找答案的高端用户(找答案钻石及双钻级别的用户)将尽可能从此问题下的所有回
答中,为您推荐最佳答案。届时您可以根据推荐数采纳答案。
如果自提问时间起7天内您仍无法选出最佳答案,您可以选择“无满意答案”关闭此问题。
 问题
问题
 取消精华
取消精华
 首页精华问答
取消推荐
首页精华问答
取消推荐
 高端用户推荐
高端用户推荐
 申请置评
已申请置评
申请置评
已申请置评
 修改
修改
 修改标签
添加标签
修改标签
添加标签
 官方认证
取消官方认证
修改标签
添加标签
官方认证
取消官方认证
修改标签
添加标签
 删除
删除
{{itemCategory}}
扫码小程序:
一键登录查看全部问答


 收藏({{answerDetail.Q_FavoriteCounts}})
收藏({{answerDetail.Q_FavoriteCounts}})

 专家建议
修改
专家建议
修改
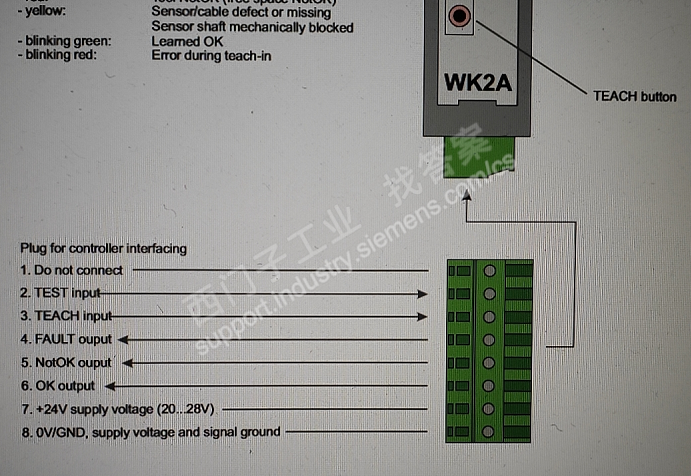
差不多类型的摆杆式断刀检测我们公司也有,品牌不一样但控制思路应该是一样的。
这种仪表控制一般有几个输入针脚和输出针脚组成,分别是测量和试教输入、测量ok、测量nok和故障输出,试教在手动模式下使用,测量可以在其他模式下。
当需要测量时刀具移动到指定位置,通过NC侧M代码比如M68激活输出接通测量开始信号,PLC侧M68=DB21.DBX202.4,该信号只保留一个PLC扫描周期需要使用置位指令保持该信号,然后接通其他输出,同时激活读入禁用信号DB21。DBX6.1,当测量结束通过接受到的反馈信号复位测量信号和读入禁用信号,程序继续至下个指令。
将检测反馈信号接入DB10.DBX187.1和187.2,NC侧调用$A-{IN18}、$A-{IN19},使用if语句进行判断如果结果ok跳转至测量结束,如果结果不好再循环一次测量,如果还是不行那么通过NC侧MSG()输出报警文本并结束NC程序。
基本思路是这样的,你可以试试看,有问题再讨论。
图片说明:

 讲解视频
讲解视频
一分钟,西门子工程师带你解析本题
 等您来回答
换一换
等您来回答
换一换
 {{item.CoinValue}}西币
{{item.CoinValue}}西币
 {{item.VisitNum}}人想问
{{item.VisitNum}}人想问
 本版相关问题
换一换
本版相关问题
换一换
 专家置评
专家置评



找答案微信小程序

提问

搜索






















 西门子商城
西门子商城 西门子中国
西门子中国
 1
1




 问题补充
问题补充



 本版热门问题
本版热门问题
 {{item.ReadCount}}人关注
{{item.ReadCount}}人关注
 向您推荐
向您推荐

 {{item.VisitNum}}人关注
{{item.VisitNum}}人关注




