| 作者 | 主题 |
|---|---|
|
渔明鱼工 至圣 
经验值:23911 发帖数:2059 精华帖:78 |
楼主
主题:首次应用MYSCREEN进行二次画面的开发心得。 
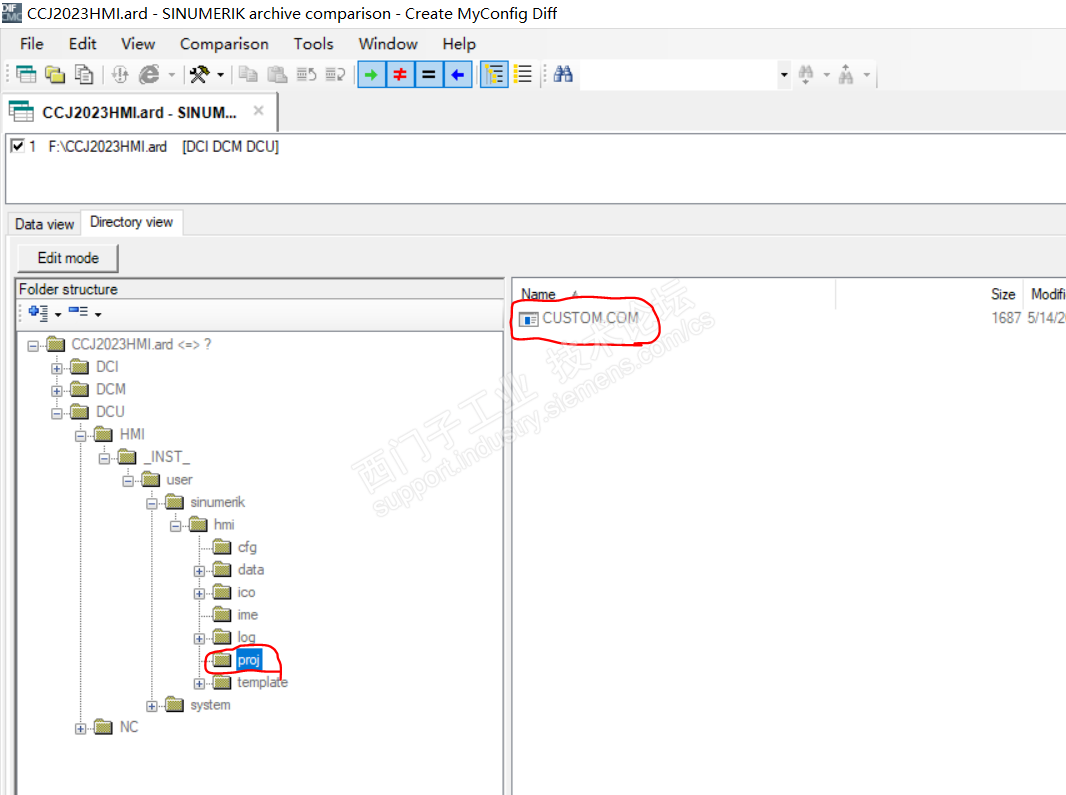
客户要求在CUSTOM上能填写一些参数 我根据828D简明调试手册,要找到下面的文件:
可是我用AMM软件连上后就是找不到我要的文件,在SIEMENS/HMI目录下到是有的。 我参考别人的机器上有此画面,相应的目录就是没有我要的文件,那画面是怎么出来的,我有点想不明白。 我尝试用Diff@AMM_4.7.1.0软件打开备份的HMI文件,进行查找。
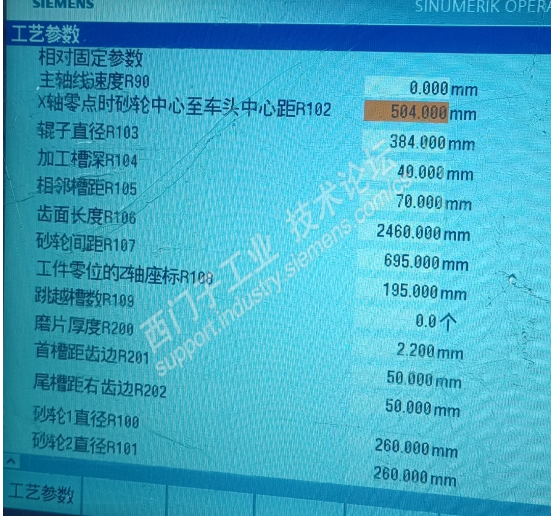
找到了我要的文件,原来是放在USER目录下的,而不是手册指的路径。 根据客户要求我修改文件: //S(Start) HS1=("主菜单") PRESS(HS1) LM("MASK1") END_PRESS //END //M(MASK1/"工艺参数"/) DEF Title1=(S///,"相对固定参数",,/wr1///30,0,160/180,0,80,//), DEF Edit1=(R3///,"X轴零点时砂轮中心至车头中心距R102",,"mm"/wr2//"/Channel/Parameter/R[102]"/30,40,265/320,40,120,//1,6), DEF Edit2=(R3///,"辊子直径R103",,"mm"/wr2//"/Channel/Parameter/R[103]"/30,60,270/320,60,120,//), DEF Edit3=(R3///,"加工槽深R104",,"mm"/wr2//"/Channel/Parameter/R[104]"/30,80,270/320,80,120,//), DEF Edit4=(R3///,"相邻槽距R105",,"mm"/wr2//"/Channel/Parameter/R[105]"/30,100,270/320,100,120,//), DEF Edit5=(R3///,"齿面长度R106",,"mm"/wr2//"/Channel/Parameter/R[106]"/30,120,270/320,120,120,//), DEF Edit6=(R3///,"砂轮间距R107",,"mm"/wr2//"/Channel/Parameter/R[107]"/30,140,270/320,140,120,//), DEF Edit7=(R3///,"工件零位的Z轴座标R108",,"mm"/wr2//"/Channel/Parameter/R[108]"/30,160,270/320,160,120,//), DEF Edit8=(R1///,"跳越槽数R109",,"个"/wr2//"/Channel/Parameter/R[109]"/30,180,270/320,180,120,//), DEF Edit9=(R3/1.5,3.3//,"磨片厚度R200",,"mm"/wr2//"/Channel/Parameter/R[200]"/30,200,270/320,200,120,//), DEF Edit10=(R3///,"首槽距齿边R201",,"mm"/wr2//"/Channel/Parameter/R[201]"/30,220,270/320,220,120,//), DEF Edit11=(R3///,"尾槽距右齿边R202",,"mm"/wr2//"/Channel/Parameter/R[202]"/30,240,270/320,240,120,//), DEF Edit12=(R3/194,360//,"砂轮1直径R100",,"mm"/wr2//"/Channel/Parameter/R[100]"/30,260,270/320,260,120,//), DEF Edit13=(R3/194,360//,"砂轮2直径R101",,"mm"/wr2//"/Channel/Parameter/R[101]"/30,280,270/320,280,120,//), DEF Edit14=(R3///,"主轴线速度R120",,"mm"/wr2//"/Channel/Parameter/R[120]"/30,20,270/320,20,120,//), HS1=("工艺参数") 然后再进行测试:
终于完成想要的画面。
网鱼能够改善伙食,还能释放工作中的压力。
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城














 短信登录
短信登录
