

















 西门子官方商城
西门子官方商城
- {{item.name}}
更多

S7-1500 使用工艺对象通过105报文控制 S210

发布时间:2026年05月14日
- 0
- 25
本章节介绍了如何使用S7-1500工艺对象,通过105报文控制S210驱动系统。
1.介绍
本文介绍如何使用S7-1500工艺对象,通过105报文控制S210驱动系统。S210 伺服驱动系统是西门子单轴伺服驱动器系列,性能和动态响应高,适用于中端的运动控制应用。
测试环境:
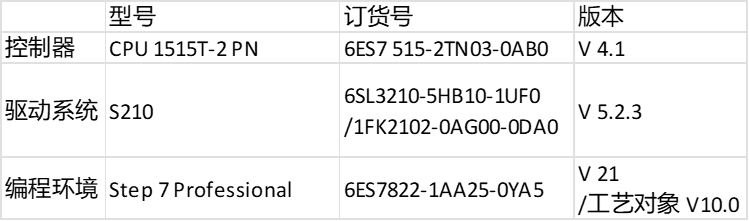
表1.1 测试环境

图1.2 测试设备连接
2.新建项目
2.1 添加PLC
TIA中新建立项目,并“添加新设备”,添加 “控制器” – “CPU 1515T-2 PN”,并配置网络参数。

图2.1.1 添加控制器

图2.1.2 配置网络参数
2.2 添加驱动器
在TIA Portal中上传驱动器到项目中,首先我们对新的S210分配下ip地址,然后直接上传硬件到项目。

图2.2.1为驱动设备分配IP地址

图2.2.2 上传驱动器到项目
3.配置网络及驱动相关的参数
3.1 连接驱动器到控制器
在“网络视图”中,点击“未分配”-“PLC1.PROFINET接口_1”,连接驱动器到PLC的X1口。

图3.1 连接驱动器到控制器
3.2 配置拓扑
在“拓扑视图”中,必须按照实际的网线连接顺序,配置网络拓扑。例如本示例中,网线从S7-1515T 的 X1接口 Port2,直接连接到驱动器的 X150接口 Port2。

图3.2 连接驱动器到控制器
3.3 配置CPU同步参数

图3.3 CPU的X1口配置为同步主站
3.4 配置驱动网络参数
在驱动器属性-“PROFIENT接口”-“以太网地址”参数中配置驱动器的IP地址及子网掩码。

图3.4.1 驱动器网络地址
在驱动器属性-“PROFIENT接口”-“报文配置”配置驱动报文为105报文。

图3.4.2配置105报文
在驱动器属性-“PROFIENT接口”-“高级选项”-“实时设定”-“同步”中选择“RT等级”为“IRT”。

图3.4.3配置IRT
在驱动器属性-“PROFIENT接口”-“高级选项”-“等时同步模式”,勾选“等时同步模式”。

图3.4.4配置等时同步模式
4.配置工艺对象
4.1 创建工艺对象
本示例为单轴定位的测试项目,我们可以直接创建定位轴工艺对象。

图4.1 创建工艺对象
4.2 工艺对象连接驱动器
按下图的顺序将工艺对象与驱动报文关联。

图4.2 关联驱动报文
4.3 检查驱动报文的组织程序块
在驱动器属性-“PROFIENT接口”-“报文配置”中,检查“组织程序块”及“过程映像”是否已经修改为“MC_Servo” 及 “PIP OB” 伺服,如果附加了其它报文,也同时需要检查。

图4.3 报文刷新配置
4.4 修改OB91更新周期
本示例使用了105报文,工作在等时模式,需要PLC及驱动时钟同步,选择使用“同步到总线”。
右键组织块MC_Servo[OB91],根据当前CPU的性能及加入的轴数量,通过修改因子,配置合适的OB91周期。本示例仅一个轴工艺对象,且没有其它程序,总线时钟为4ms,设定因子为“1”,最终的OB91循环周期为4ms。

图4.4 修改OB91刷新周期
5.项目下载及通信检查
5.1 编译并下载PLC项目
如果是初次下载当前PLC项目,建议先使用最新版本的TIA Potal对PLC恢复出厂设置,可以在TIA Potal中PLC的“在线和诊断”-“功能”-“复位为出厂设置”里,同时勾选“删除保护机密PLC组态数据的密码”及“格式化存储卡”,复位PLC。

图5.1 PLC恢复出厂设置
5.2 为驱动器分配设备名称
在网络视图中,右键S210从站的图片,点击“分配设备名称”,打开分配设备名称界面,按如下顺序操作分配驱动器的设备名称。

图5.2 报文刷新配置
在使用步骤4“更新列表”后,可以先检查“状态”,如果状态不是“确定”,需要“分配名称”。
“状态”为确定时,如果项目已经正确的下载到PLC,且驱动器已经正确的连接到PLC,驱动器的“IP 地址”自动变为与TIA Potal组态中相同的IP地址。
5.3 拓扑检查
PLC转至在线状态,打开“拓扑视图”,检查设备的端口状态及连接的网线状态是否都为绿色;如果状态不是亮绿色,请检查实际的网线连接与拓扑视图中的连接是否完全一致。

图5.3 网络拓扑配置
6.加入控制程序
从指令库中,“工艺”-“运动控制”目录下拖拽相应的控制指令到项目中。该测试项目主要是测试轴的运行,仅使用MC_Power,MC_Reset,MC_MoveJog三条控制指令。


图6.0 加入控制指令
测试控制效果如下图:


图6.1 控制结果
1) 在该处置位使能MC_POWER.Enable, 反馈MC_POWER.Status为True时,轴使能完成。
2)在该位置置位 MC_MOVEJOG.JogForward, 轴正向运动。
7.优化工艺对象及驱动器
本示例在启用了DSC控制的前提下,使用西门子驱动器Startdirve组态,可以实现驱动器加工艺对象的一键优化。
具体操作可以按下图操作顺序,需要自己设定合适的电机行程:

图7.1 一键优化驱动参数

图7.2 工艺对象控制回路参数读取
注意:本优化操作,会导致轴动作,需要考虑现场实际情况是否允许轴运动,以防出现意外。
具体工艺对象优化的详细说明可以参考 S7-1200 G2的链接:
调试面板和诊断:
https://www.ad.siemens.com.cn/download/materialaggregation_3818.html

- 评论
更多
-
分享
扫码分享
- 收藏 收藏
- 点赞 点赞
- 纠错 纠错






{{item.nickName}}