| 作者 | 主题 |
|---|---|
|
WWCWWC 至圣 
经验值:72032 发帖数:8051 精华帖:145 |
楼主
主题:西门子840D报警20093#故障排查 
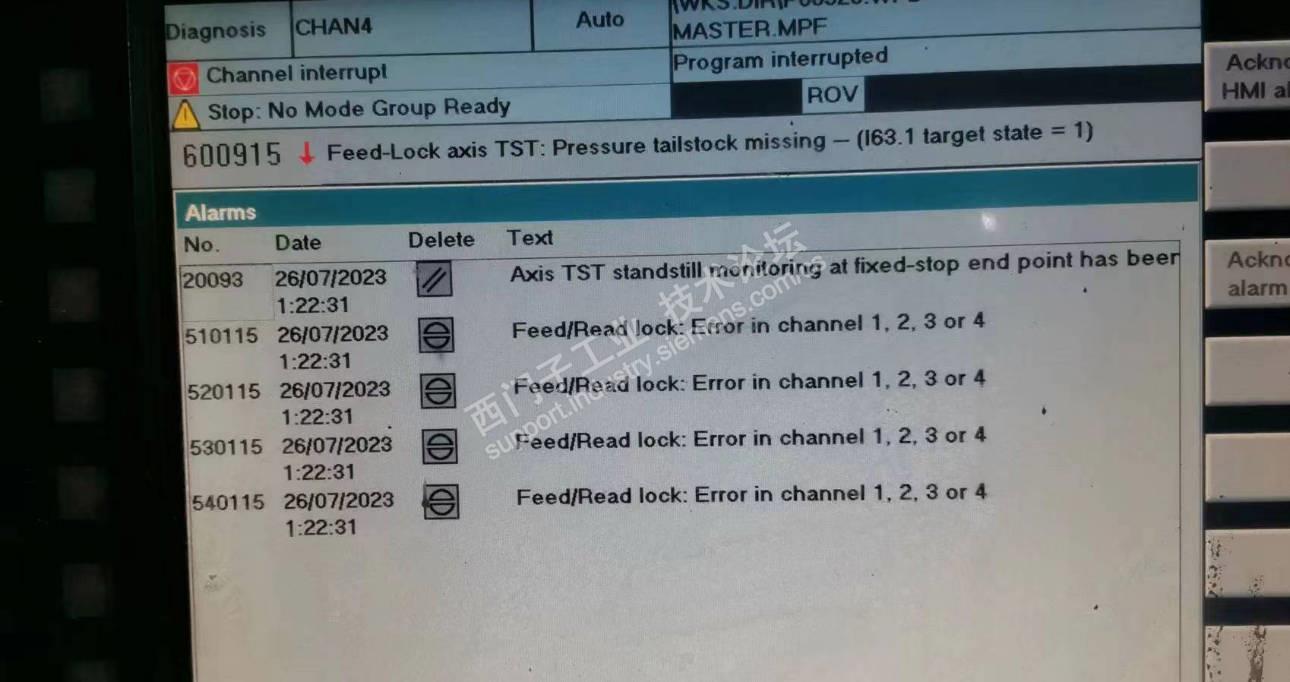
西门子840D报警20093#故障排查 近期,我司一台西门子840D系统设备报警故障明显频繁,其根本原因是上次检查油缸磨损严重需要更换(油缸订货周期6个月,尚未到货),伺服比例阀(4WRLE 25 V1-370M-3X/G24K0/A1M)偶然存在卡 芯(阀芯有杂质)等原因造成这个通道频繁故障报警停机。 今天上午在巡检过程中,又遇到设备这个通道的报警,图示:
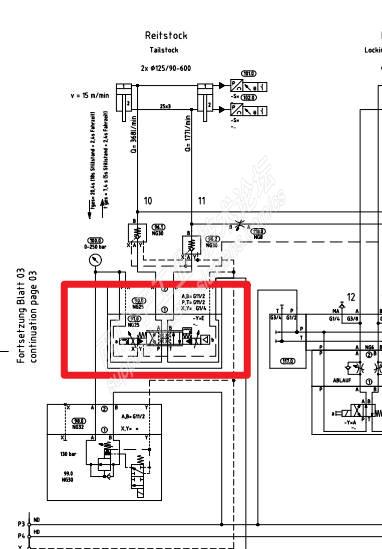
上述报警要因是20093#引起的。 官方对20093#错误解释: 20093 轴 %1 在定点停止终点静态误差监控被触发 参数: %1 = 轴名称、主轴号 说明: 自从选拔完成以来,坐标轴位置已经超出零速度窗口之外。该警报可以改编到 MD ALARM_REACTION_CHAN_NOREADY (通道未准备就绪)中。 反应: - BAG 没有准备就绪。 - 通道没有准备就绪。 - 本通道 NC 启动禁止。 - 已设置接口信号。 - 报警显示。 - 报警时 NC 停止。 - 通道没有准备就绪。 处理: 请通知授权的人员/服务部门。 ? 检查机械部件,例如:挡块是否断裂?被夹紧的零件是否变形? ? 静止状态监控的位置窗口太小 (37020 MD:$MA_FIXED_STOP_WINDOW_DEF) (43520 设定数据:$SA_FIXED_STOP_WINDOW)。标准值分别都是 1 毫米。 程序继续: 用复位键在该方式组中所有通道中删除报警。重新 启动零件程序。 综合分析报警原因: 1) 由于油缸缸桶磨损严重,油缸腔室内部存在微量的内泄,使伺服比例阀工作点偏差过大,造成失控,图示:
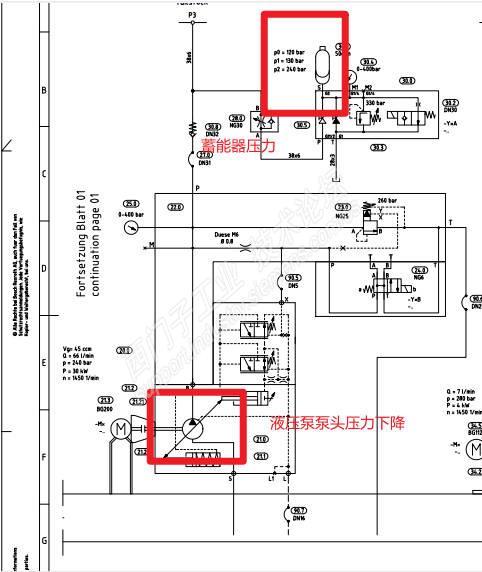
控制尾座上、下的伺服比例阀(4WRLE 25 V1-370M-3X/G24K0/A1M)工作点偏差大,清洗后效果不明显,通过调整加工时的工作压力,增加工作压力值,提高工件下降快转慢工作点后情况稍有好转。 2) 监控发现液压站泵头压力排量明显下降,泵头内泄加重,图示:
伺服比例阀的液压能源供应泵。在尾座上下工作时(需要大量的流量和压力),通过看图号25.0的泵头压力,明显可以看到压力上升需要5S以上才能够到达,从9.0Mpa上升到13.0Mpa的系统压力值,说明泵头内泄磨损严重,需要换泵头处理。另外,对图号30.1的蓄能器压力也需要做进一步的检测,正常工作压力加压到10.0MPa。 综合分析结果: 由于该系统液压站泵头内泄造成的压力提升缓慢,其根本原因是由于泵头磨损引起的(使用周期大于3年),使系统在正常工作中无法及时提供足量、稳定的能量,才使伺服比例阀工作点丢失,压力偏差值增加造成实际的位置偏差值加剧,分析存在的问题从而触发20093#报警也符合了分析逻辑。 我人为的调整加工压力,工件快转慢位置(拉开接触工件位置的目的就是提前在下降状态时提前降速,使整个下降过程时间功能稍微延长,这样对本就无法提供足量的泵头减轻的压力),这些均是给屏蔽20093#报警触发提供了必要条件,对于应急处理类似的故障提供了理论依据和实际应用案例。 |










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城













 短信登录
短信登录
