| 作者 | 主题 |
|---|---|
|
迅影 侠士 经验值: 1857 发帖数: 276 精华帖: 4 |
楼主
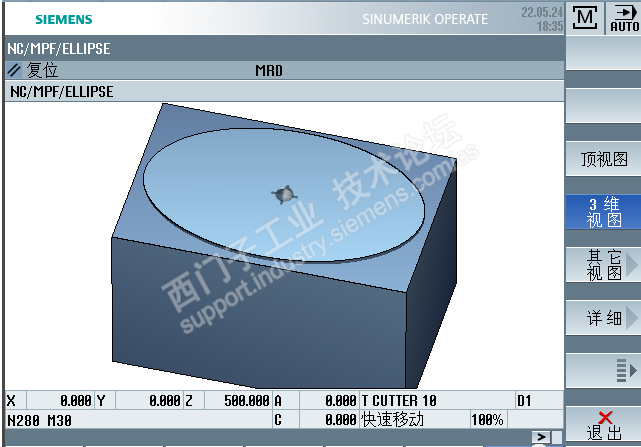
主题:西门子数控加工中心铣椭圆 加工一个椭圆,不仅需要运用到椭圆的参数方程,而且还需要循环编程。因此,在这里分享一个简单的例程,便于有需要的朋友参考。 N100 DEF INT _I, _J ; 定义循环控制变量 N110 DEF REAL _A, _B ; 定义椭圆长轴和短轴变量 N120 G90G54G94 ; 初始化程序代码 N130 G0 X0 Y0 Z500 ; 安全位置 N140 T="CUTTER 10" M6 M3 S1000 ; 换刀 N150 WORKPIECE(,"",,"RECTANGLE",0,0,-100,-80,170,110) ; 设置毛坯 N160 G0 Z5 ; 逼近工件 N170 FOR _I=0 TO 5 ; 分5次循环铣削 N180 _A=80+(5-_I)*5 _B=50+(5-_i)*5 ; 椭圆长轴短轴 N190 G1 X=_A+10 F3000 ; 运动到加工起点 N200 G42 Z-2 ; Z向下刀, 刀具半径右补偿 N210 FOR _J=0 TO 360 ; 通过循环每度计算一次X轴和Y轴的坐标 N220 X=_A*COS(_J) Y=_B*SIN(_J) N230 ENDFOR ; 内循环结束 N240 G0 Z5 ;加工完一刀抬刀 N250 G40 ; 取消刀具补偿 N260 ENDFOR ; 外循环结束 N270 X0 Y0 Z500 ; 加工完成推到 N280 M30 运行上文的程序,就可以加工出下图所示的椭圆:
活着,爱便有意义
|










 首页
首页 智能小西-自动预约
智能小西-自动预约
 风驰卡
风驰卡 产品入门
产品入门 售后登记和质保查询
售后登记和质保查询

 ASP工程师验证
ASP工程师验证 ASP公司证书验证
ASP公司证书验证 售后服务常见问题
售后服务常见问题 首页
首页 售前文档(样本、宣传册等)
售前文档(样本、宣传册等)  售后文档(FAQ、手册等)
售后文档(FAQ、手册等) 首页
首页 立即开通1847会员
立即开通1847会员 首页
首页 教室及直播课
教室及直播课 取证训练营
取证训练营 在线自学课
在线自学课 认证证书查询
认证证书查询 培训伙伴验证
培训伙伴验证 首页
首页 最新发帖
最新发帖 精华帖
精华帖 发新帖
发新帖 已解决问题
已解决问题 精华常见问题
精华常见问题 运维工程师专区
运维工程师专区 官方商城
官方商城













 短信登录
短信登录
