找答案的高端用户(找答案钻石及双钻级别的用户)将尽可能从此问题下的所有回
答中,为您推荐最佳答案。届时您可以根据推荐数采纳答案。
如果自提问时间起7天内您仍无法选出最佳答案,您可以选择“无满意答案”关闭此问题。
 问题
问题
 取消精华
取消精华
 首页精华问答
取消推荐
首页精华问答
取消推荐
 高端用户推荐
高端用户推荐
 申请置评
已申请置评
申请置评
已申请置评
 修改
修改
 修改标签
添加标签
修改标签
添加标签
 官方认证
取消官方认证
修改标签
添加标签
官方认证
取消官方认证
修改标签
添加标签
 删除
删除
{{itemCategory}}
由于生产合同的问题,我们计划让机床B也去 加工“GAMMA”,不再加工“DEALTA“了。
两者的硬件是一样的,并且M Code 也相同。所以我们只是更换了夹具,并且在刀具上可能有点小改动。
接着我把机床A的““GAMMA”CNC程序直接复制,添加到了机床B的Work-pieces里,如图01.
请教一下:
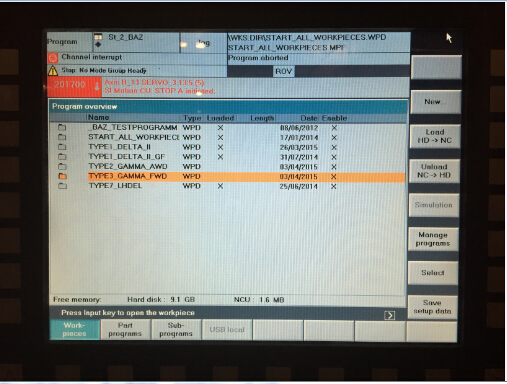
1, 还要不要把机床A里Part programs的程序,复制并替换到机床B的Part programs里,如图02? 大概看了一下,发现Work-pieces 的程序调用了部分Part programs里的。(是不是就是那些 loaded 下打 X 的?)
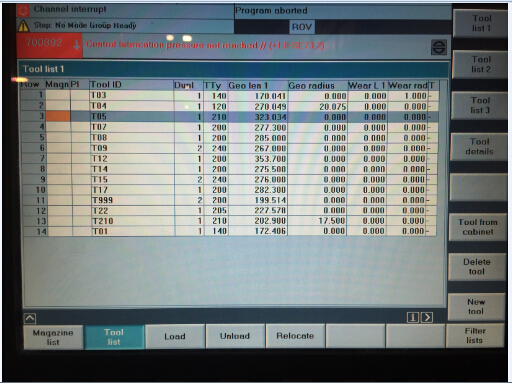
2, 图03中的 Tool list 也能复制和拷贝吗?还是说要把机床A上Tool list里的各个数值,参数,一个个抄到机床B去?
3, loaded 和 enable 是什么意思/作用? 比如说文件夹 START_ALL_WORKPIECES 的状态是即 loaded 也 enable 了 。我想用 机床A的相同名称的文件夹去替换它,那是不是要先把它 unload NC-HD?
顺便吐槽一下德国佬设计的机床,有点太过复杂了。装了太了传感器不说,就是用来检测刀具的设备也装了2个。一个是 Keyence 图像传感器,从物理上检查刀具是否损坏,折断。。。又装了个 Provis软件,在扭矩,压力。。。上检测刀具。估计它们会给改造带来点小麻烦。
谢谢。
还是说要在CNC程序里,有G54的时候,就要调整?
调整的时候,是不是以第一个刀具为准即可?
谢谢。
扫码小程序:
一键登录查看全部问答



 收藏({{answerDetail.Q_FavoriteCounts}})
收藏({{answerDetail.Q_FavoriteCounts}})

 专家建议
修改
专家建议
修改
1)复制是可以的。打叉的是表示已经加载到nck里面了的NCK程序。你实际使用时,最好确认该用户NCK程序并重新加载一次。曾经碰到过一次加工工件尺寸超差,后来检查后发现是子程序调用了其它NCK的子程序。另外,实际加工时注意G54的偏差调整,虽然机床是一样的,但是一些机械补偿是不一样的。
2)如果刀库文件已经存在,这个没有必要再复制了,只需要确认就可以了。还是哪句话,在加工前先确认机床的机械误差。
3)这个是加载NCK加工文件和使能这个文件,在实际加工中都需要使能。对的,先要把暂时不使用的NCK程序从NCK下载到硬盘,再下载加工程序从硬盘到NCK。
只要和原有的程序文件名有区别就行,一般采用数字编号和字符组合。
德国的设备一直以来都是以严谨著称,我在公司开始接触德国设备开始也有此认同,慢慢习惯了。
随便也吐一槽,德国工程师用日本货比较少见,到是用美国货比较多见,虽然这个基恩士产品确实不错,这个图像传感器上次他们基恩士公司工程师到我这里来现场演示过,用于产品分拣应该是不错的。
补充问题回复:
有。也可以通过nck程序调整。
我的意思想描述每台机床的差异性,是依靠这些偏差来调整的,如下nck程序段
N100 $P_UIFR [2,X1,TR]=0 //不设置偏差
可能在另一台机床上变更为
N100 $P_UIFR [2,X1,TR]=0.75 //偏差X轴放大到0.75


 讲解视频
讲解视频
一分钟,西门子工程师带你解析本题
 等您来回答
换一换
等您来回答
换一换
 {{item.CoinValue}}西币
{{item.CoinValue}}西币
 {{item.VisitNum}}人想问
{{item.VisitNum}}人想问
 本版相关问题
换一换
本版相关问题
换一换
 专家置评
专家置评


找答案微信小程序

提问

搜索






















 西门子商城
西门子商城 西门子中国
西门子中国
 10
10








 本版热门问题
本版热门问题
 {{item.ReadCount}}人关注
{{item.ReadCount}}人关注
 向您推荐
向您推荐

 {{item.VisitNum}}人关注
{{item.VisitNum}}人关注




