| 作者 | 主题 |
|---|---|
|
工控一阳指King 侠士 
经验值:1533 发帖数:185 精华帖:2 |
楼主
主题:NC程序编程点滴 NC程序的编写,讲究结构简单明了,易读性强,从今天起,打算将个人编程方面的点滴做个记录,在此留存个笔记。 本链接分享一个CTAB曲线表编程方面的实例: https://mp.weixin.qq.com/s/qOXhAU7rWTqb7Y4kL5DGMw |
|
工控一阳指King 侠士 经验值:1533 发帖数:185 精华帖:2 |
22楼
 主题:回复:NC程序编程点滴
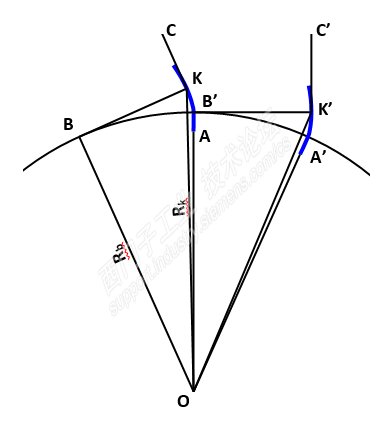
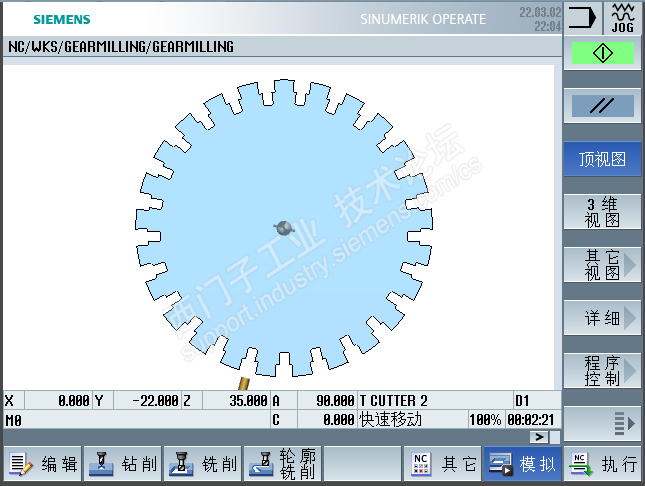
主题:回复:NC程序编程点滴数控编程实例 ——在通用机床上加工齿轮 众所周知,齿轮的加工方法一般有成型法和范成法,成型法是指用成型刀具加工精度较低的齿轮,如在普通铣床上铣齿,一般只在单件小批量或者修配时使用。范成法是运用齿轮啮合的范成运动来加工齿轮,加工精度和加工效率都比较高,是齿轮加工的最主要的方法。一般需要专用的设备和刀具,如插齿机、滚齿机、齿条刀具、滚齿刀等。 在现代制造技术高速发展的今天,产品开发阶段或者设备维修时,常常需要小批量加工较高精度要求的齿轮,以满足产品开发、设备维修或者实验的需求。本实例将介绍如何通过数控程序构造范成运动,在没有专用设备的情况下,运用通用机床,加工接近或者达到专用机床加工精度等级的满足实际需要的齿轮。 本实例编程环境为SinuTrain机床模板Vertical milling machine with swivel table。根据机床模板的结构,毛坯应该这样安装,齿轮的中心线与C轴重合,即可通过旋转C轴来转动齿轮毛坯。在A轴旋转90度后,齿轮端面平行于XZ平面,即齿廓渐开线需通过对X、Z和C轴编程来构造范成运动,并通过Y轴的切削运动来完成齿廓的切削。整个加工过程类似于插齿机,区别在于插齿机可用同时切削多个齿廓,而本例中每次进刀只能对一个齿廓进行加工。 首先介绍如何通过数控程序构成范成运动。 如上图所示,O点为齿轮的中心,渐开线AK为齿轮的一个齿廓,BK为渐开线的发生线,Rb为渐开线的基圆半径,Rk为渐开线上任意K点的半径,CK为渐开线的切线,根据渐开线的定义和性质,BK⊥CK。∠KOB为K点的压力角αk,∠AOK为K点的展角θk,根据渐开线的性质和齿轮的相关知识,我们可以知道,渐开线AK可以看成是无数多条CK形成的包络线。如果把CK当成铣刀的侧母线,铣削渐开线齿廓的编程工作就变成了求解CK位置。 由于我们所选用的机床为通用机床,刀具的中心线与机床的Z轴重合,不能发生偏转,即刀具始终垂直于XY平面,假设上图中AO与机床的Z轴平行,即A0垂直于XY平面,那么,当工件旋转αk+θk使得渐开线AK旋转到A'K'位置时,我们很容易发现,此时从C'K'与AO平行,即C'K'与机床Z轴平行。因此, K点从齿顶圆到运动到齿根圆的过程中,分n齿进刀,我们只要求解出每次进刀时K'所对应的∠A'OB',即αk+θk,和B'K'的长度,并分别对机床的C轴和X轴进行编程,并将Z轴编程到与齿根圆相切的加工深度,即把铣刀的端面当成插齿刀的齿顶,这样就可以构造出齿轮端面上的渐开线齿廓加工所需的范成运动。再赋予Y轴方向的切削运动,就可以实现类似插齿的齿轮铣削加工。并且,齿廓的轮廓度精度完全可以通过增加进刀次数来提高。 本例的相关齿轮参数及运算如下: 模数m = 2.5 齿数Z = 25 分度圆压力角α = 20 齿顶高系数ha = 1 齿根高系数hf = 1.25 分度圆直径D = mZ = 2.5 X 25 = 62.5 齿顶圆直径Da = m(Z + 2ha) = 2.5(25 + 2 X 1) = 67.5 齿根圆直径Df = m(Z - 2hf) =2.5(25 – 2 X 1.25) = 56.25 基圆直径Db = Dcos(α)= 62.5 X cos(20) = 58.731 齿顶圆压力角 αa = acos(Db/Da)=acos(58.731/67.5)=29.531 齿顶圆展角θa = 180(tanαa – αa)/π = 180(tan(29.531) - 29.531π/180)/π = 2.926 注:在计算展角θ是,渐开线方程中的α单位为弧度,后同。 在进行完基础计算,我们就可以开始计算编程需要的相关参数,前面说到,我们说需要分n次进刀,分别计算K点对应的∠A'OK'大小和B'K'长度,并给C轴和X轴编程。因此,我们需要分别计算出K点位于齿顶圆和齿根圆上是对应的∠A'OK'a和∠A'OK'f,将∠A'OK'a - ∠A'OK'f 平均分n次(本例中n=20)进刀,并计算对应的B'K'。 齿顶圆上时对应的∠A'OK'a = αa + θa = 29.531 + 2.926 = 32.457 因齿根圆Df小于基圆Db,故编程过程中,只对基圆以外的部分齿廓进行编程,基圆到齿根圆之间的部分齿廓由刀具自然形成。因此,不需要对∠A'OK'f进行计算,只需要将∠A'OK'从∠A'OK'a(32.457)开始分步进给到0°即可。 为了实现编程,还需要渐开线的起先点旋转到X轴上,本例采用设置零偏的方式,将工件旋转基圆齿槽宽的一半,使渐开线的起点位于X轴上。 基圆上的齿槽宽对应的圆心角 βb = 360/Z/2-2(tanα - α) X 180/π = 360/25/2 – 2( tan(20) - 20 X π/180) X 180 / π = 5.492 因此,编程是需要进行βb /2 = 2.746零偏设置。 因采用半径编程,我们还需计算: 基圆半径Rb = Db/2 = 58.731 / 2 = 29.366 齿顶圆半径Ra = Da/2 = 67.5 / 2 = 33.75 齿根圆半径Rf = Df/2 = 56.25 / 2 = 28.125 从上面的图中,我们很容易得出: B'K' = Rbtan∠A'OK'k 因Ra=33.75,取齿顶安全位置为35(世界生产中可能需要更大的安全距离) 下面是具体的编程代码: 毛坯开粗子程序ROUGH.SPF如下: N100 PROC ROUGH(REAL _Y1,REAL _Y2,REAL _Z1,REAL _Z2) N110 G54 ;重新激活零偏,使新的设置生效 N120 G90 G0 C0 ;C轴转到工件坐标0 N130 G90 G0 Y=_Y1 ;Y轴移动到齿轮上表面 N140 G90 G1 Z=_Z1 ;Z轴进给到铣削深度 N150 G90 G1 Y=_Y2 ;Y轴切削运动 N160 G91 G0 Z=_Z2 ;Z轴退刀至安全距离 N170 M17 ;子程序结束 为了重复调用,减少程序代码,毛坯开粗子程序采用带参数传递的子程序,程序机构简单,不做详细分析。 齿廓加工范成运动子程序FINISH.SPF如下: N100 PROC FINISH(REAL _ST,REAL _INC,REAL _TL) N110 DEF INT _I ;循环控制变量 N120 DEF REAL _X ;X轴位置中间变量 N130 DEF REAL _C ;C轴绝对位置中间变量 N140 G54 ;重新激活零偏,使新的设置生效 N150 G90 G0 Z35 ;逼近齿顶圆安全位置 N160 IF _ST<0 ;当_ST小于0时,需要将其换算到0-360 N170 G90 G0 C=_ST+360 N180 ELSE N190 G90 G0 C=_ST ;旋转齿顶圆的齿廓平行刀具 N200 ENDIF N210 _C=_ST ;给C轴绝对位置中间变量赋值 N220 FOR _I=0 TO 19 ;开始循环 N230 _C=_C+_INC ;下一次进刀的C轴绝对位置 N240 _X=-29.366*_C*3.14159/180+_TL ;下一次进刀的X轴位置 N250 G91 G0 C=_INC ;旋转工件到下一次进刀点 N260 G90 G0 X=_X Y2 ;移动X轴到轮廓位置,Y轴到齿轮上表面 N270 G90 G1 Z28.125 ;Z向进给到与齿根圆相切的深度 N280 G90 G1 Y-22 ;Y想切削运动 N290 G90 G0 Z35 ;Z向退刀至安全距离 N300 ENDFOR ;循环结束 N310 M17 ;子程序结束 为了统一程序结构,减少出差,齿廓加工范成运动子程序采用带参数传递子程序,通过调用时设置形参变量来完成左右齿廓的加工。这里需要说明的是,N190行是用来计算每次进刀是C轴的绝对位置,是为了便于N200行按照C轴的绝对位置计算X轴的位置,而N210行未采用绝对坐标编程,是为了避免C轴的编程角度小于0或者大于360情况出现,采用相对坐标编程的好处在于,当C轴的编程角度小于0或者大于360,系统会自动换算到0到360的范围。关于程序的理解,参加程序中的注释。 主程序结构如下: N100 DEF INT _N ;循环控制变量 N110 EXTERN ROUGH(REAL,REAL,REAL,REAL) ;声明外部调用子程序 N120 EXTERN FINISH(REAL,REAL,REAL) ;声明外部调用子程序 N130 $P_UIFR[1,MC1,TR]=0 ;设置G54的C轴零偏 N140 G90 G54 G17 G94 ;程序准备指令 N150 G0 X0 Y0 Z500 A0 C0 ;换刀前的安全位置 N160 T="CUTTER 2"M6 ;换刀 N170 M3 S3000 ;启动主轴 N180 WORKPIECE(,"",,"CYLINDER",0,0,-20,-80,67.5) ;设置毛坯 N190 G0 X0 Y2 Z35 A90 ;Z轴逼近齿顶圆,A转到90° N200 FOR _N=0 TO 24 ;开粗循环开始 N210 F5000 ;设置进给速度F N220 $P_UIFR[1,MC1,TR]=_N*14.4-1.4 ;设置零偏 N230 ROUGH(2,-22,31,4) ;开粗分度圆以外齿面 N240 $P_UIFR[1,MC1,TR]=_N*14.4+1.4 ;设置零偏 N250 ROUGH(2,-22,31,4) ;开粗分度圆以外齿面 N260 $P_UIFR[1,MC1,TR]=_N*14.4 ;设置零偏 N270 ROUGH(2,-22,28.2,6.8) ;开粗分度圆以内齿面 N280 STOPRE ;停止预读 N290 ENDFOR ;循环结束 N300 FOR _N=0 TO 24 ;齿廓第一面循环开始 N310 $P_UIFR[1,MC1,TR]=_N*14.4+2.746 ;设置零偏 N320 FINISH(32.457,-32.457/20,-1) ;调用子程序 N330 ENDFOR ;循环结束 N340 FOR _N=0 TO 24 ;齿廓第二面循环开始 N350 $P_UIFR[1,MC1,TR]=_N*14.4-2.746 ;设置零偏 N360 FINISH(-32.457,32.457/20,1) ;调用子程序 N370 ENDFOR ;循环结束 N380 M30 ;程序结束 主程序主要分成2个部分,第一部分是对圆形毛坯进行简单的开粗成下图所示的形状:
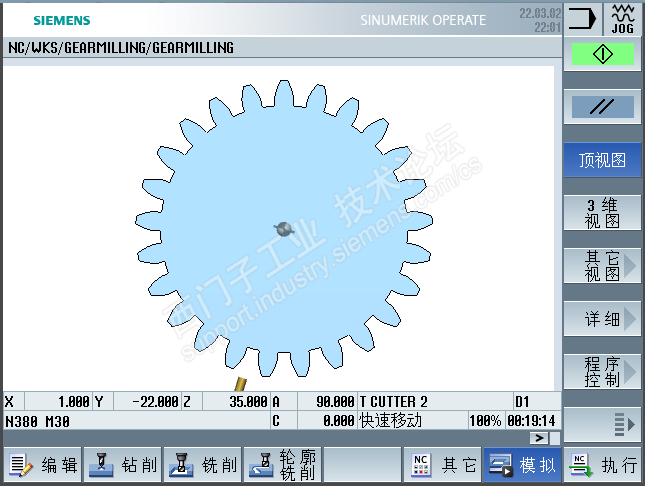
第二个部为轮廓的加工,为了节省加工时间,先加工逆时针方向的齿面,顺时针方向的齿面。加工完成后的齿轮如下图所示:
本例旨在说明如果构建范成运动,在通用机床上采用类似插齿的方式加工齿轮。如果要实际运用,程序还需进一步的优化。 这里的通用机床需要满足齿轮毛坯可以任意旋转,即机床的工作台至少安装一个选择轴。在具体的机床上运用此方法,各编程轴可能需要做响应的调整。 |
|
工控一阳指King 侠士 经验值:1533 发帖数:185 精华帖:2 |
32楼
 主题:回复:NC程序编程点滴
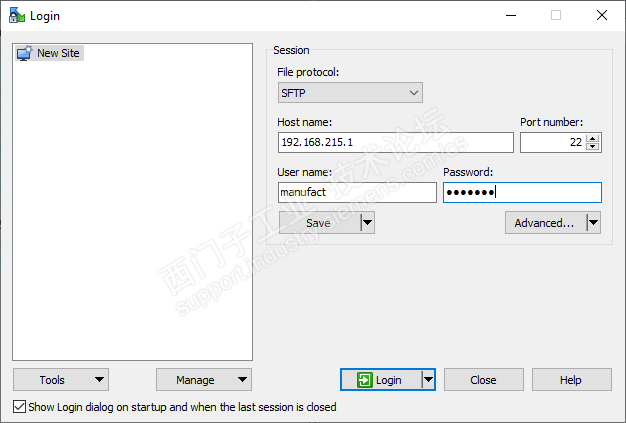
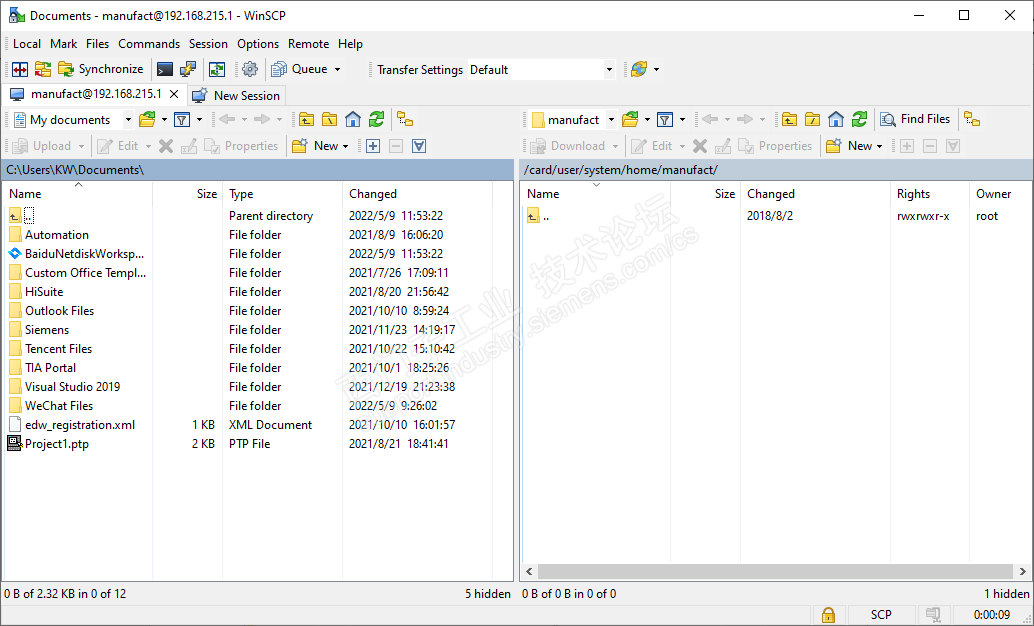
主题:回复:NC程序编程点滴WinSCP传输程序 “WinSCP 是一个 Windows 环境下使用的 SSH 的开源图形化 SFTP 客户端。同时支持 SCP 协议。它的主要功能是在本地与远程计算机间安全地复制文件,并且可以直接编辑文件。”这是WinSCP官网上对WindSPC的介绍,我自己的理解是,WinSCP是一个可以跨操作系统进行文件传输的开源软件,常常用于Windows和Linux两个操作系统之间的文件交换。本文将如何通过WinSCP将NC程序从Windows系统的电脑上传到NCU的NC程序存储器上,即系统CF卡上。 首先需要下载和安装WinSCP,官方下载地址为:https://winscp.net/eng/download.php,具体下载和安装不在这里重述。 其次,需将电脑通过网线连接的NUC的X120或X127端口, X120默认的IP地址192.168.214.1,连接到X120的电脑需要将其IP地址设置成与X120同网段的IP地址。 X127自带DHCP服务器,其IP地址为192.168.215.1,可以自动进行IP地址分配,接入X127的电脑的需设置为自动获取IP地址。 打开运行WinSCP的界面如下:
在传输前,需要进行如下的通讯设置:
File protocol:可以设置成SFTP,也可以设置成SCP Host name:填入X120或者X127的IP地址 User name:manufact,全部小写 Password:SUNRISE,密码全部大写 点击Login登录,就可以在电脑和NCU直接建立通讯。登录后的界面如下:
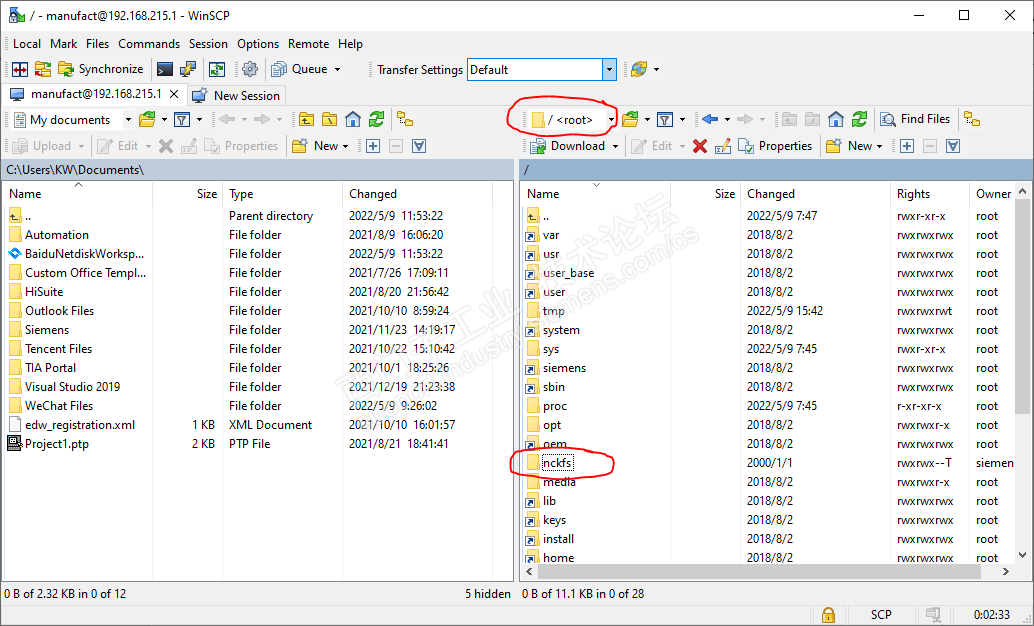
WinSCP界面分成两个文件浏览器,左边是本地文件浏览器,右边是远程文件浏览器,即NCU的CF卡文件系统。 如下图,想将manufact目录切换到root目录,并在root目录找到nckfs文件夹。
双击打开nckfs文件夹,就可在nckfs文件夹目录下面找到我们常用的零件程序文件夹_N_MPF_DIR,子程序文件夹_N_SPF_DIR和工件文件夹_N_WKS_DIR。
如下图所示,在左侧的本地文件浏览器中找到需要传到机床上的程序的文件,就可以直接将其拖拽到希望的NC程序目录中。
这里需要强调一下,本地文件和文件夹需要按NC程序的命名规则进行命名,命名规则如下: 主程序:_N_程序名_MPF 子程序:_N_程序名_SPF 工件目录:_N_文件夹名_WPD |
|
工控一阳指King 侠士 经验值:1533 发帖数:185 精华帖:2 |
39楼
主题:回复:NC程序编程点滴神奇的G641连续路径模式 ——再谈椭圆加工
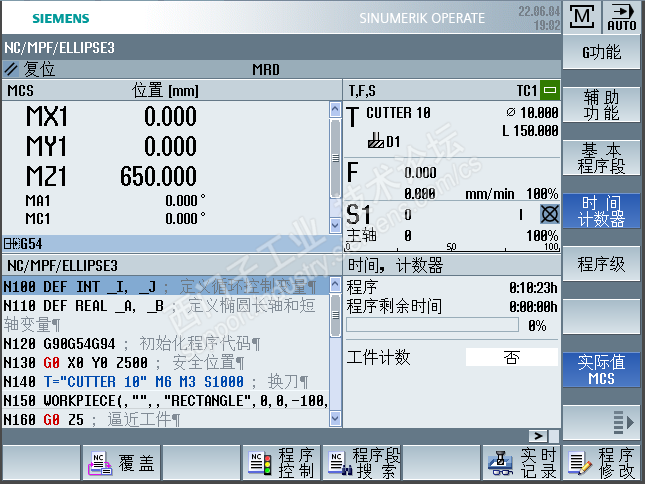
前段时间应网友的提问编写的一个关于加工椭圆的程序。当再次查看当时写的程序时,发现该程序还有很多需要改进和提高的地方。本文将介绍,通过IF条件区分出空行程和增加G641连续路径模式对前面编写的程序进行改进和提高。 为了方便问题的讲解,我们先来看看上次编写的程序。 N100 DEF INT _I, _J ; 定义循环控制变量 N110 DEF REAL _A, _B ; 定义椭圆长轴和短轴变量 N120 G90G54G94 ; 初始化程序代码 N130 G0 X0 Y0 Z500 ; 安全位置 N140 T="CUTTER 10" M6 M3 S1000 ; 换刀 N150 WORKPIECE(,"",,"RECTANGLE",0,0,-100,-80,170,110) ; 设置毛坯 N160 G0 Z5 ; 逼近工件 N170 FOR _I=0 TO 4 ; 分5次循环铣削 N180 _A=80+(5-_I)*5 _B=50+(5-_i)*5 ; 椭圆长轴短轴 N190 G1 X=_A+10 F3000 ; 运动到加工起点 N200 G42 Z-2 ; Z向下刀, 刀具半径右补偿 N210 FOR _J=0 TO 360 ; 通过循环每度计算一次X轴和Y轴的坐标 N220 X=_A*COS(_J) Y=_B*SIN(_J) N230 ENDFOR ; 内循环结束 N240 G0 Z5 ;加工完一刀抬刀 N250 G40 ; 取消刀具补偿 N260 ENDFOR ; 外循环结束 N270 X0 Y0 Z500 ; 加工完成退刀 N280 M30
图1 上述程序在N210到N230行运用了一个FOR循环,用直线插补G1加工360条足够短直线段来达到加工椭圆的目的,这是数控编程中常用的直线段带代替曲线的加工方法。上述程序从N170到N260行,再用一个FOR循环,通过不断改变椭圆长轴和短轴的方法,分5次去除椭圆以外的所有加工余量。这是比较典型的循环编程的思路。当笔者再次模拟上述程序时,发现运行上述程序循环时间是10分23秒(图1所示),直觉告知笔者,这个这样的程序加工效率太低。 因此,笔者试着通过IF条件,将原程序做如下的修改: N100 DEF INT _I, _J ; 定义循环控制变量 N110 DEF REAL _A, _B, _X, _Y ; 定义椭圆长轴和短轴变量, X和Y轴坐标变量 N120 G90G54G94 ; 初始化程序代码 N130 G0 X0 Y0 Z500 ; 安全位置 N140 T="CUTTER 10" M6 M3 S1000 ; 换刀 N150 WORKPIECE(,"",,"RECTANGLE",0,0,-100,-80,170,110) ; 设置毛坯 N160 G0 Z5 ; 逼近工件 N170 FOR _I=0 TO 4 ; 分5次循环铣削 N180 _A=80+(5-_I)*5 _B=50+(5-_i)*5 ; 椭圆长轴短轴 N190 G1 X=_A+10 F3000 ; 运动到加工起点 N200 G42 Z-2 ; Z向下刀, 刀具半径右补偿 N210 FOR _J=0 TO 360 ; 通过循环每度计算一次X轴和Y轴的坐标 N220 _X=_A*COS(_J) _Y=_B*SIN(_J) N230 IF (_X<-86) OR (_X>86) OR (_Y<-56) OR (_Y>56) ; 判断是否是空行程 N240 G0 X=_X Y=_Y ; 空行程快速移动 N250 ELSE N260 G1 X=_X Y=_Y ; 切削行程 N270 ENDIF N280 ENDFOR ; 内循环结束 N290 G0 Z5 ; 加工完一刀抬刀 N300 G40 ; 取消刀具补偿 N310 ENDFOR ; 外循环结束 N320 X0 Y0 Z500 ; 加工完成退刀 N330 M30 上述程序中,高亮显示部分通过IF条件,判断坐标点是否处于毛坯外,在毛坯外就是空行程,否则是正常加工行程。但是修改后,笔者并未得到预想的效果,加工时间不但没有明显缩短,反而多了1秒,即循环时间为10分24秒。 笔者再次将程序做如下修改: N100 DEF INT _I, _J ; 定义循环控制变量 N110 DEF REAL _A, _B, _X, _Y ; 定义椭圆长轴和短轴变量, X和Y轴坐标变量 N120 G90G54G94 ; 初始化程序代码 N130 G0 X0 Y0 Z500 ; 安全位置 N140 T="CUTTER 10" M6 M3 S1000 ; 换刀 N150 WORKPIECE(,"",,"RECTANGLE",0,0,-100,-80,170,110) ; 设置毛坯 N160 G0 Z5 ; 逼近工件 N170 FOR _I=0 TO 4 ; 分5次循环铣削 N180 _A=80+(5-_I)*5 _B=50+(5-_i)*5 ; 椭圆长轴短轴 N190 G1 X=_A+10 F3000 ; 运动到加工起点 N200 G42 Z-2 ; Z向下刀, 刀具半径右补偿 N210 G641 ; 连续路径模式 N220 FOR _J=0 TO 360 ; 通过循环每度计算一次X轴和Y轴的坐标 N230 _X=_A*COS(_J) _Y=_B*SIN(_J) N240 IF (_X<-86) OR (_X>86) OR (_Y<-56) OR (_Y>56) ; 判断是否是空行程 N250 G0 X=_X Y=_Y ; 空行程快速移动 N260 ELSE N270 G1 X=_X Y=_Y ; 切削行程 N280 ENDIF N290 ENDFOR ; 内循环结束 N300 G0 G60 Z5 ; 加工完一刀抬刀, 准停模式 N310 G40 ; 取消刀具补偿 N320 ENDFOR ; 外循环结束 N330 X0 Y0 Z500 ; 加工完成退刀 N340 M30 高亮显示的N210行开启连续路径模式,而N300行在走完一个椭圆周后,回到准停模式。修改后的程序的循环时间有原来的10分23秒减少到了50秒(图2所示)。
图2 初一看来,这太神奇了,有些不可思议。其实,在我们未条件N210行的G641时,机床为准停模式,即每走一段编程的线段,机床都会准确的停到编程的坐标点再运行下一段线段,这样,X轴和Y轴不停的处于加速和加速的状态,并未达到编程的进给速度F3000,更未达到快速移动的G0的速度。因此,分开空行程走刀和非空行程走刀并未达到预想的效果。当我们增加N210行的G641后,机床开启了连续路径模式,即机床尽可能保持相同的运行速度,并会将线段之间的角度进行适当的圆滑,这样不但提高了加工效率,同时也会提高表面粗糙度。 |
|
工控一阳指King 侠士 经验值:1533 发帖数:185 精华帖:2 |
54楼
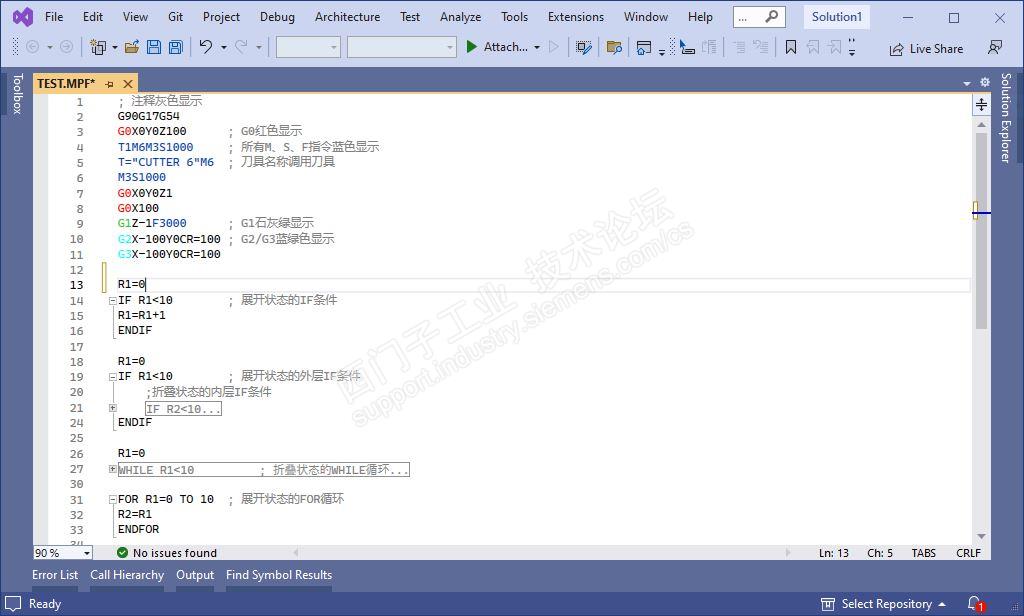
主题:回复:NC程序编程点滴用Visual Studio 中编辑和阅读NC程序 工欲善其事,必先利其器。CNC编程也是如此,一个功能丰富的文本编辑器对编写和阅读复杂结构的NC程序,会起到事半功倍的效果。 Visual Studio作为微软公司开发的一个强大的计算机编程IDE平台,有着强大的代码编辑和显示功能,如指令作色,代码折叠等,大大提高的编程的效率和程序的可读性。 楼主近期在处理一些进口机床的复杂结构NC程序的过程中,为了便于理解原始程序的结构和提高工作效率,开发了一个Visual Studio 2022的针对SINUMERIK CNC程序语法的扩展,对主要的G指令和所有M指令等进行作色,使其在Visual Studio中的显示和实际机床上的颜色相同。并可以对控制结构的程序进行代码折叠和展开,方便理清程序的逻辑关系。 下图是相关功能的简单展示:
原计划将所开发的扩展在Visual Studio的Marketplace上发布,但是由于在国内无法将软件上传。只能暂时放弃发布的计划,不过有想要试试的朋友,欢迎留言。 |










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城


















 短信登录
短信登录
