在左侧项目树中“工艺对象”下双击“新增对象”,添加一个新对象。
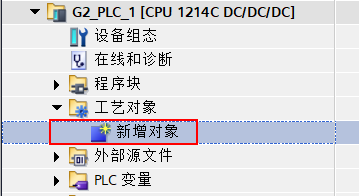
图2-21 新增工艺对象
1. 在“运动控制”列表中选择“TO_PositioningAxis”:
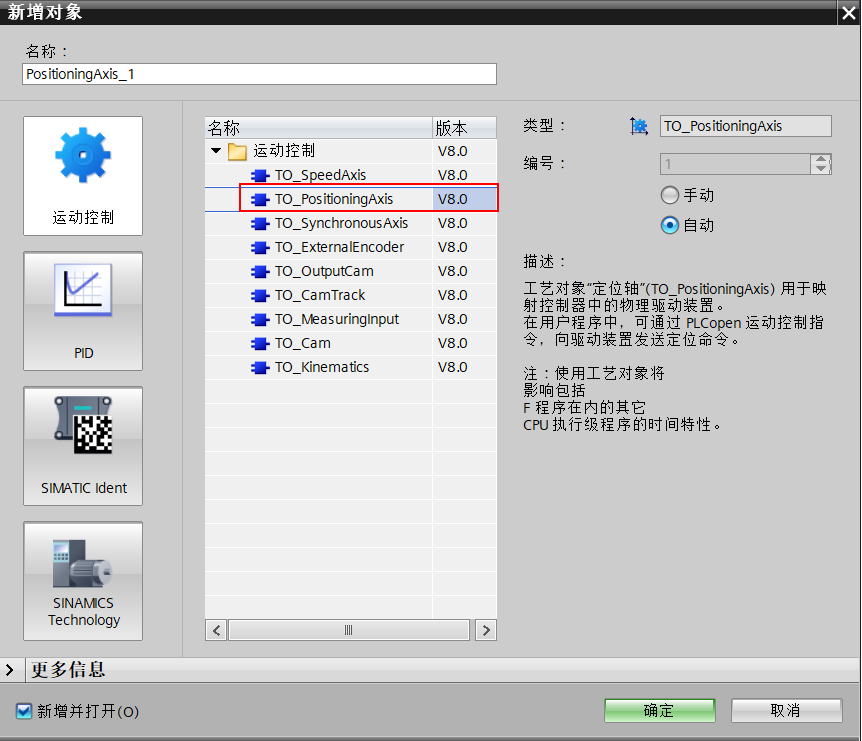
图2-22 添加定位轴工艺对象
2. 成功添加后,定位轴的配置面板自动打开,需要逐步完成配置。首先在“硬件接口”配置驱动装置:
驱动类型:“PROFIdrive”
驱动装置:“S200_Left”(指定为引导轴的S200设备)
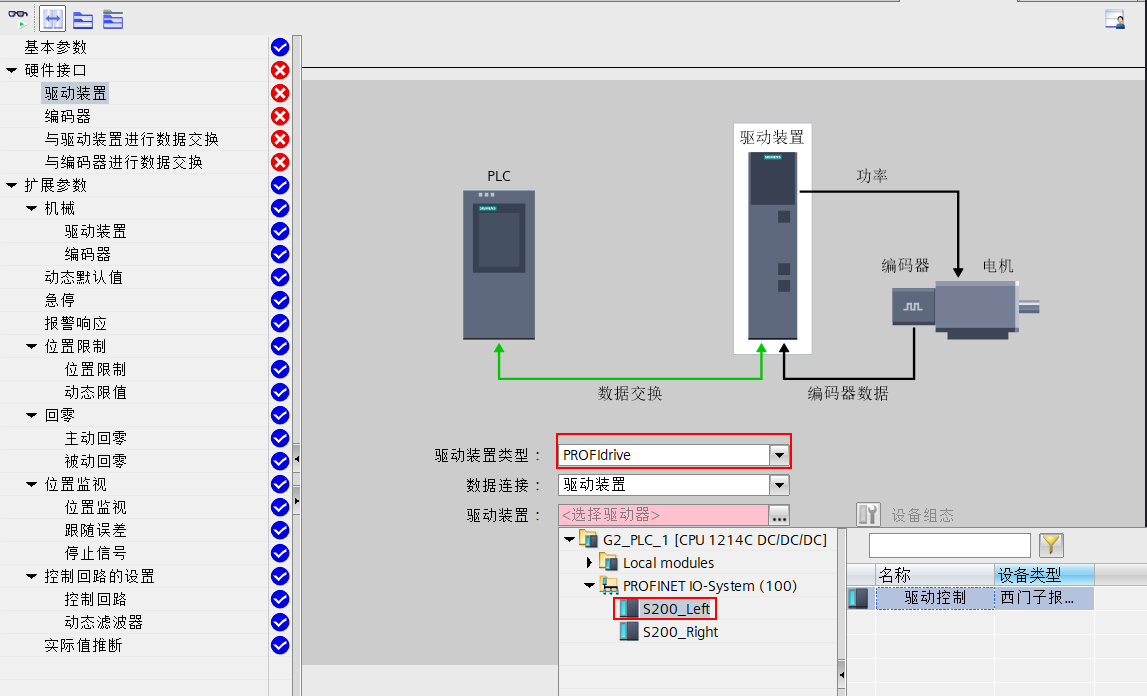
图2-23 选择驱动装置
在“与驱动装置进行数据交换”界面:驱动装置报文自动选择“标准报文105”,分别勾选“组态过程中自动应用驱动值(离线)”和“运行时自动应用驱动值 (在线)”。
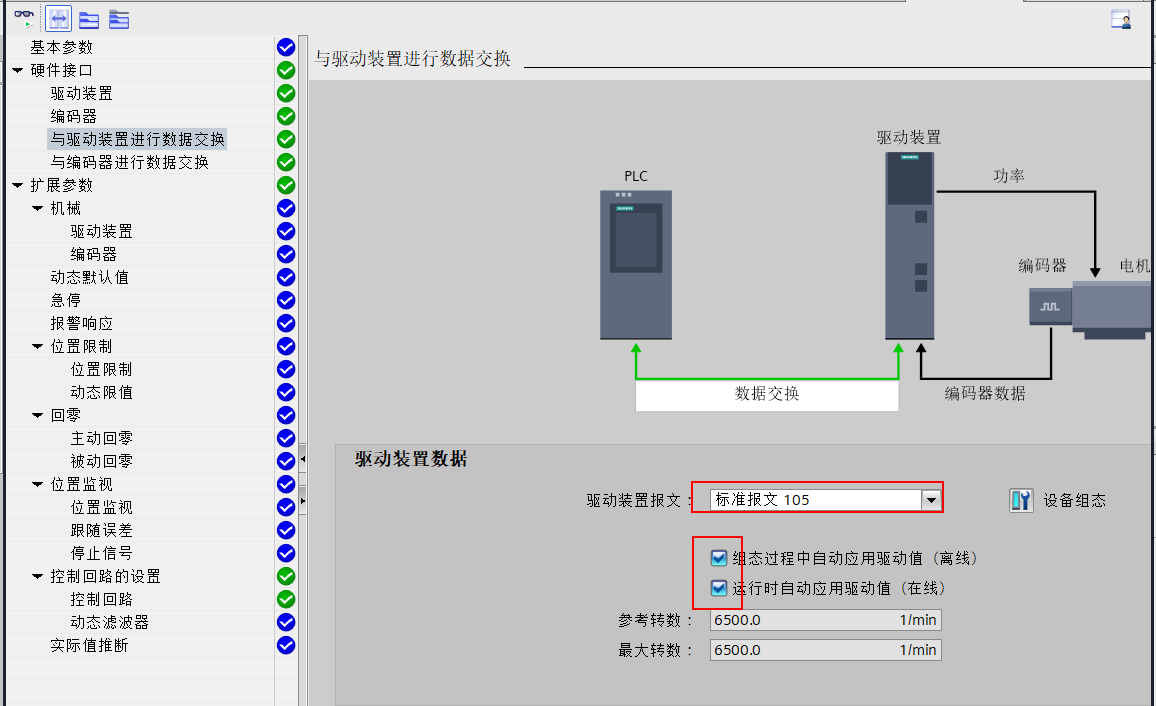
图2-24 驱动装置数据
3. 配置编码器参数,选择“启动时的编码器”为“编码器 1”。在“编码器1”处勾选“使用编码器”,“编码器”选择框的列表中选择“驱动装置报文的编码器”(采用S200提供的标准报文105中的编码器值)。编码器 2-4 在本例中未使用。
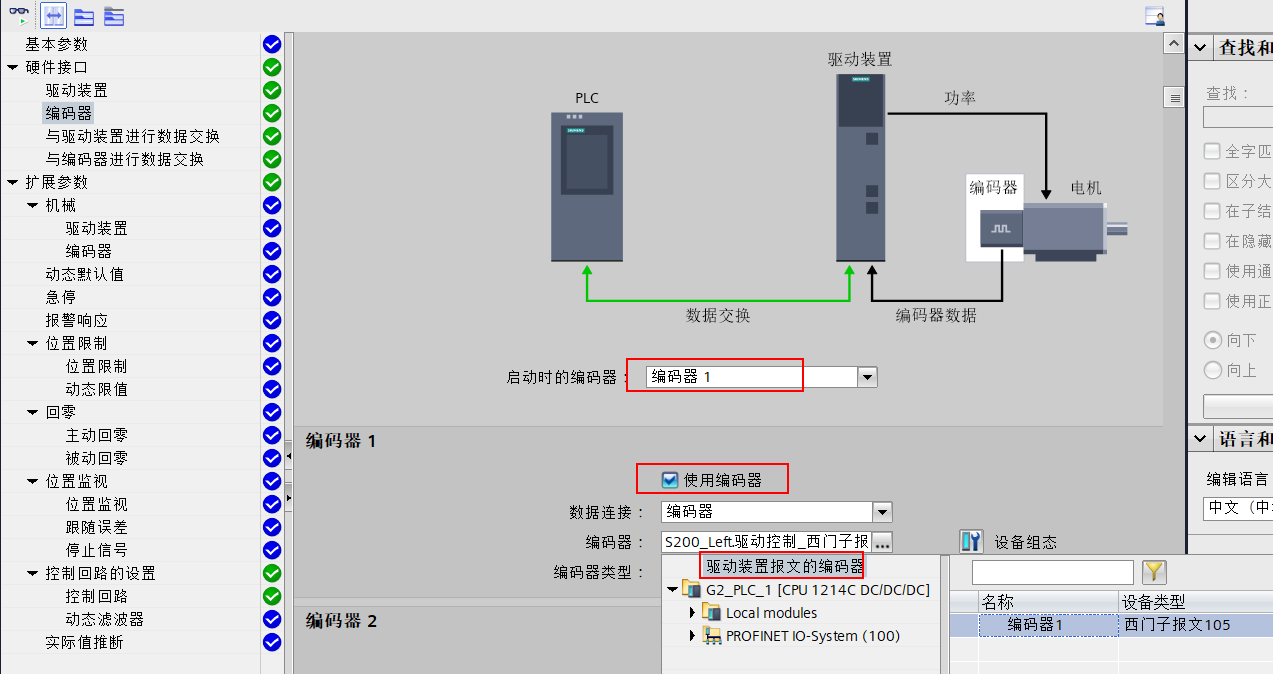
图2-25 使用驱动装置报文的编码器
在“与编码器进行数据交换”界面:编码器报文自动选择“标准报文105”,分别勾选“组态过程中自动应用编码器值(离线)”和“运行时自动应用编码器值 (在线)”。
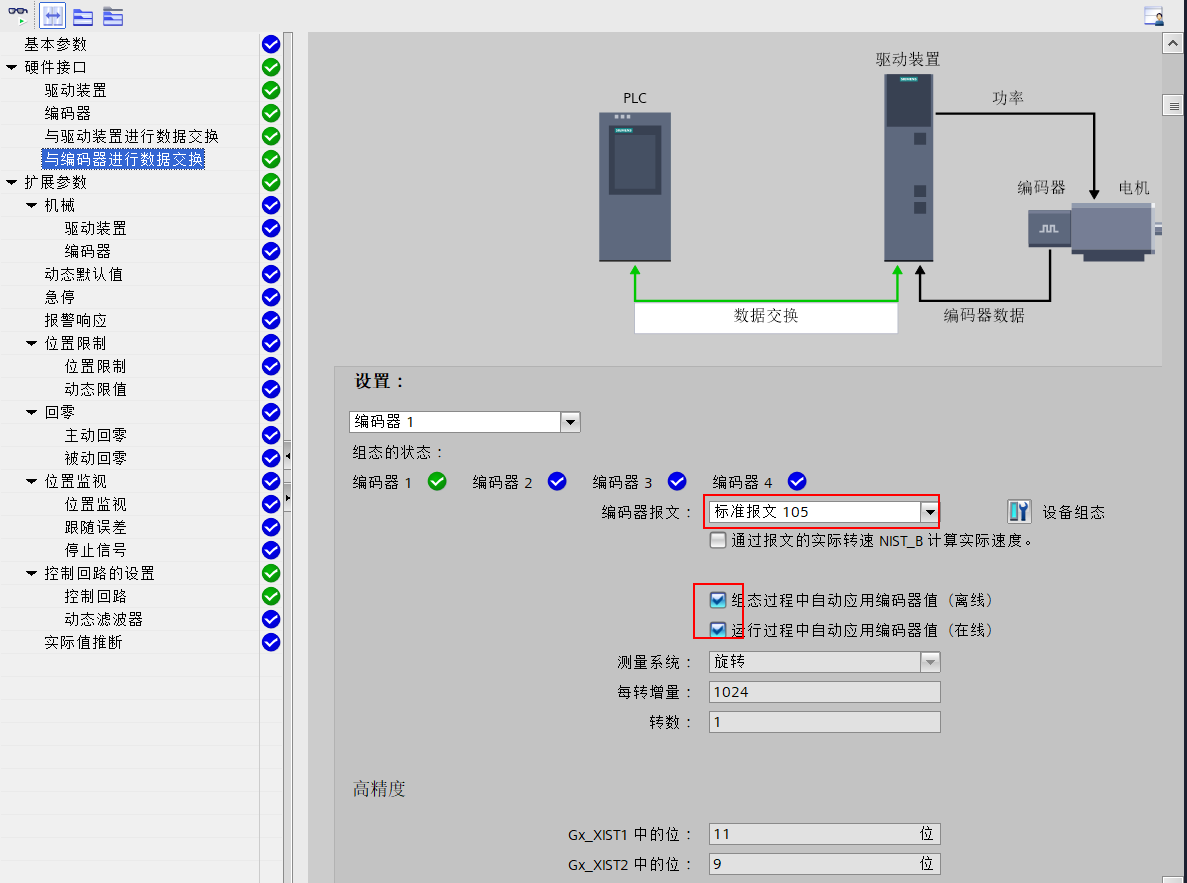
图2-26 编码器进行数据交换
4. 配置机械参数,通过图1-1,我们可以看到台架是通过电机转动带动丝杠旋转来进行升降的。在“负载齿轮”处填写电机和丝杠旋转转数比。同时要在“丝杠螺距”处填写丝杠旋转一圈升降架上升或下降的距离值(示例中的设置是:电机每转一圈,丝杠也会旋转一圈,台架上升或下降10mm)。
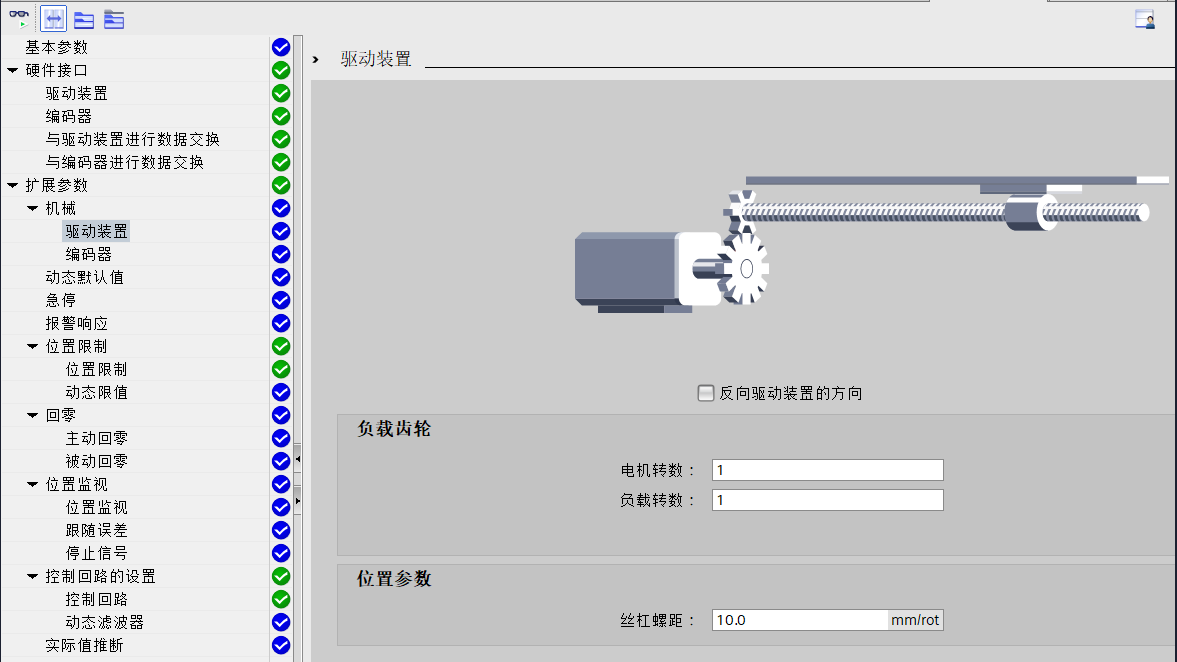
图2-27 机械参数
2.4.2创建一个同步轴工艺对象
1. 在左侧项目树中“工艺对象”下双击“新增对象”,再添加一个新对象。在“运动控制”列表中选择“TO_SynchronousAxis”:
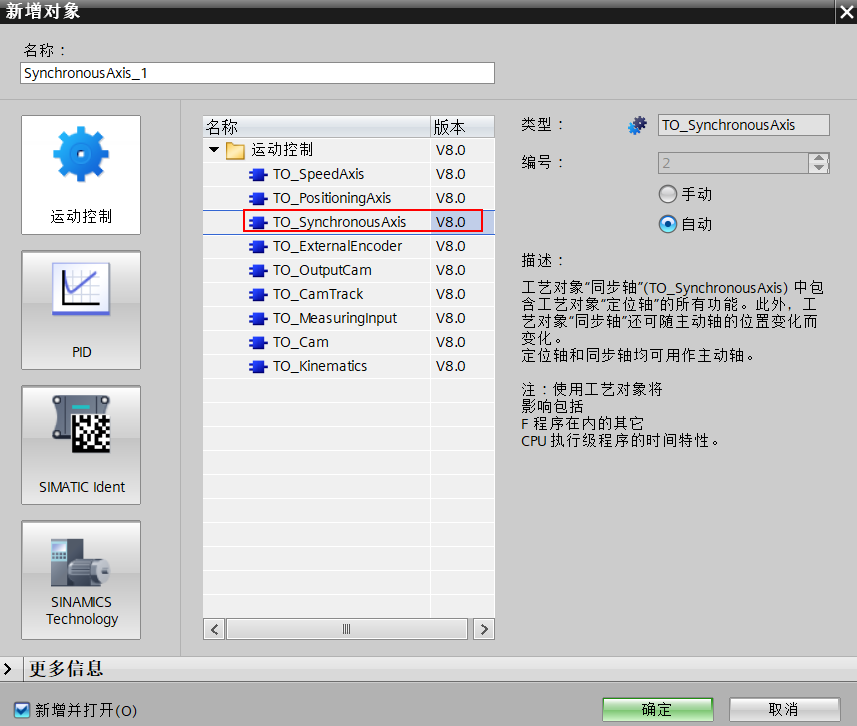
图2-28 添加同步轴工艺对象
2. 成功添加后,同步轴的配置面板自动打开,需要逐步完成配置。首先在“硬件接口”配置驱动装置:
驱动类型:“PROFIdrive”
驱动装置:“S200_Right”(指定为跟随轴的S200设备)
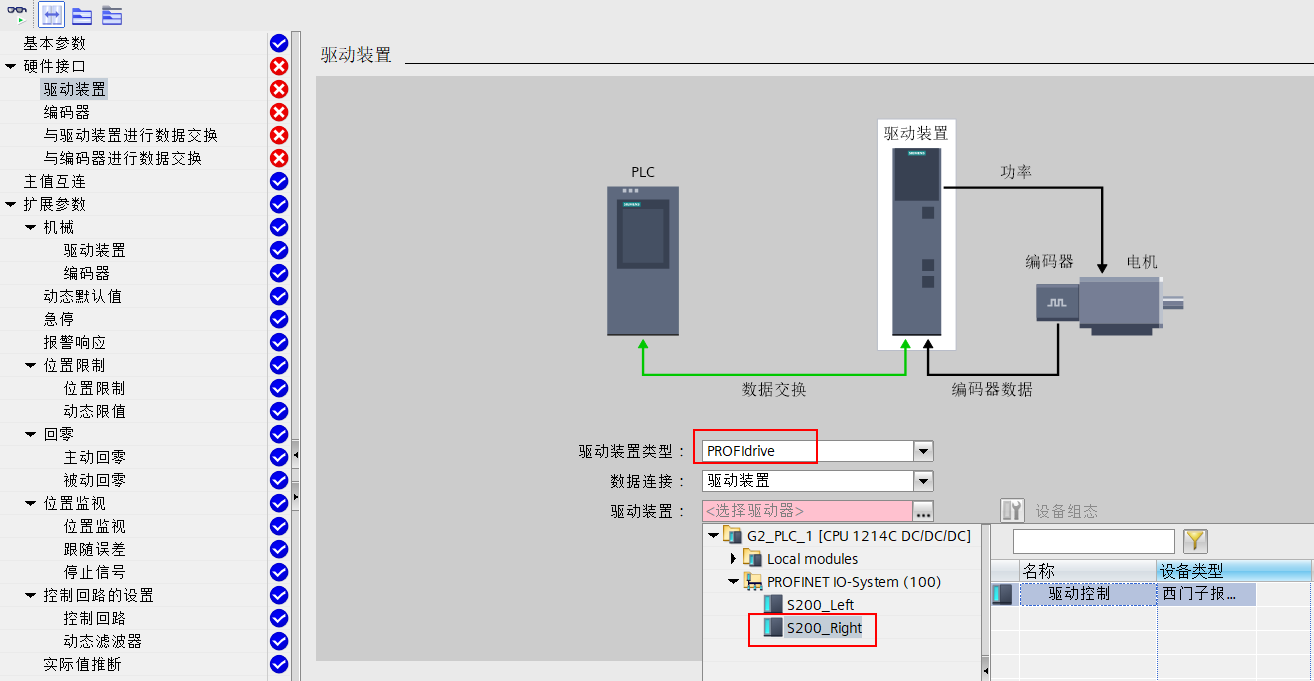
图2-29 配置驱动装置
3. 参照前面配置定位轴工艺对象,配置“编码器”、“与驱动装置进行数据交换”和“与编码器进行数据交换”界面参数。
4. 参照前面配置定位轴工艺对象,配置“机械”界面参数。
5. 在“主值互连”界面中,“可能的主值”选择之前配置的定位轴,“连接类型”选择“设定值”。
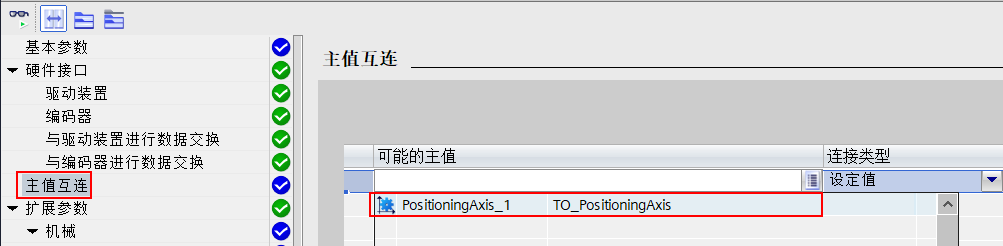
图2-31 设置主值互连
3.编写控制程序
本章节主要介绍如何编写控制程序,所使用到的运动控制指令位于指令列表中专门位置。这些指令的详细说明请参考: 运动控制基本指令
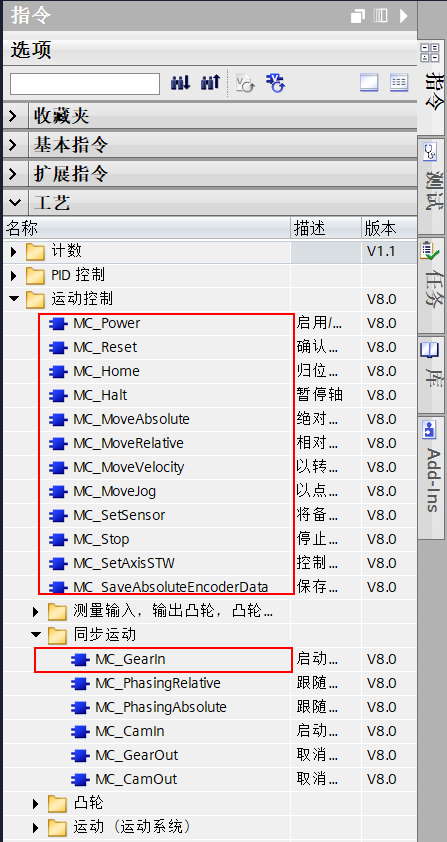
图3-1 运动控制指令的位置
3.1 引导轴的编程
1. 打开主程序块 OB1,编写 MC_Power 指令,在用户程序中使能工艺对象及驱动器。在编程时应考虑将驱动器和编码器的状态字以及通信正常做为启动命令“MC_Power”的联锁信号。
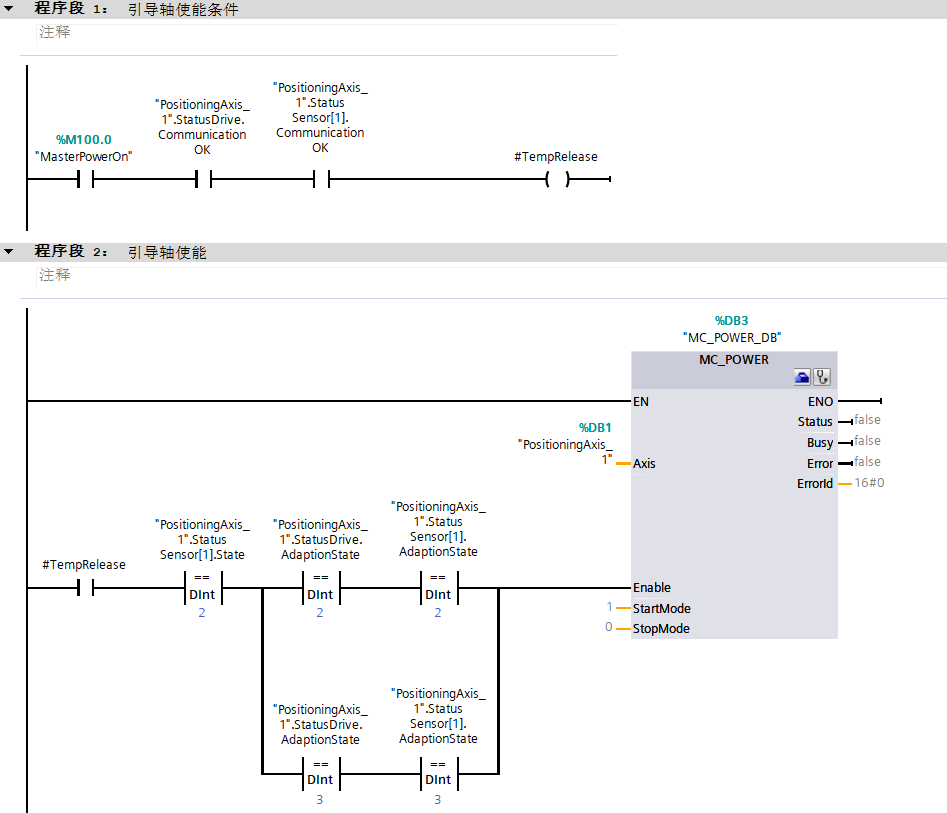
图3-2 编写引导轴 MC_Power 指令
2. 编写 MC_Reset 指令,在用户程序中对所有工艺报警进行确认。编写 MC_Stop 指令,可以在实际应用中停止轴的所有运动,并阻止工艺对象进行新的运动作业。
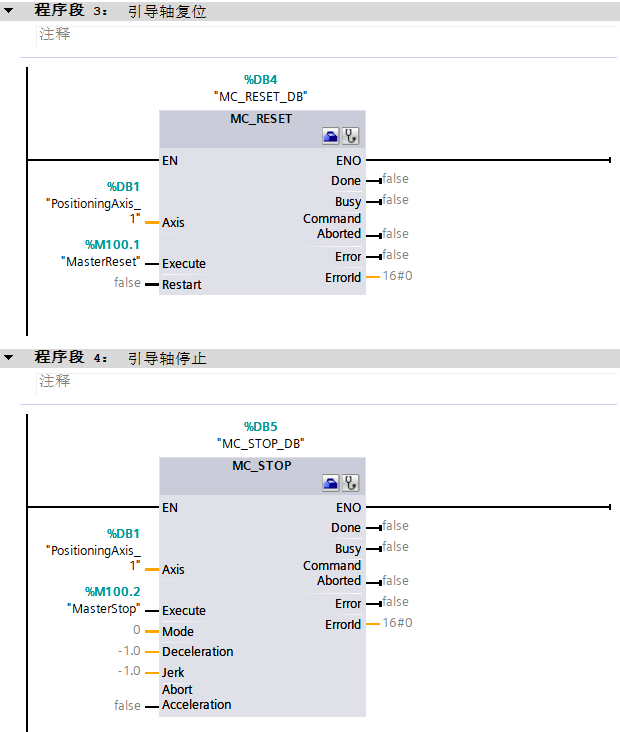
图3-3 编写引导轴 MC_Reset 和 MC_Stop 指令
3. 编写 MC_MoveJog 指令,可以在点动模式下升降台架。
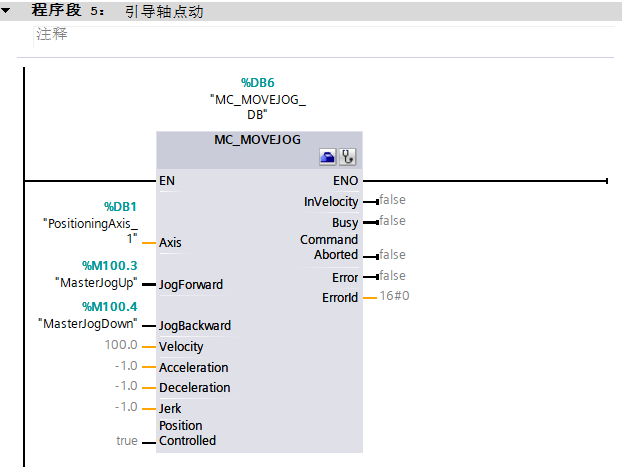
图3-4 引导轴点动指令
4. 编写 MC_Home 指令,控制位置轴归位,同时指定归位置值。在轴进行绝对运动前都要进行。示例采用 Mode=7 模式,激活指令后,将定位轴的当前位置设置为 "Position" 参数中的值(0.0)。
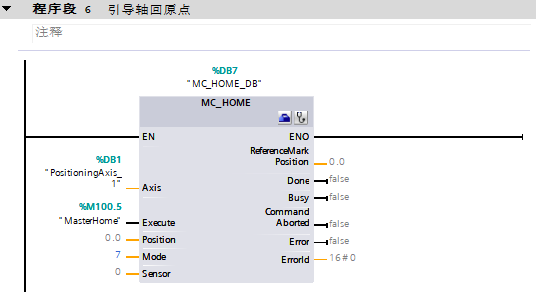
图3-5 编写引导轴 MC_Home 指令
5. 编写 MC_MoveAbsolute 指令,在完成回原点后,控制位置轴从当前位置移动到绝对位置处(1900.0mm,将台架升高到最高位置)。
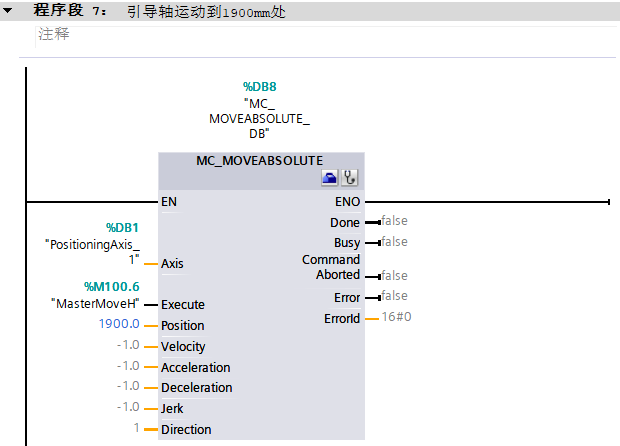
图3-6 编写引导轴 MC_MoveAbsolute 指令1
6. 再次编写 MC_MoveAbsolute 指令,控制位置轴从当前位置移动到绝对位置处(0.0mm,相当于将台架降到最低位置)。
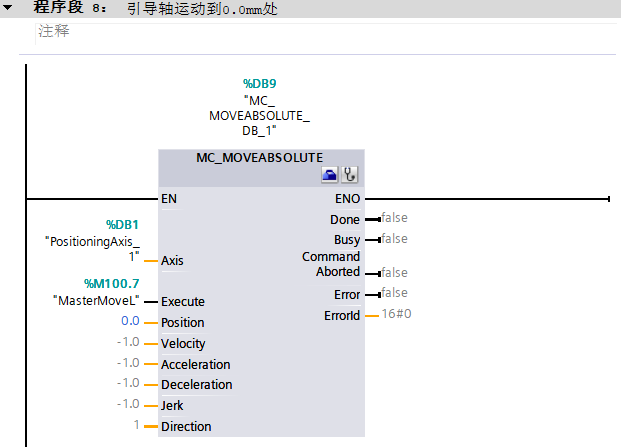
图3-7 编写引导轴 MC_MoveAbsolute 指令2
3.2 跟随轴的编程
1. 参照引导轴的编程,编写跟随轴的控制程序。
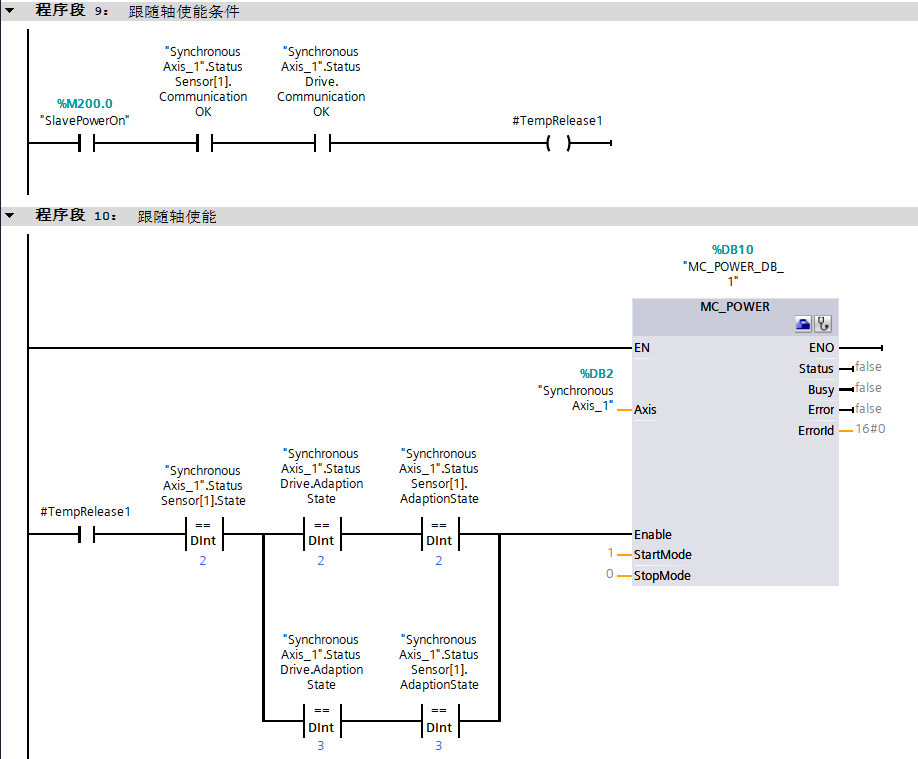
图3-8 编写跟随轴 MC_Power 指令
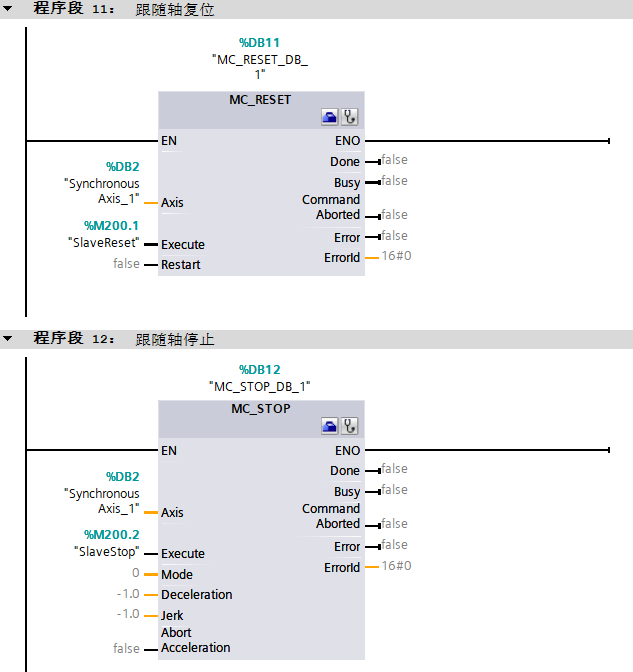
图3-9 编写跟随轴 MC_Reset 和 MC_Stop 指令
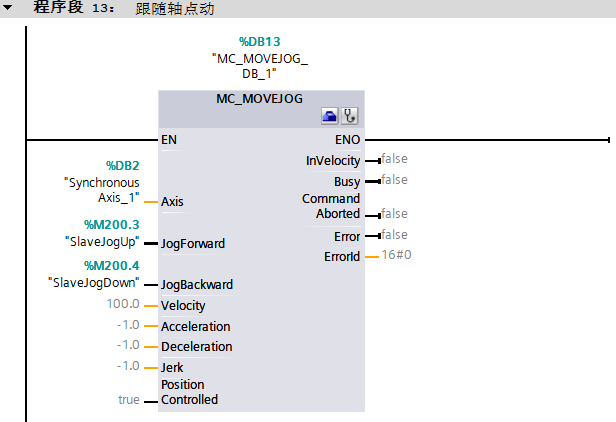
图3-10 编写跟随轴 MC_MoveJog 指令
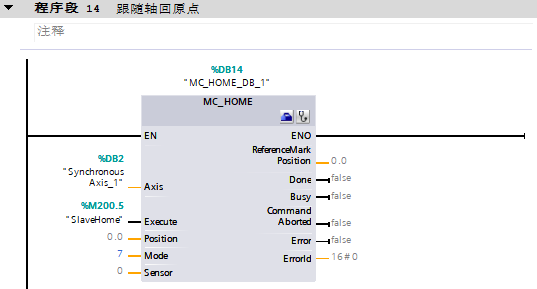
图3-11 编写跟随轴 MC_Home 指令
2. 使用运动控制指令“MC_GearIn”在引导轴和跟随轴之间启动齿轮传动。引导轴作为主轴,跟随轴是从轴。升降台架两侧的机械完全相同,为了上面汽车保持水平升降的距离应该一致,所以两个轴的齿轮比应该是 1:1。指令的详细说明请参考: 齿轮同步
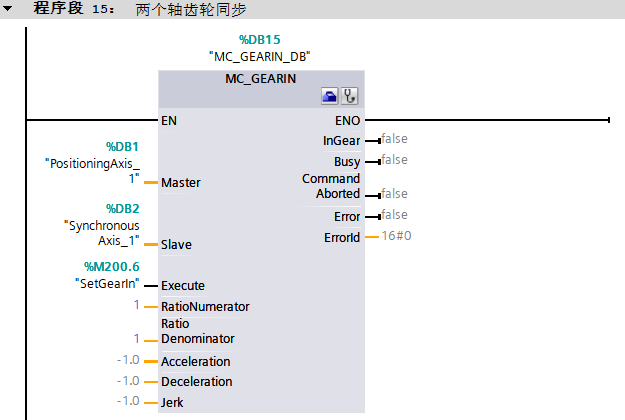
图3-12 编写 MC_GearIn 指令
3. 程序中使用的变量及功能说明
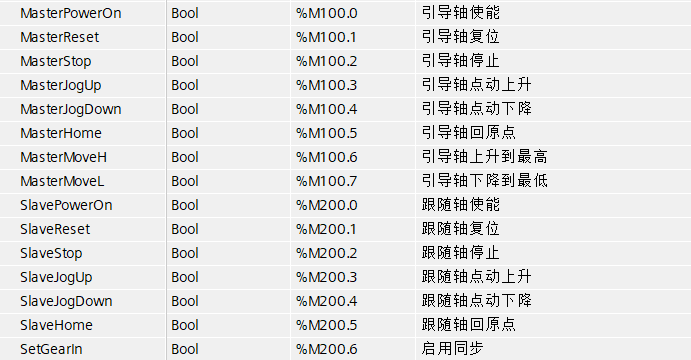
图3-7 PLC 变量表
4.项目测试
4.1 项目下载
1. 在项目树中选中 S200 驱动器,点击窗口上的“下载到设备”,将项目中的两个 S200 参数各自下载到设备中。
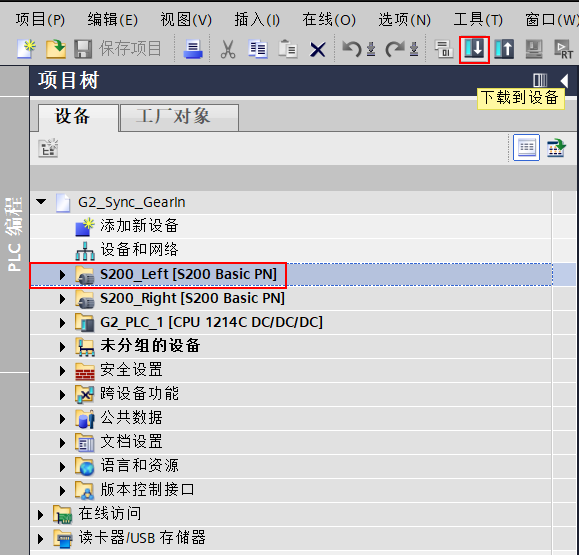
图4-1 S200 参数下载
2.同样操作方法,将 G2_PLC 的组态和程序下载到 CPU 中。
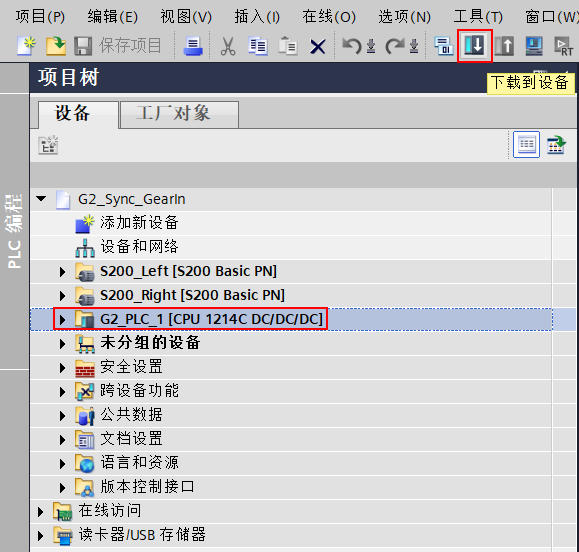
图4-2 下载 PLC 的硬件和软件
4.2项目测试
4.2.1 轴使能和回零
1. 设置“MasterPowerOn”为 TRUE,“SlavePowerOn”为TRUE,分别对两个轴进行使能,条件满足后 MC_Power 指令执行,启用引导轴和跟随轴。
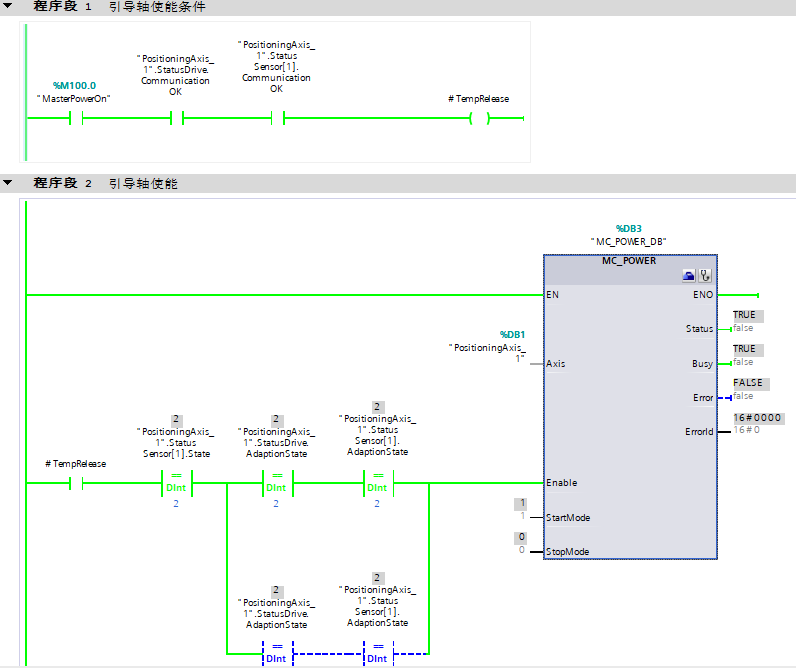
图4-3 引导轴启用
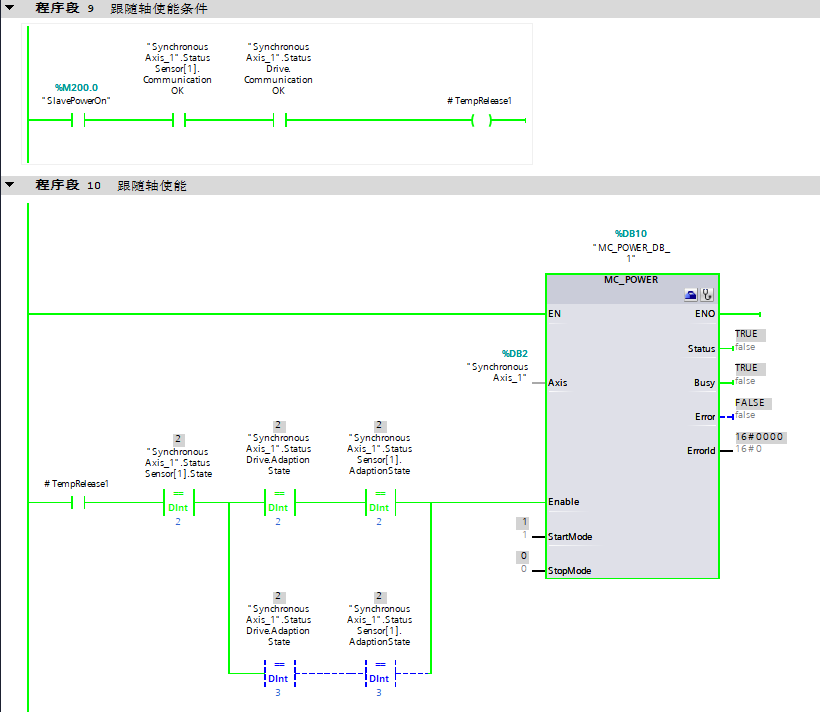
图4-4 跟随轴启用
2. 两个轴都使能后,进行回零操作。初始安装时左右台架位于最低点(可以使用 MC_MoveJog 指令上下点动调整),将这里定义为轴的起始位置(0.0mm)。设置“MasterHome”为 TRUE,对引导轴回零操作,完成后轴状态显示“已归位”,当前位置“0.0mm”。
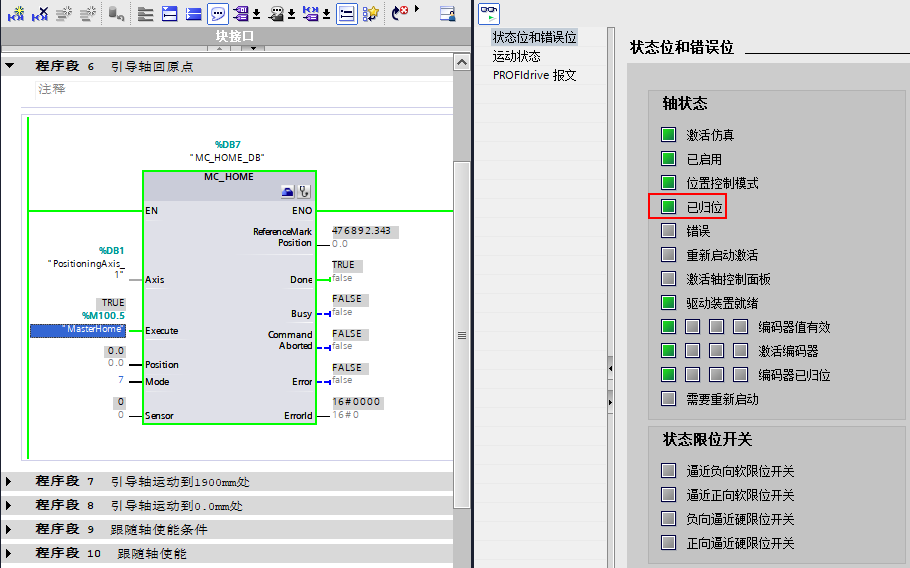
图4-5 引导轴回零点

图4-6 引导轴实际位置
继续对跟随轴回零操作,完成后轴状态显示“已归位”,当前位置“0.0mm”。
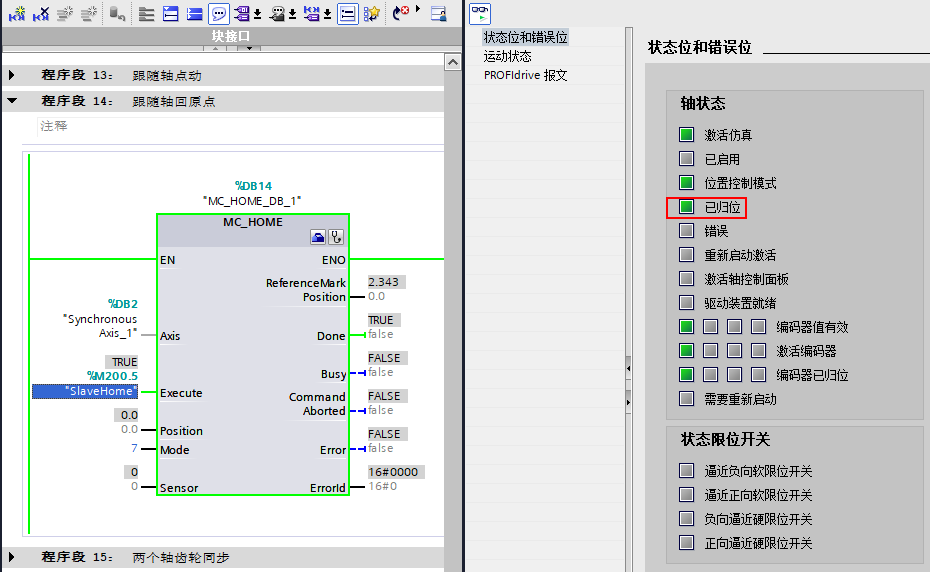
图4-7 跟随轴回零点
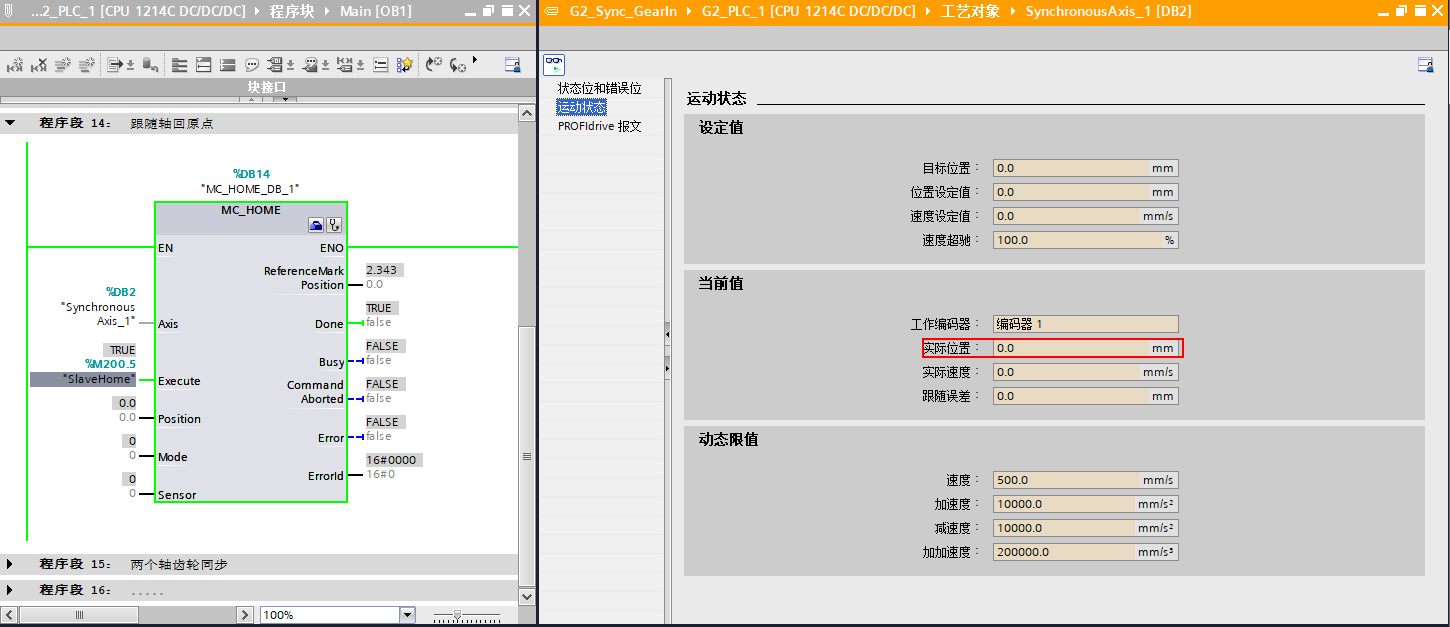
图4-8 跟随轴实际位置
两个轴回零操作完成后,台架在最低点时,位置值为“0.0mm”。
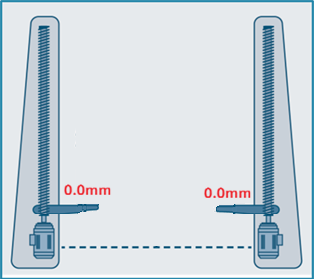
图4-9 台架最低点位置
4.2.2 两个轴单独动作
1. 两个轴进行回零操作后,可以使用“MC_MoveJog”指令对单个台架进行升降点动。设置“MasterJogUp”为 TRUE,引导轴驱动的左侧台架上升。设置“MasterJogDown”为 TRUE,引导轴驱动的左侧台架下降。
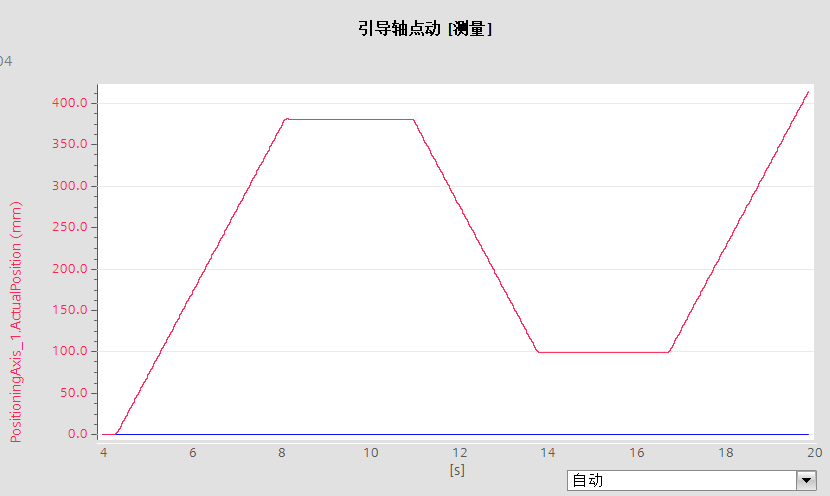
图4-10 左侧台架上下点动
设置“SlaveJogUp”为 TRUE,跟随轴驱动的右侧台架上升。设置“SlaveJogDown”为 TRUE,跟随轴驱动的右侧台架下降。
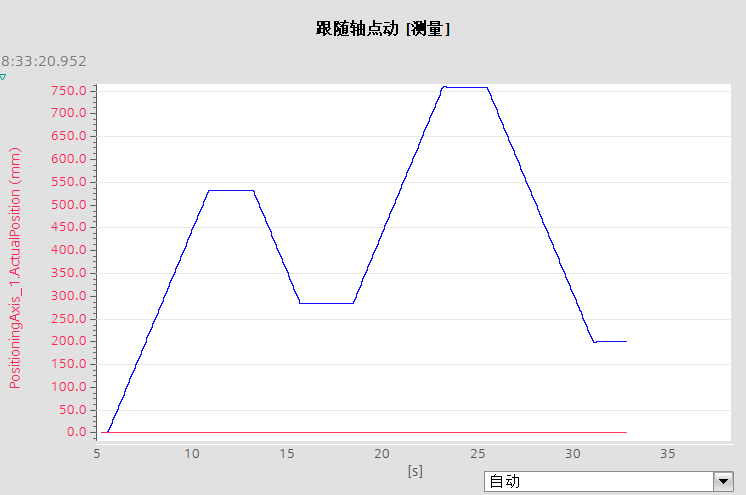
图4-11 右侧台架上下点动
2. 可以使用“MC_MoveAbsolute”指令对单个台架进行绝对位置运动。设置“MasterMoveH”为 TRUE,引导轴驱动的左侧台架上升到指令指定 1900.0mm 高度后自动停止。设置“MasterMoveL”为 TRUE,引导轴驱动的左侧台架下降到初始位置 0.0mm 后停止。
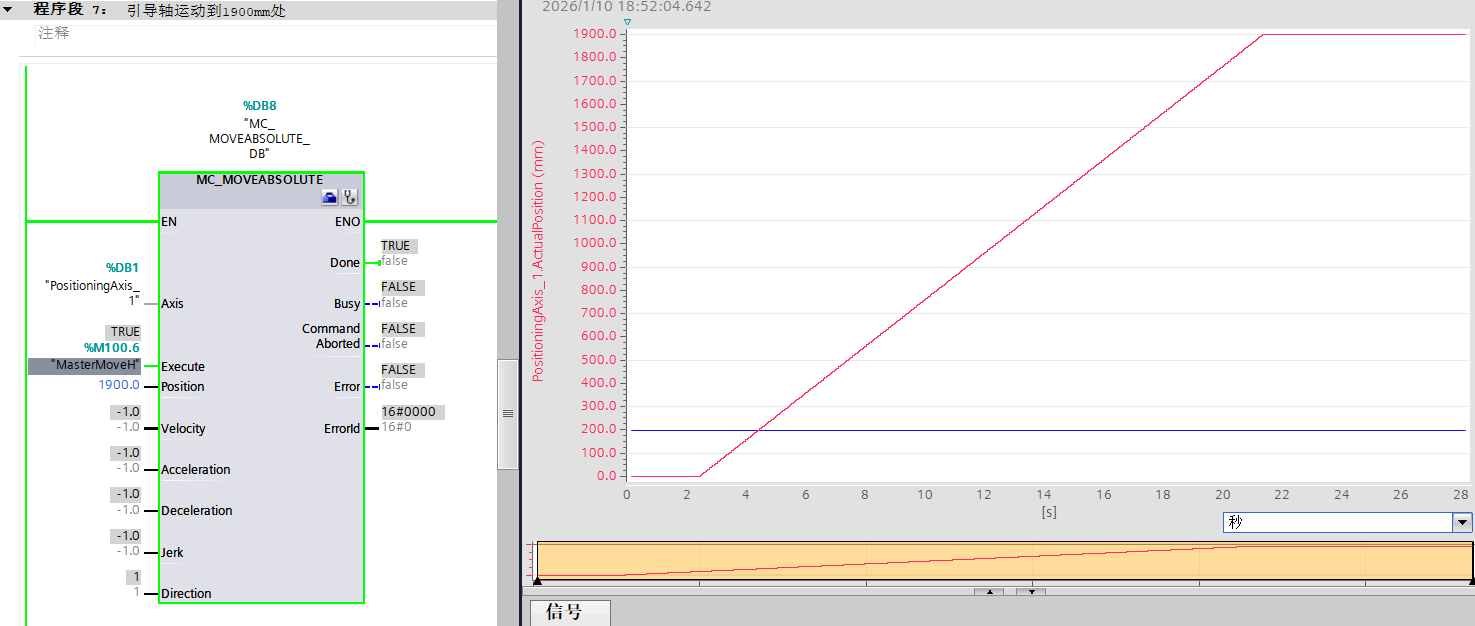
图4-12 引导轴移动到绝对位置 1900.0mm
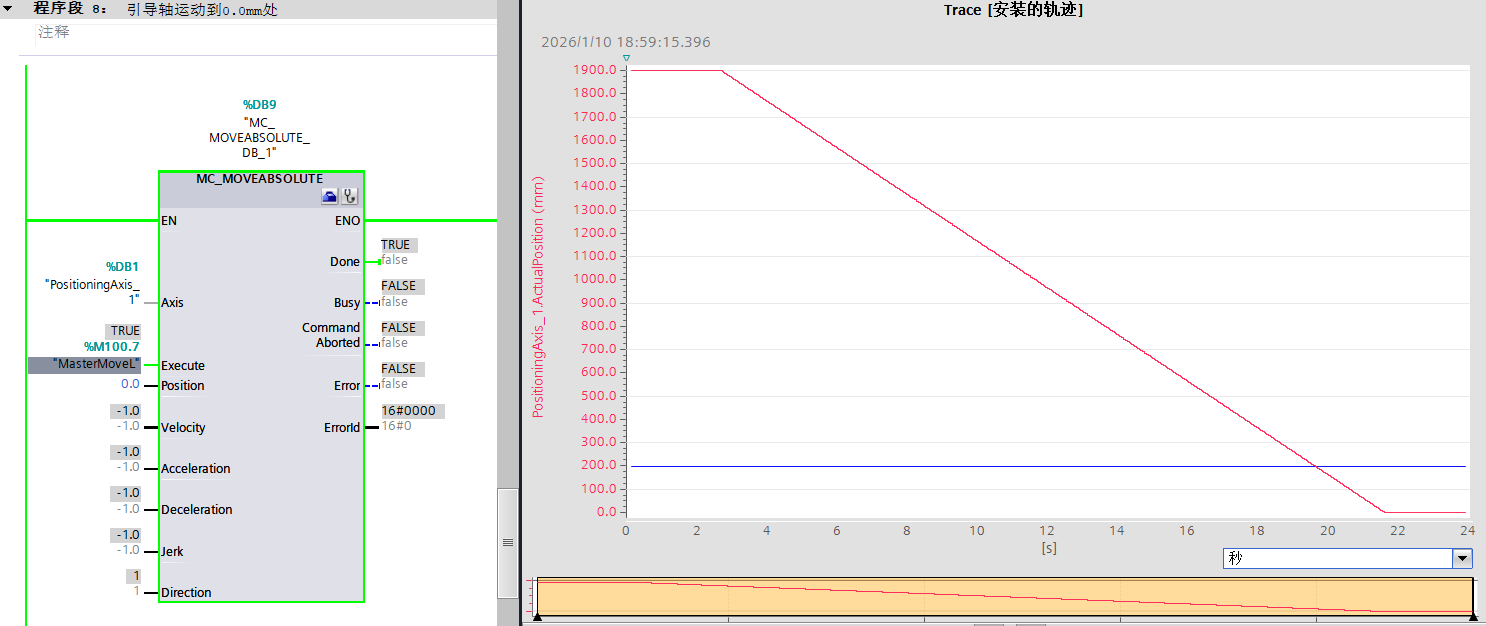
图4-13 引导轴移动到绝对位置 0.0mm
4.2.3 两个轴同步动作
1. 将两侧台架移动回最低位置并对两个轴进行回零操作后,使用“MC_GearIn”指令将两个轴进行同步。设置“SetGearIn”为 TRUE,指令执行后输出参数“InGear”为 TRUE,表明两个轴已经完成同步。接下来只需对引导轴进行操做,跟随轴会自动同步运行。
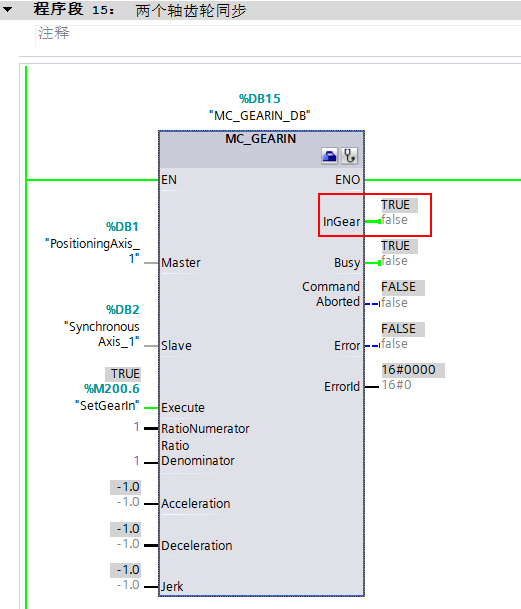
图4-14 两轴同步
2. 只对引导轴进行点动操作,设置“MasterJogUp”为 TRUE,左右两侧台架一起上升,设置“MasterJogDown”为 TRUE,左右两侧台架一起下降。下图中在同步状态下(InGear 为 TRUE,绿色曲线)可以看到跟随轴位置(蓝色曲线)和引导轴位置(红色曲线)是同步变化。
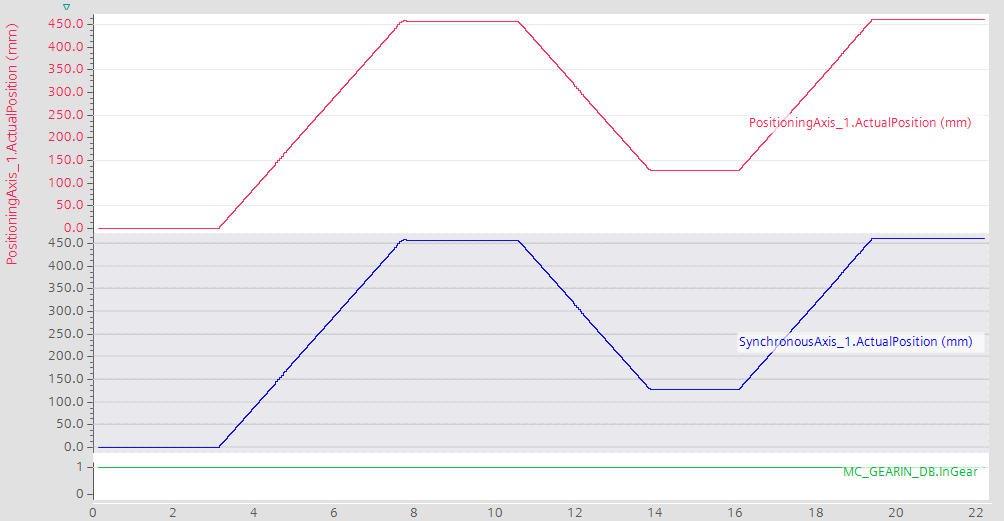
图4-15 两轴同步点动
3. 只对引导轴进行绝对运动操作,“MasterMoveH”为 TRUE,左右两侧台架一起上升到指令指定 1900.0mm 高度后自动停止。设置“MasterMoveL”为 TRUE,左右两侧台架一起下降到初始位置 0.0mm 后停止。下图中在同步状态下(InGear 为 TRUE,绿色曲线)可以看到跟随轴位置(蓝色曲线)和引导轴位置(红色曲线)是同步变化。
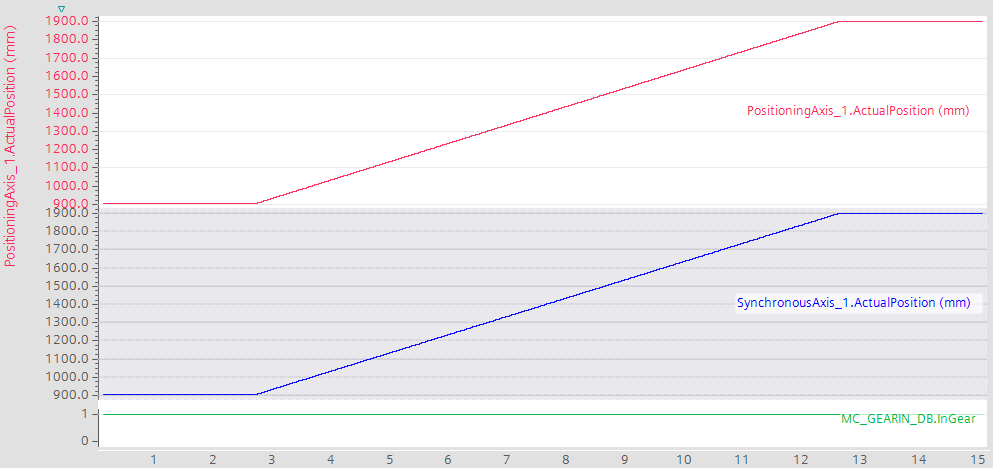
图4-16 两轴同步上升到 1900.0mm 位置

图4-17 两轴同步下降
4. 要结束引导轴与跟随轴之间的同步,有很多种方法。例如,只需要使用“MC_Stop”指令停止跟随轴,就可以终止两个轴的同步。下图中设置“SlaveStop”为 TRUE 后,解除同步(InGear 由 TRUE 变为 FALSE,绿色曲线)。然后设置“SlaveStop”为 FALSE 后,接着使用点动指令单独移动跟随轴。(跟随轴位置是蓝色曲线,引导轴位置是红色曲线)。
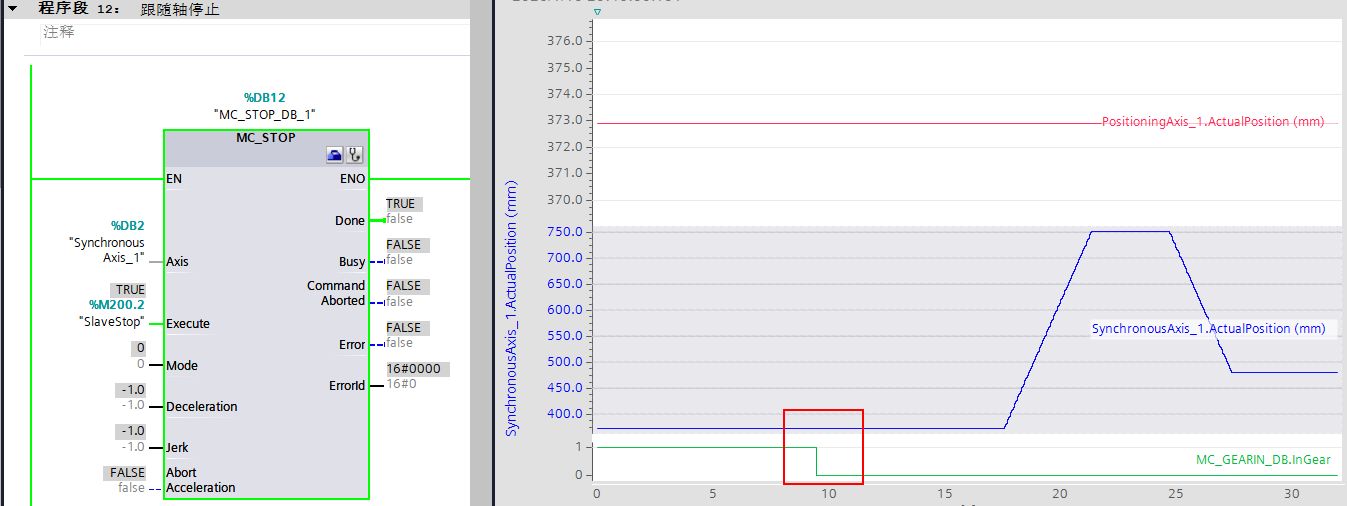
图4-18 两轴解除同步后单独移动跟随轴

- 评论
更多
-
分享
扫码分享
- 收藏 收藏
- 点赞 点赞
- 纠错 纠错





{{item.nickName}}