1.应用的基本信息
基本应用信息描述(您所经历过的现场规模,例如硬件和网络配置、CPU的类型、版本以及个数等。您在项目的职责,例如项目负责人、主要或者辅助设计、编程调试者。)
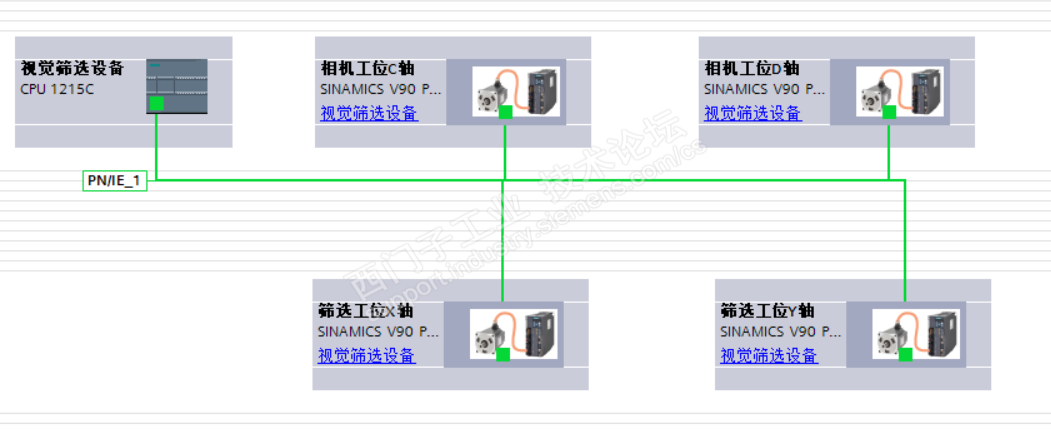
我在项目中采用的是S7-1215C CPU和4台V90进行PROFINET通信。第一次使用,闹了很多笑话,在这里给大家献丑了。
2.问题描述
项目中配置PROFINET网络遇到的问题或PROFINET网络在运行过程中出现的故障。语言简要、故障要点突出,现象表达清楚,为了清晰描述问题的原因,需要配图。网络的拓扑结构图
例如:
1. 起初并不知道EPOS模式的111报文,而是准备用105报文做工艺对象。后来也是在官网论坛看到大佬们的做法,而且要到了FB284.
2. 之后的测试基本还算顺利,不得不说暂停功能真的好用,可以在任意位置停止后继续行走;甚至可以在暂停状态下给启动命令,恢复后依然可以行走。
3. 设备安装完成,家里测试无异常,去到客户现场,发现Y轴驱动器总是通信掉线(5类网线)。后换成7类屏蔽双绞金属头网线。
4. Y轴还经常报警F7492(平均1天一次),实在没办法就将线拆掉重新接了一遍
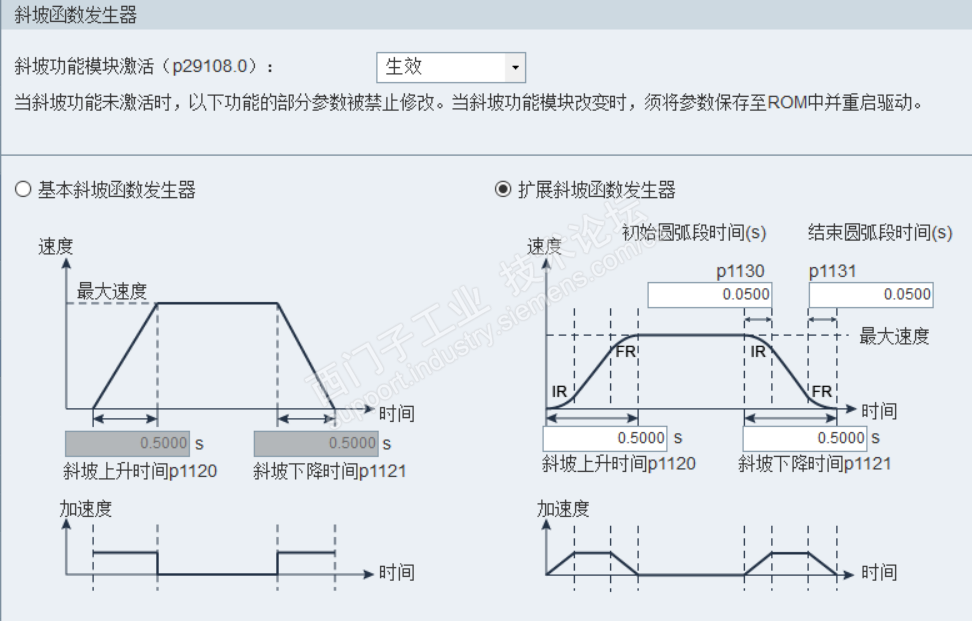
5. 400W电机,伺服转速2万LU,丝杆导程10mm(无减速机,X轴负载估计4kg,Y轴负载估计2kg)。斜坡函数如图:但是对设备来说抖动依然较大,未解决?
3.问题的分解和解决
3.1 故障或问题分析(根据故障或问题,进行分析,从而提出潜在的一些解决方案用于解决该问题)
例如:
1、尚未明白这算RT通信还是IRT通信
2、尽管通信速率很快而且可以同时将命令给多个伺服,但由于PLC扫描周期依然会产生不必要的等待延时。
3、因为是2轴联动,所以也没办法提前设定路径
4、V90上电之后的启动时间也太长了
5、原点只能接到PLC上?这个实在是不方便,因为伺服和PLC不在一个电柜,而且伺服需要单独的24V电源.所以他们是独立的两个直流电源,而原点和限位往往是同一个接线盒,造成接线的麻烦。
3.2故障或问题处理(根据分析各种导致问题的可能性,逐步排查和测试,描述您解决此问题的操作步骤、想法,最终确认原因,排查和测试过程有条理,思路清晰)
上面说完了!
4.经验总结
4.1遗留的问题(问题排查后,是否对解决问题的方式仍然有些疑问或者不理解的地方)
1、由于XY轴间的机械原因,导致夹角不是90°,这样在计算时造成麻烦
2、工件定位时也因为旋转角度造成麻烦,虽然都通过计算解决
3、伺服在启动和停止过程的抖动依然存在。(如果加减速时间加长,效率就会降低)
4.2改进方法(解决问题后,根据后期的理解,可以提出更好的解决方式或建议)
无










 技术支持
技术支持 AI小西
AI小西
 风驰卡
风驰卡 产品入门
产品入门 在线产品选型
在线产品选型 售后登记和质保查询
售后登记和质保查询

 备件商城
备件商城 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等)
 首页
首页 立即开通1847会员
立即开通1847会员 标准机型应用中心
标准机型应用中心
 首页
首页 教室培训课
教室培训课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 官方商城
官方商城 西门子中国
西门子中国



 黄金
黄金


 本版热门话题
本版热门话题

 相关推荐
相关推荐 相关帖子推荐
相关帖子推荐












