找答案的高端用户(找答案钻石及双钻级别的用户)将尽可能从此问题下的所有回
答中,为您推荐最佳答案。届时您可以根据推荐数采纳答案。
如果自提问时间起7天内您仍无法选出最佳答案,您可以选择“无满意答案”关闭此问题。
 问题
问题
 取消精华
取消精华
 首页精华问答
取消推荐
首页精华问答
取消推荐
 高端用户推荐
高端用户推荐
 申请置评
已申请置评
申请置评
已申请置评
 修改
修改
 修改标签
添加标签
修改标签
添加标签
 官方认证
取消官方认证
修改标签
添加标签
官方认证
取消官方认证
修改标签
添加标签
 删除
删除
{{itemCategory}}
扫码小程序:
一键登录查看全部问答


 收藏({{answerDetail.Q_FavoriteCounts}})
收藏({{answerDetail.Q_FavoriteCounts}})

 专家建议
修改
专家建议
修改
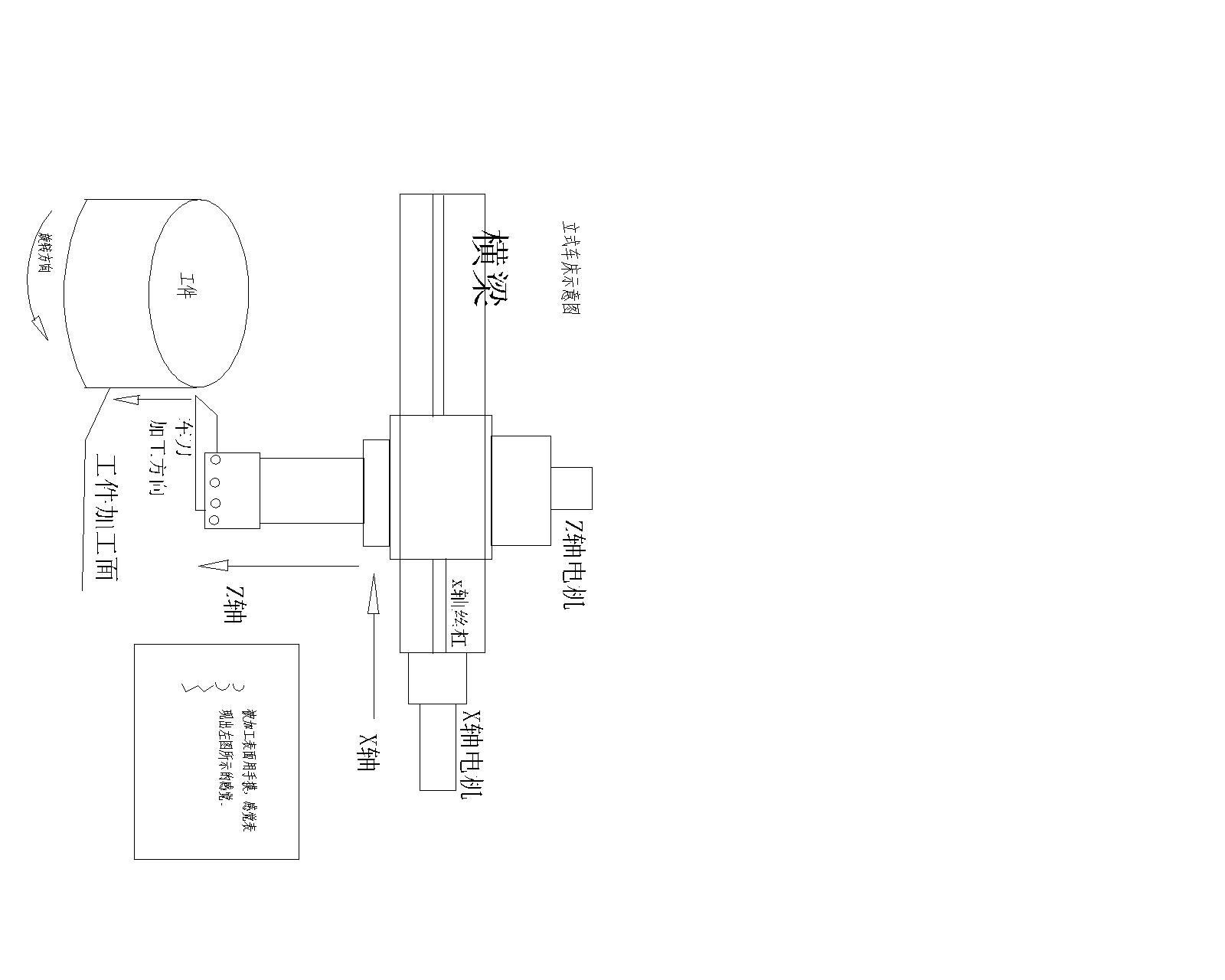
楼主的问题:“z轴向下切削时,工件表面出现不均匀的纹路,”可以按照以下方法检查:
1.首先要判断出X、Z坐标中是哪一个出现抖动造成了“工件表面出现不均匀的纹路”现象,空载情况下,打百分表即磁力表座固定在机床上,表头打在X或Z坐标上,打哪一个坐标时有抖动,则检查该坐标,一般X坐标可能性较大,
2.判断出是哪一个坐标后,就着手检查该坐标的伺服驱动模块,编码器或测速单元了,虽然是双轴伺服模块,仍然可以用交换X、Z 通道的方法判定是否伺服驱动模块出现问题。
注意交换的时候,指令电缆、旋转变压器(编码器)和测速反馈电缆、动力电缆全部交换。如果“抖动”现象仍然有,即没有转移到另一个坐标伺服驱动模块,那么,问题就找到了,即该坐标的伺服驱动模块故障。因为该坐标伺服驱动模块是模拟量的,上面有测速机调整微动电位器,增益调整微动电位器,漂移补偿微动电位器,可以微调做实验观察,一般情况下,如果电机在零速时,即加使能,但不给运行指令,电机有啸叫声,可以微调测速机调整微动电位器;如果电机微动,即有“零漂”,可以微调漂移补偿微动电位器;如果两轴X、Z轴运行快慢不一,可以微调增益调整微动电位器。如果调整后故障未发生变化,基本可以确定是该坐标伺服驱动模块故障,那就直接更换吧。
相反,如果“抖动”现象转移到另一个坐标伺服驱动模块,即故障现象随着坐标电机单元走,那么,首先检查是否机械出现问题。方法是,脱开该坐标电机轴与丝杠的连接,用手轻轻盘动坐标轴丝杠,注意必须正反向轻轻盘,感觉是否有顿滞感,若有,则轴承或丝杠螺母松脱或损坏,反过来,再用手轻轻盘动电机光轴,注意必须正反向轻轻盘,感觉是否有顿滞感,若有,则电机的轴承损坏。
如果以上机械方面感觉正常,就要检查有“抖动”现象坐标的电机编码器或测速单元了,可以仔细拆卸下来,与另一个正常的电机的编码器或测速单元交换做实验,一步步来,最终可以判定是编码器或测速单元的问题。
经过以上检查,基本可以判定并排除机床的故障。
祝楼主好运!

 讲解视频
讲解视频
一分钟,西门子工程师带你解析本题
 等您来回答
换一换
等您来回答
换一换
 {{item.CoinValue}}西币
{{item.CoinValue}}西币
 {{item.VisitNum}}人想问
{{item.VisitNum}}人想问
 本版相关问题
换一换
本版相关问题
换一换
 专家置评
专家置评


找答案微信小程序

提问

搜索













 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国








 本版热门问题
本版热门问题
 {{item.ReadCount}}人关注
{{item.ReadCount}}人关注
 向您推荐
向您推荐

 {{item.VisitNum}}人关注
{{item.VisitNum}}人关注




